Марки электродов для ручной дуговой сварки
Содержание:
- Содержание
- Сварка плоских листов металла
- Стальная наплавочная проволока для электродов
- Виды уплотнителей для металлических дверей по материалу изготовления
- Кадры
- Цветной или однотонный хлопковый тюль
- Инструкция по выбору электродов
- Виды электродов для сварки металлов и сплавов по различным характеристикам
- Украшения на Новый год 2021 своими руками из под…
- Разновидности
- Другие бюджетные варианты
- Плюсы и минусы обогревателя Теплэко
- Материал покрытия и на что он влияет
- Материал электродов
- Преимущества и недостатки тонких электродов
- Лучшие сварочные электроды с рутиловым покрытием
- Материалы, их характеристики
- Полезное видео: что такое оргалит
- Монолитное перекрытие по профлисту
- Тонкости использования черных обоев
- Общие характеристики
- Текстиль имеет значение
- Мой отзыв
- Пример маркировки
- Регулировка сварочного тока
- Значение для человека
- Модульная конструкция
- Различия электродов по маркам и диаметру
Содержание
Сварка плоских листов металла
Стальная наплавочная проволока для электродов
Стальная наплавочная проволока изготавливается в соответствии с требованиями
ГОСТ10543. Диаметр проволоки составляет от 0,3 до 8,0мм. Материал — низкоуглеродистая,
легированная или высоколегированная сталь.
Различают наплавочную проволоку из углеродистой стали (марки Нп-25, Нп-40 и
др.), из легированной стали (марки Нп-40Г, Нп-50Г, Нп-30ХГСА и др.) и из высоколегированной
стали (марки Нп-20Х14, Нп-30Х13, Нп-30Х10Г10Т и др.). Марку проволоки выбирают
исходя из требуемой прочности сварного соединения, в зависимости от назначения
сварной конструкции.
По виду поверхности стальная сварочная и наплавочная проволока может быть омеднённой
и неомеднённой. Омеднённую проволоку поставляют по требованию заказчика. Наплавочная
проволока, из которой изготавливают электроды для ручной дуговой сварки, имеет
условное обозначение буквой Э.
Виды уплотнителей для металлических дверей по материалу изготовления
Кадры
Цветной или однотонный хлопковый тюль
Инструкция по выбору электродов
Узнав конструкцию сварочного электрода и его технические особенности, остается разобраться в вопросе о том, как правильно выбираются изделия. При выборе следует полагаться на множество разных критериев, чтобы в итоге выбрать подходящий стержень для сварочных работ. К таковым критериям относятся:
Тип или состав сердечника — он должен быть одинаковым с металлом, который планируется варить. На упаковке указывается тип сердечника (в маркировке), для сварки которого предназначен расходный материал. Различают электроды для углеродистых, легированных, высоколегированных, нержавеющих и других видов металлов. Однако для бытового использования, когда осуществляется работа с углеродистыми сталями, следует выбирать соответствующие изделия. Они обозначаются при помощи буквы У в маркировке.
Наличие соответствующего типа обмазки. Виды покрытий сердечников, а также отличия между ними описаны выше. Для домашнего использования следует выбирать электроды с рутиловым слоем.
Диаметр — важнейший параметр, напрямую зависящий от толщины металла, который необходимо варить. При выборе изделий подходящего диаметра, необходимо учитывать возможность его использования с имеющимся сварочным оборудованием.
Тип тока — постоянный или переменный, что зависит от используемого оборудования.
Полярность — электроды бывают универсальными или предназначенные только для работы с прямой или обратной полярностью
Выбирая подходящее изделие, следует определиться с толщиной свариваемого металла.
Производитель — в этом случае новичку будет сложно сориентироваться, но чтобы не попасть на подделку, рекомендуется покупать электроды в специализированных магазинах.
Срок годности — расходники имеют срок эксплуатации, который важно учитывать при выборе. Если срок годности закончен или подходит к концу, то такие электроды лучше не покупать
Завершившийся срок службы приведет к тому, что будет наблюдаться крошение напыления, а итогом послужит некачественное сварочное соединение.
В материале представлены основные сведения о сварочных электродах, которые будут особенно полезны для новичков. Прочитав материал, вы научитесь не только правильно выбирать сварочные расходники, но еще и узнаете их разновидности, назначение, технические свойства. Научившись определять тип электродов, можно самостоятельно подбирать изделия для работы, обеспечивая при этом максимальную эффективность и высокое качество сварочных соединений.
Публикации по теме
Технические характеристики отрезных кругов для металла
Конусные и ступенчатые сверла для металла их отличия назначение и применение
Гибкий вал на дрель конструкция применение и изготовление
Очистка металла от ржавчины — всевозможные способы, средства и варианты
Виды электродов для сварки металлов и сплавов по различным характеристикам
Каждый сварщик обязан чётко знать отличительные черты различных видов электродов. Чтобы эти знания были максимально систематизированными и понятными, мы собрали героев нашего обзора в отдельные группы по различным показателям. Именно эти критерии позволят выбрать наиболее оптимальный вариант.
Какие электроды изображены на фото: покрытые графитовые или непокрытые вольфрамовые? Прочтите статью, и вы с лёгкостью ответите на вопрос ФОТО: stalenergo-96.com
Классификация по типу плавления
По этому признаку принято деление на два характерных вида – плавящиеся и неплавящиеся.
К первым относится изделия, которые в процессе сварки превращаются в расплавленный металл, а после отвердевания становятся единым целым с обеими кромками, выступая своеобразным «клеем».
Плавящиеся электроды не требуют закупки проволоки, позволяя осуществлять сварку одной рукой ФОТО: polytestsystem.com
Представители неплавящегося типа, наоборот, имеют сопротивляемость высоким температурам и износу. Их основная цель – стабилизировать дугу. Для наплавки придётся использовать специальную сварочную проволоку.
В качестве материала для неплавящегося электрода чаще всего применяют вольфрам либо уголь ФОТО: azmen.a-idea.ru
Классификация по виду покрытия
Не менее значимым и показательным критерием является тип защитного покрытия на сердечнике. Превалирующее большинство производителей предпочитает использовать следующие варианты в своих продуктах:
- основное покрытие (горячая смесь из углекислого магния, кальцита и щепотки флюорита), отлично подходящее к работе с углеродистыми и нержавеющими сталями любого уровня сложности и нагрузки;
- рутиловая обмазка, состоящая из двуокиси титана. Это решение идеально для новичков, поскольку не создаёт большого количества искр и предотвращает разбрызгивание проволоки;
- целлюлозная «оболочка», наоборот, характеризуется образованием массы брызг, но при этом позволяет надёжно «запечатывать» самые требовательные и сложные швы, не боясь в некоторых ситуациях даже чугуна;
- кислые покрытия (в составе присутствует оксид марганца либо железа) лучше использовать только на крупных предприятиях или специальных комплексах ввиду высокой токсичности. Тем не менее, они позволяют достигнуть максимальной скорости при сварке.
Особенно хорошо рутиловые компоненты помогают при создании тонких декоративных швов ФОТО: stroychik.ruПроизводители могут предлагать и смешанные покрытия, применение которых актуально при сложных комплексных процедурах (например, под водой) ФОТО: elektrodi.info
Классификация по диаметру электрода
Диаметр сварочного стержня также имеет значение. Измеряется он исключительно в миллиметрах и зависит от толщины стали. Вот наиболее распространённые значения, встречающиеся на сегодняшний день:
| Толщина металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 12-15 | 15-20 |
| Оптимальный диаметр электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и выше |
Для бытового использования достаточно электродов диаметром 2 или 3 мм, более мощные образцы применяются в промышленности ФОТО: vseinstrumenti.ru/
Классификация по положению в пространстве
Наконец, производители и сварщики классифицируют героев нашего обзора по их расположению в процессе сварки. Данный критерий разделяет всю продукцию на пять положений: горизонтальное, вертикальное, нижнее, потолочное либо универсальное. Какое из них выбрать – каждый, в соответствии с поставленными задачами, решает сам.
Отметим, что универсальный вид продукции имеет наиболее солидную стоимость – за удобство приходится платить хорошие деньги ФОТО: extxe.com
Украшения на Новый год 2021 своими руками из под…
Разновидности
Другие бюджетные варианты
Рабица является еще одним из самых доступных способов возведения ограждения за один день. Невзирая на дешевизну, у рабицы множество преимуществ:
- Надежность материала.
- Стойкость к погодным катаклизмам.
- Большой выбор по высоте и сечению ячеек.
- Легкость установки.
- Прочность забора.
Зеленая сеть
Большинство людей в отзывах утверждает, что металлическая сетка для забора – это идеальный выбор, чтобы быстро и на долгое время самостоятельно поставить ограждение. Такой изгороди не требуется покраска, при этом она имеет продолжительный период эксплуатации.
Чертеж ограды из обычной рабицы
Ограждение из пластиковой сетки – это еще один способ, чтобы за 1 день загородить дачную территорию забором. Среди преимуществ нужно отметить следующие:
- Доступная стоимость.
- Возможность самостоятельного монтажа на забор.
- Не подвергается процессам коррозии, негативным атмосферным влияниям.
- Изготавливается в рулонах, это облегчает транспортировку, процесс установки забора.
- Производится в различных расцветках.
- Не нуждается в окрашивании и специальном уходе.
Сетка на заборе
Тонкости выбора
Некоторые дачники утверждают, что через определенное время этот материал выгорает под прямыми солнечными лучами. Однако на практике оказывается, что это мнение ошибочное.
Забор можно соорудить из металлической сварной сетки. Такой материал изготавливается в виде рулонов или продается секциями по отдельности. В обоих случаях его легко установить.
Ограждение из сетки в деревне
Кроме того, у сварной сетки существуют и другие плюсы:
- При покупке изделие укомплектовано специальными крепежами.
- Прочность, продолжительное время эксплуатации.
- На рынке существуют сетки с рисунком 3D.
- Специальное покрытие продляет продолжительность службы. Изгородь не требует периодического окрашивания.
Около забора из любого вида сетки можно посадить декоративные растения. Территория станет красивой и ухоженной, а ограждение не будет закрывать роскошь цветков или вьющихся лиан.
На фото изображен забор из фасадного полотна.
Около теплицы
Плюсы и минусы обогревателя Теплэко
У этих панелей есть как положительные, так и отрицательные стороны.
Плюсы
- Высокая эффективность, которая составляет около 99%.
- Относительно бюджетная цена.
- Простота и безопасность в использовании.
- Отсутствие потребности в обслуживании.
- Абсолютно бесшумная работа.
Внешний вид панелей — это дело вкуса, для кого-то это является плюсом, для кого-то минусом, но то что при малейшем механическом воздействии происходит скол или трещина — это факт. Кроме того, к минусам можно отнести немалый вес конструкции.
Также немаловажным минусом является то, что при нагревании панель достигает температуры в 95 градусов и становится опасной при случайном прикосновении к ней. Особенно это актуально для домов, где есть маленькие дети. Конечно, панель можно закрыть специальным защитным экраном, но от его использования КПД будет существенно уменьшаться.
Также стоит отметить что в базовой комплектации панелей нет возможности регулирования температуры, а только кнопка включения/выключения. Это несет за собой дополнительные затраты на покупку терморегуляторов и усложняет их монтаж.
Многие покупатели остаются очень довольными после покупки такого устройства, но есть и отрицательные отзывы.
Материал покрытия и на что он влияет
Покрытие электрода, которое по-научному называется обмазкой, предназначено для поддержания процесса непрерывного горения электрической дуги. В качестве основных материалов для напыления используются:
Рутиловый слой «Р» — составным веществом является диоксид титана
Выбирая электрод для сварки, пользователю это мало о чем говорит, поэтому важно знать, что рутиловый концентрат практически не приводит к возникновению брызг, а работать им можно даже при наличии на поверхности ржавчины. Кроме получения ровного шва, рутиловый слой приводит к легкому отделению окалины, повышая тем самым качество проведения сварочных манипуляций
Еще электрод характеризуется быстротой и легкостью зажигания дуги, а выделяющийся дым является менее опасным для здоровья человека, чем другие виды напыления. Недостатками такого слоя являются — высокий риск появления трещин, жидкость «ванны» и сложность ее контроля, но даже с таким минусом, этот вид расходных материалов является самым популярным и востребованным, и лучше всего подходит для новичков.
Кислый слой «А» — образующее покрытие состоит из марганца, кремния и железа. Использование такого электрода увеличивает риск возникновения трещин у горячего металла на образуемом сварочном соединении. Преимущество в том, что даже при сваривании ржавых деталей исключена вероятность образования пор. Входящий в состав марганец представляет собой опасное соединение, негативно влияющий на здоровье человека.
Целлюлозный слой «Ц» — основную часть составляют органические вещества, что приводит к избыточному количеству водорода. Электроды с целлюлозным напылением характеризуются формированием плотного и ровного валика. Использование таких изделий востребовано при формировании вертикальных швов. Недостатком этого слоя является низкая пластичность металла, а также высокая степень разбрызгивания.
Основной слой «Б», состоящий из карбонатов и фтористых соединений (мрамор, магнезит и доломит). Эти вещества приводят к тому, что остывший шов становится более пластичным и вязким. Важным преимуществом такого вида напыления является устойчивость к формированию трещин. При этом важно учитывать, что свариваемые детали с признаками коррозионных отложений могут привести к появлению пор. Лучше всего подходят такие электроды для сварки постоянным током. Использовать их рекомендуется для соединения ответственных стальных конструкций с толщиной металла от 4 мм, так как швы получаются грубыми и с выпуклостями. Обязательно важно предусмотреть хранение расходников в сухом месте, так как напыление характеризуется большой гигроскопичностью. Недостатков у изделий с основным покрытием не меньше — трудность зажигания дуги, и невозможность ее повторного появления.
С металлическим порошком — применяются такие изделия с целью повышения производительности труда. За счет присутствия в составе напыления металлических частиц, происходит увеличение проплавляющей способности дуги, тем самым улучшается качество сварки, и облегчается повторное зажигание дуги.
Ильменитовый слой — обладают усредненными свойствами с расходникаи, имеющие рутиловое и кислое покрытие.
Обмазка является своего рода защитным барьером, препятствующим негативному воздействию кислорода, тем самым повышая не только качество шва, но и увеличивая его ресурс
При выборе сварочного электрода очень важно учитывать материал его покрытия. Чтобы разобраться, как определить тип обмазки, читайте следующий пункт
https://youtube.com/watch?v=io0bb32t3_8
Материал электродов
В зависимости от материала изготовления разделяют расходники двух разновидностей.
Графитированные
Неплавящиеся неметаллические изделия. Особенность технологии изготовления в том, что сырье подвергают изотермической выдержке при температуре, превышающей 2 тыс. градусов. Прессовка графита производится под давлением 200 атм. Еще одна категория неплавящихся изделий — вольфрамовые, которые применяют для особенно качественного соединения элементов.
Плавящиеся
Основу их составляет металлический стержень. На него наносят смесь, образующую в процессе эксплуатации изделия защитный шлаковый слой. Покрытие состоит из оксидов. В качестве связующего элемента используют жидкое стекло.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Лучшие сварочные электроды с рутиловым покрытием
Такие стержни применяют при обработке малоуглеродистых и низколегированных сталей. Получаемые швы не склонны к образованию пор и устойчивы к возникновению горячих трещин.
Электроды с рутиловым покрытием имеют низкий коэффициент разбрызгивания металла, обеспечивают легкость зажигания и стабильное горение дуги.
Ресанта МР-3
4.9
★★★★★
оценка редакции
93%
покупателей рекомендуют этот товар
Смотрите обзор
Главной особенностью электродов Ресанта является полное отсутствие трещин после застывания в металле. Однородность соединения препятствует проникновению влаги и обеспечивает высокую прочность шва.
Диаметр стержня — 3 мм, с его помощью производится сварка материала толщиной 3-4 миллиметра. При использовании такого электрода удастся получить качественный шов даже на мокром, покрытом коррозией или грунтовкой металле.
Достоинства:
- минимальное разбрызгивание;
- легкость повторного зажигания;
- работа с влажным покрытием;
- прочность шва.
Недостатки:
объемные выделения шлака.
Ресанта МР-3 используются при сварке в условиях отрицательных температур или повышенной влажности.
Получаемый шов устойчив к статическим и ударным нагрузкам, что будет весьма полезно при изготовлении объемных резервуаров или корпусов судов.
Wester МР-3
4.8
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям электродов Wester стоит отнести тонкое покрытие и легкость повторного зажигания дуги. Это обеспечивает эффективную обработку тонколистового металла при необходимости частых остановок или длительных перерывов.
Диаметр электрода — 3 мм, расход на 1 кг наплавленного металла составляет 1,7 килограмма. Благодаря допустимому содержанию влаги в обрабатываемом материале 1,5% такими стержнями можно производить сварку увлажненных и окисленных поверхностей.
Достоинства:
- легкое удаление шлака;
- аккуратный шов;
- простота повторного зажигания;
- минимальное разбрызгивание металла.
Недостатки:
требует длительного прокаливания.
Wester МР-3 используются при ручной дуговой сварке низкоуглеродистых сталей. Они могут применяться для обработки ржавых или загрязненных поверхностей.
Quattro Elementi 770-414
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электроды отличаются мощным и стабильным горением сварочной дуги благодаря использованию вольфрамового стержня. Применение их при обработке металла, покрытого окалиной или ржавчиной, препятствует образованию пор и микротрещин в швах.
Диаметр элемента — 2 мм, температура обработки — 170-190°C. Качественное покрытие и тугоплавкий стержень гарантируют минимальную потерю металла при работе и устойчивость к низкому сварочному току.
Достоинства:
- прочный шов;
- гладкость соединения;
- стабильное горение дуги;
- легкий поджиг.
Недостатки:
быстрый расход.
Quattro Elementi 770-414 предназначены для обработки тонколистового металла. Хороший выбор для бытовой сварки или кузовного ремонта.
СВЭЛ МР-3C
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Эти стержни отличаются эффективностью сварки на короткой и средней сварочной дуге. Они рекомендуются для использования в интенсивном режиме благодаря стабильности горения и работе как с постоянным, так и с переменным током.
Диаметр стержня составляет 3 мм, что позволяет варить с его помощью металлы толщиной около 4 миллиметров. Обработка поверхности осуществляется практически в любом пространственном положении.
Достоинства:
- глубокое проплавление;
- работа в любом положении;
- низкая цена;
- экономичный расход.
Недостатки:
разбрызгивание шлака.
СВЭЛ МР-3C стоит приобрести для сварки в труднодоступных местах или неудобном положении. Электроды используются при обработке ответственных конструкций, внутренних сторон цистерн или широких труб.
Материалы, их характеристики
Полезное видео: что такое оргалит
Монолитное перекрытие по профлисту
Тонкости использования черных обоев
Общие характеристики
Изделия из лиоцилла имеют большое количество положительных свойств. Фабрики выпускают совершенно разные ткани по структуре: гладкие, блестящие, ворсистые, имитирующие кожу и замшу. Вместе с тем, изделия почти не имеют недостатков, а квалифицируются массой физико-механических и гигиенических достоинств:
- экологичностью – выпускается из природного сырья;
- эластичностью – материя хорошо облегает фигуру;
- гигроскопичностью – обладает способностью впитывать влагу и при определенных условиях, удерживать ее;
- гипоаллергенностью – препятствует накоплению пыли, микроорганизмов;
- воздухопроницаемостью – великолепно пропускает воздух;
- прочностью – даже после намокания нити сохраняют крепость (в отличии от вискозы);
- не пиллингуется – в процессе носки на поверхности не образуются накатыши;
- не эллектилизуется – во время носки не накапливается статическое электричество.
Наполнителям, в свою очередь, характерны свойства:
- легкость – тонкие, взбитые в воздушную массу волокна, имея достаточный объем, но при этом ничего не весят;
- теплозащита – отлично сохраняет тепло, выделяемое телом человека;
- дышащий материал обладает хорошей воздухопроницаемостью;
- упругость – быстро восстанавливает первоначальную форму, не образуя комков;
- бактерицидность – препятствующие росту патогенных (отрицательно влияющих на организм человека) микроорганизмов.
К недостаткам можно отнести:
- высокая цена на 100% материал;
- при стирке может дать небольшую усадку.
Текстиль имеет значение
Мой отзыв
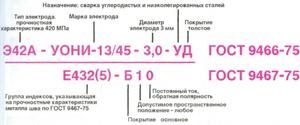
Пример маркировки
Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Вас может заинтересовать: Инверторные сварочные аппараты. Рейтинг моделей, как выбрать
Регулировка сварочного тока
Сварочный ток, используемый в инверторе Ресанта, выставляется в соответствии с диаметром электрода. Данная информация приведена в таблице, она также указывается и на упаковке изделий. Простейший расчет предполагает для каждого миллиметра в диаметре от 20 до 30 А сварочного тока. Несмотря на такой широкий диапазон, получаются хорошие результаты, приемлемые для работы. Кроме того, нужно учитывать, каким образом будет накладываться шов. Если сварка выполняется без отрыва – следует пользоваться низкими токами, а с отрывом – потребуется повышенный ток.
В качестве примера можно взять изделие на 3 мм. В этом случае расчетная величина сварочного тока составит 60-90 ампер. Фактически, такие электроды могут работать в более широком диапазоне – 30-140 А. Для непрерывной сварки требуется ток 70-90 ампер, а для работы с перерывами – 90-120 А. Эти показатели могут изменяться в сторону увеличения или уменьшения. На них дополнительно влияет скорость, с какой движется конец электрода, марка и степень текучести металла, расположение шва – вертикальное или горизонтальное.
Специалисты рекомендуют новичку подбирать токи опытным путем. Изначально выставляется номинальное значение, а затем с помощью регулировок нужно добиваться наиболее оптимального варианта. Тогда и работать будет значительно удобнее, и качество шва будет выше. Основным качественным показателем служит сварная ванна, на состояние которой и нужно ориентироваться во время работ.
Значение для человека
При наличии избыточного количества паров воды чувствуется духота, при недостатке – ощущается сухость кожных покровов и жажда. Очевидно, что влажность сырого воздуха выше. При избытке лишняя вода не удерживается в газообразном состоянии и переходит в жидкую или твердую среду. В атмосфере она устремляется вниз, это проявляется осадками (туман, изморозь). В помещении на предметах интерьера образуется слой конденсата, на поверхности травы по утрам роса.
Повышение температуры легче переносить в сухом помещении. Однако тот же режим, но при относительной влажности выше 90 % вызывает быстрое перегревание тела. Организм борется с этим явлением одинаково – происходит выделение тепла с потом. Но на сухом воздухе он быстро испаряется (высыхает) с поверхности тела. Во влажной среде этого практически не происходит. Наиболее подходящий (комфортный) для человека режим – это 40-60 %.
Модульная конструкция
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.