Электроды для ручной дуговой сварки
Содержание:
- Как устроены?
- Как обозначается вид в маркировке
- В зависимости от назначения
- Удачные аналоги для замены
- Дальнейший уход за газоном
- Известные производители
- Виды стержней для ручной сварки
- Из чего состоит плавящийся электрод?
- Правильное хранение
- Расшифровка маркировки электродов для сварки
- Обозначения электродов
- Особенности конструкции дымохода через стену
- Что из себя представляют электроды УОНИ
- Пример того, как расшифровать маркировку
- Нарезаем резьбу на трубе
- Производство электродов МР-3
- Назначение, характеристики
- Технические характеристики
- Диаметр и вес
- Применение электродов
- Расшифровки маркирования
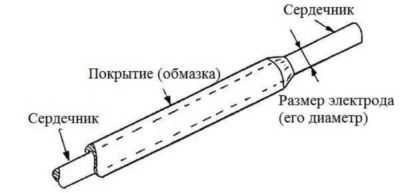
Как устроены?
Для производства расходника в качестве проводника применяется специальная проволока либо пруты, при этом состав металла обуславливает характеристики изделия. Существуют также элементы, состоящие из одной проволоки, без покрытия. Такие расходники называются непокрытыми – к ним относятся вольфрамовые. Если проволока покрыта обмазкой, то такие элементы называют покрытыми.
Обмазочный материал существует таких видов:
- кислым;
- основным;
- целлюлозным;
- рутиловым;
- комбинированным.
- специальным.
По предназначению обмазка разделяется на два вида:
- защищающее (изделия толстослойные);
- ионизирующее (тонкослойные).
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
В зависимости от назначения
Конечно, разные электроды имеют разное назначение и один из разделений в зависимости от того металла с которым будет проводиться работа.
В приведенном нами примере маркировки этот показатель обозначает буквенный знак У, этот знак несёт информацию о том, что сварке подлежат низколегированные металлы предел прочности которых составляет от шестисот кГс на один миллиметр квадратный.
А если при работе со сталью возникает много нюансов и они сложны в работе, то тогда пишется знак маркировки В. А если вы будете искать стержень, для того чтобы направить то на упаковке должно быть написано Н.
Удачные аналоги для замены
Электроды Э42 широко распространены, выпускаются всеми крупными производителями. Поэтому необходимость искать альтернативу возникает редко. Если она все же есть, применяют близкие по составу расходники от компании Esab (Швеция).
Выбор модели зависит от того, для какой марки электрода Э42 требуется замена:
- АНО-6 — Esab OK 46.00.
- ОЗС-23 и ОМА-2 — ОК 43.32.
- ВСЦ-4 — OK Pipeweld 6010. Этот расходник больше не производится, распродаются остатки на складах.
Изготовители разрабатывают новые виды электродов.
Изготовители постоянно разрабатывают новые виды электродов, поэтому в будущем не исключено появление новых аналогов Э42. Подбирать их следует по химическому составу и материалу обмазки. У большинства Э42 она рутиловая, а стержни изготавливаются из сварочной проволоки Св-08 или Св08А по ГОСТ 2246-70.
Дальнейший уход за газоном
Известные производители
Крупнейшими изготовителями сварочных электродов, в т.ч. типа Э42, являются:
- ООО «НПО Спецэлектрод».
- ЛЭЗ.
- СЗСМ.
- ОАО «Лосиновский электродный завод».
- ООО «Уральский электродный завод».
- ПАО «Плазматек».
- «Хобэкс».
- Monolith.
- «Мост».
- Esab.
- Kobleco.
- Linkoln Electric.
Известные производители сварочных электродов.
История каждого предприятия насчитывает десятки лет. Ведутся научно-исследовательские работы в лабораториях, результатом которых становится появление новых, более эффективных стержней и обмазок. Постоянно обновляется парк оборудования, в т. ч. используемого для контроля качества. Благодаря этому почти 100% брака выявляется до отправки продукции в магазины.
Часть компаний, например «НПО Спецэлектрод», берутся за выполнение индивидуальных заказов с характеристиками, которые предоставит покупатель.
Виды стержней для ручной сварки
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Из чего состоит плавящийся электрод?
Как уже упоминалось, сварочные детали делятся на плавящиеся и неплавящиеся. В первом случае, в пачке таких деталей есть внутренний стержень и внешний слой. По требованию Госстандартов, при производстве данного типа сварочных деталей, необходимо использовать материалы с углеродом и разным количество примесей.
 Вольфрамовые электроды для сварки.
Вольфрамовые электроды для сварки.
Кроме этого можно применять медь, различные цветные сплавы, алюминий. Несколько свариваемых частей должны быть изготовлены из одинакового материала. В редких случаях можно приваривать чугунные изделия со сталью и медь с железом.
Всё это влияет на маркировки электродов для сварки. Расшифровка электрода помогает специалисту подобрать правильную деталь под оборудование, чтобы работа в результате получилась качественной и достаточно надежной.
Стрежень вместе с внешним слоем производится, учитывая свариваемый металл, поскольку его состав в процессе изменяется. Марка электродов позволяет разобраться, какую деталь необходимо подобрать под один или иной случай.
Рассматриваемые детали могут способствовать удержанию дуги, помогать расплавить минеральный компонент поверхности, изготавливать защитный газ, возникающий вследствие горения натуральных компонентов поверхности, а также окисляет либо легирует металл.
Правильное хранение
В приложенной инструкции указываются правила по транспортировке и складированию изделия.
Важными условиями являются:
- Влажность. Повышение этого параметра отрицательно влияет на рабочие характеристики стержней. При неправильном хранении стержни сыреют, становятся непригодными для использования по назначению. При +5-15 °С влажность воздуха не должна превышать 60%. Для 15-25 °С эта величина составляет 50%.
- Перепады температур. Изделия размещают в сухом отапливаемом помещении. По причине чувствительности к высокой влажности нельзя складировать электроды на улице.
Элементы не должны подвергаться влиянию ультрафиолетового излучения. При соблюдении рекомендаций стержни будут пригодны к использованию в течение всего срока годности. В противном случае готовое сварное соединение будет содержать пустоты, трещины и другие дефекты.
Расшифровка маркировки электродов для сварки
2
- наличие в маркировке буквы У указывает на то, что рассматриваемый электрод подходит для сваривания изделий, изготовленных на основе низколегированных и углеродистых сталей;
- маркировка, которая содержит букву Л, говорит о том, что эти электроды могут применяться для соединения легированных конструкционных сплавов;
- если стоит задача по соединению конструкций, выполненных на основе теплоустойчивых или высоколегированных сталей, применяемый для сварки электрод должен иметь обозначения Т и В;
- качественно выполнить наплавку слоя, который должен обладать исключительными свойствами, можно при условии, что используемый электрод имеет маркировку в виде буквы Н.
Толщина, диаметр, ток
Также в маркировке дается подсказка о толщине покрытия, для чего в ней предусмотрены следующие обозначения:
- М — означает тонкое покрытие;
- С — среднее покрытие;
- Д — ему соответствует толстое покрытие;
- Г — указывает на наличие покрытия максимальной толщины.
В самом конце содержится информация о типе покрытия, о котором шла речь выше. По последним двум цифрам можно понять, какое пространственное положение предусмотрено для электрода конкретной марки и какой рекомендуемый показатель должен иметь рабочий ток.
Если там присутствует цифра 1, то выбираемый электрод подходит для работы в любом положении. 2 указывает на отсутствие ограничений за исключением положения сверху-вниз.
Иногда предпоследней идет цифра 3, что позволяет говорить о том, что этот электрод запрещается размещать в потолочной ориентации. Присутствие цифры 4 указывает на то, что изделие предназначено для выполнения нижних швов, а также нижних в «лодочку».
Последняя цифра, которая сообщает о рекомендованном токе, может предусматривать следующие показатели:
- 1, 4, 7 — указывает на отсутствие ограничений;
- 2, 5, 8 — распространяется на токи с прямой и остальными видами полярности;
- 3, 6, 9 — предусматривает, что ток должен иметь обратную полярность.
Обозначения электродов
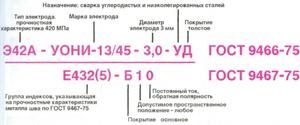
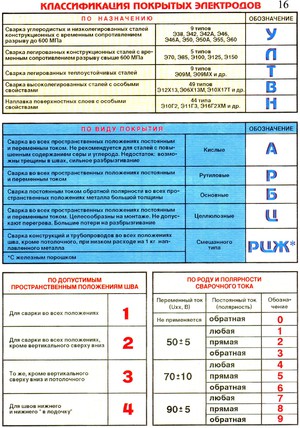
Многочисленные марки электродов для ручной дуговой сварки регламентируются нормативным документом ГОСТ 9466–75 . Согласно этому нему на упаковку наносят сведения о 9 основных параметрах:
- Тип покрытых стержней для сварки высокопрочной стали — маркировка начинается на Э (электрод), а дальше цифры о предельных ударных нагрузках, которые заканчиваются символом А, означающим стойкость шва к воздействиям: Э42А указывает на допустимый удар 42 кг/мм2. Если соединяют термостойкие и высоколегированные стали, то после Э через чёрточку следуют символы химических элементов (М — молибден, А — азот, Ф — ванадий) и дозировки в промилле (‰). Цепь информации о составе следует в порядке убывания: Э-10ХЗМ1БФ.
- Марка электродов — полностью зависит от производителя, подобие фирменного знака.
- Диаметр проволоки под обмазкой изменяется в пределах 1,6―12,0 мм, но чаще применяется размер 3―5 мм и входит в обозначение конкретной цифрой после указания марки.
- Функция — изготовленные для работы с углеродистыми сталями прочностью до 60 кг/мм2 сварочные электроды: маркировка и назначение заключены в букве У; легированные конструкционные выше 60 кг/мм2 — Л; с низким коэффициентом теплопроводности — Т; в присутствии большой доли примесей — В, а наплавочные — Н.
- Толщина обмазки — по соотношению диаметров слоя покрытия и внутренней проволоки: тонкое — М (до 1,20), среднее — С (1,21―1,45), толстое — Д (1,46―1,80), особо толстое — Г (свыше 1,80).
- Группа качества шва — их три: 1, 2, 3. Большему номеру соответствуют повышенные требования по прочности и рабочей температуре.
- Вид обмазки: А — кислотное, Б — основное покрытие (фтористо-кальциевое), Ж — с повышенным содержанием железа, Р — рутиловое, Ц — целлюлозное и комбинированное — АЦ, БЦ, РЦ.
- Пространственное расположение шва: 1 — все, включая потолочный; 2 — кроме вертикального, направленного сверху; 3 — по отвесу и по уровню; 4 — горизонтальное нижнее.
- Напряжение холостого тока трансформатора и полярность постоянного сварочного тока: маркировка сварочных электродов и их расшифровка осуществляются по специальным таблицам, в которых индексы помечаются цифрами от 0 до 9.
Недостаточно просто ознакомиться с условными обозначениями, нанесёнными на упаковку — их надо прочитать. Для этого потребуется заглянуть в справочники.
Особенности конструкции дымохода через стену
Наиболее популярные в прошлом кирпичные дымоходы постепенно выходят из употребления.
Широкое признание получили стальные сэндвич-трубы — они относительно дешёвы, просты в монтаже, имеют гладкую внутреннюю поверхность, и не нуждаются в дополнительном утеплении.
Устройство такого дымохода представляет собой стальную трубу, в которой закреплена другая труба, диаметром меньше на 20-60 мм, а между ними расположен слой теплоизоляции из базальтовой ваты.
Особенности конструкции трубы делают дымоход из сэндвич-трубы более удобным в эксплуатации за счёт:
- пожаробезопасности;
- теплоизоляции труб, которая в холодное время года препятствует образованию в них конденсата;
- лёгкости в уходе: чистить трубы нужно намного реже, чем кирпичную конструкцию – стенки сэндвич-труб по сравнению с кирпичом более гладкие, что не только не даёт скапливаться налёту на стенках трубы, но и улучшает тягу.
Что из себя представляют электроды УОНИ
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.

Электроды УОНИ
При попадании воздуха в сварочную ванну, возможен не качественный шов, образование окислов. Покрытие элементов плавления применимо к сварке стали с низким уровнем легирующих элементов, углеродистых пород металла. Такие материалы используют для создания несущих конструкций и прочных соединений. Температура плавки колеблется от -60 до +40 градусов, расход на килограмм расплавленного металла составляет 1,7 кг продукции. Расшифровка названия УОНИ происходит от отечественного наименования института сварки, как универсальная обмазка научного института номер 13.
Пример того, как расшифровать маркировку
Для того, чтобы ничего не забыть ещё раз пройдемся по маркировке на примере АНО21
- Вид электрода (Э-46, этот вид идет при сварке низколегированной стали у которого не высокий придел прочности.
- Сама марка, как написано ранее АНО21
- Показатель диаметра равняется 2,5 миллиметра
- То куда можно применить, буквенный знак У говорит о том, что можно применять для стали углеродистой или низколегированной.
Конечно расшифровка не окончена-это будет вашим домашним заданием. Возьмите блокнот и так все распишите, шаг за шагом не спешите и хорошо все сверьте.
Конечно сначала расшифровка маркировки может казаться сложной и непостижимой, но это не так, вам стоит пару раз потренироваться и вы уже будете хорошо ориентироваться. Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа. Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков. После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.
Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Назначение, характеристики
Электроды – наиболее важные элементы, применяемые при выполнении электродуговой сварки. Основное их предназначение – подведение тока в зону сварки. Производится огромное количество электродов, разделяемых на типы и марки, каждая из которых имеет свою узкую область применения.
При использовании электродов должны выполняться такие условия:
- стабильная дуга (или сварочное пламя), обеспечивающая создание высококачественного шва;
- равномерное плавление основания и обмазки;
- обеспечение требуемого химсостава стали в образованном шве;
- эффективность дуговой сварки при минимизации рассеивания металла;
- легкость отделения шлака;
- минимальная токсичность стержней при выполнении работ;
- сбережение химических, физических и технических параметров.
Технические характеристики
К сегодняшнему дню на рынке аксессуаров для сварочных работ существует масса различных материалов. Наибольшую популярность приобрели электроды марки УОНИ 13/55, технические характеристики которых позволяют производить сварочные работы в плохих климатических условиях, где работа обычным инструментом невозможна.
https://youtube.com/watch?v=BTxQ9XqCyO8
Электроды УОНИ долгое время используются при производственных, домашних сварочных работах, прошли необходимые испытания и закреплены ГОСТом. Шов при сварке получается с необходимой ударной вязкостью, пластичен при нагрузках. Технические характеристики располагают основное покрытие, которое главным образом взаимодействует с металлом. Сварка электродами УОНИ создает качественный шов, на котором не обнаруживается даже микроскопических трещин.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА УОНИ-13/55
Справочная информация по сварочным электродам УОНИ-13/55 и их модификациям. Электроды УОНИ-13/55 и электроды УОНИ 13/55СМ предназначены: сварка углеродистых и низколегированных сталей.
Основное назначение сварочных электродов. Электроды марки УОНИ-13/55 и электроды марки УОНИ-13/55СМ предназначены для ручной дуговой сварки особо ответственных металлоконструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
|
ГОСТ 9466-75 |
AWS А5.1 : E7015 |
|
ГОСТ 9467-75 |
DIN E5140B10 |
|
ТУ У 05416923.015-96 |
ISO 2560 : E514B26 |
|
ТУ 1272-036-48265127-2009 |
EH 499 : E383B22H10 |
Характеристики плавления сварочных электродов при сварке Коэффициент наплавки, г/А ч — 9,0 (ГОСТом 9466-75 не регламентируется) Расход электродов (для ø3,0мм) на 1 кг наплавленного металла, кг — 1,7
Механические свойства металла шва сварочных электродов при сварке, не менее
|
Относительное удлинение, % |
|
|
Временное сопротивление разрыву, МПа |
490 |
|
Ударная вязкость, Дж/см2 (кгс/см2) |
127,4 (13) |
Содержание влаги в покрытии электродов, перед использованием – не более 0,3 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 320÷350ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Химический состав наплавленного металла сварочных электродов при сварке, %
|
Углерод |
не более 0,110 |
|
Сера |
не более 0,030 |
|
Фосфор |
не более 0,030 |
|
Марганец |
0,60÷1,20 |
|
Кремний |
0,20÷0,50 |
Рекомендуемые значения тока сварочных электродов при сварке (А)
|
Диаметр, мм |
Положение шва |
||
|
нижнее |
вертикальное |
потолочное |
|
|
3,0 |
80÷100 |
70÷90 |
70÷90 |
|
4,0 |
130÷160 |
130÷140 |
130÷140 |
|
5,0 |
180÷210 |
160÷180 |
Расшифровка обозначения
Э50А – УОНИ-13/55 – Ø3 – УД / Е514 – Б20 ГОСТ 9466-75; ГОСТ 9467-75
Где, Э50А – тип сварочного электрода (для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50кгс/мм2, когда к металлу сварных швов предъевляют повышенные требования по пластичности и ударной вязкости (по ГОСТ 9467-75).
УОНИ 13/55 – марка сварочных электродов.
Ø3 – диаметр сварочного электрода, мм.
У – сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60кгс/мм2 (условное обозначение назначения сварочного электрода по ГОСТ 9466-75).
Д – с толстым покрытием (условное обозначение по ГОСТ 9466-75), при 1,45<D/d≤1.80.
Е514 – группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75 (51 – minвременное сопротивление разрыву σв = 510Н/мм2 (52кгс/мм2); 4 – min относительное удлинение, σв = 20% и min температура Тк=-40ºС, при которой ударная вязкость метала шва и наплавленного металла (при испытании образцов типа IX по ГОСТ 6996-66) составляет не менее 3,5 кгс*м/см2).
Б – основное покрытие (условное обозначение по ГОСТ 9466-75).
2 – сварка во всех пространственных положениях, кроме вертикального сверху вниз (условное обозначение по ГОСТ 9466-75).
0 – сварка постоянным током обратной полярности (условное обозначение по ГОСТ 9466-75).
Применение электродов
Рутиловые стержни применяются при работе с трансформаторами, инверторами и генераторами. Популярны они по причине возможности работы с ними в любом пространственном положении. Данный вид стержней хорошо показывает себя при сварке труб, ремонте трубопроводов. Покрытие стержней данной марки позволяет работать даже в условиях повышенной влажности. Малое разбрызгивание металла позволяет наплавлять большую массу металла, чего не сделаешь другими марками электродов. Шов после работы покрыт чешуйчатым шлаком, который легко удаляется, что сокращает время обработки детали. Расплавленный металл глубоко проникает в швы, что позволяет получать крепкое соединение.
Расшифровки маркирования
При покупке можно по обозначениям на упаковке понять, что за расходники Вам предлагают и какими свойствами они обладают.
Электроды УОНИ 13 55 расшифровывают так. К примеру, что значит обозначение Э50А-УОНИ-13/55-4,0-УД?
Буква «Э» — сокращение того, что перед вами электрод для использования с оборудованием ручной дуговой сварки. Цифры, идущие после нее, указывают на пределы прочности полученного соединения при растяжении.
Сокращение в виде буквы «А» характеризует шов как более пластичный и стойкий к ударным нагрузкам.
Диаметр (номер) электрода указывают после цифр 13/55. То есть значение 4,0 указывает на наличие четвертого номера.
Буква «У» определяет возможные применения данной марки электродов — для углеродистой стали. В зависимости от назначения могут быть и такие марки, как
Л — для стали с легированными элементами.
Т — использовать при сварке сталей с термостойкими свойствами.
В — электроды для сварочных работ по высоколегированным маркам стали.
Н — Использовать для наплавки при ремонтных работах.
Последняя буква «Д» в сокращении означает соотношение покрытия и диаметра стержня. Д — это толстый слой обмазки, Тонкое покрытие маркируют литерой «М», среднее — «С», а очень толстую обмазку — «Г».
Есть и другие сокращения по международной классификации, описывающие физические свойства полученных швов.
Различные стержни по номерам отличаются и по длине. Чем больший диаметр, тем длиннее сам электрод. При толщине в 2 миллиметра — это 300 мм, а четверка или пятерка имеют стержень в 450 мм.
Какие особенности использования в сварочных работах такого типа расходников и в какие режимы сварочного оборудования подходят?
Чем отличается УОНИ и УОНИИ
Сперва было название просто уони, а позже согласно ГОСТ 9466—75 все изменилось.
Электроды УОНИ-13/45 должны обозначатся УОНИИ-13/45 и относятся к типу Э46А, а в дальнейшем различные варианты электродов уони будут именоваться уонии.
Выдержка из ГОСТ 9466—75.
Вся суть в том что на на этикетках или в маркировке коробок, пачек и ящиков с электродами может быть прописано как уони так и уонии, а вот в документации должно быть обязательно прописано уонии.