Выбор режима сварки
Содержание:
- Суть полуавтоматической сварки
- Промышленные изделия
- Отличия прямой и обратной полярности при сварке инвертором
- Процесс подготовки стен к покраске
- Трехфазный переменный ток
- Теперь о дуге и электродах
- Лучшие сварочные электроды с основным покрытием
- Как узнать сечение
- Значение для человека
- Зависимость от толщины электрода
- Что скрывают производители сварочных инверторов
- Обогреватель Никатэн NT 200 керамический
- Выбираем, покупаем
- Режимы проведения операций
- Тонкости использования черных обоев
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Длина сварочной дуги
- Ручная сварка
- Особенности
- Выбор диаметра электрода при ручной дуговой сварке
- ЛУЧШИЕ ОТЕЧЕСТВЕННЫЕ ПРОИЗВОДИТЕЛИ АВТОМАТИЧЕСКИХ ВЫКЛЮЧАТЕЛЕЙ
- Установка и подключение агрегата
- Кристаллизация мрамора
- Сварка током обратной полярности
Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Промышленные изделия
Промышленные образцы генераторов, используемых с целью энергоснабжения мобильного сварного оборудования, могут иметь самые различные исполнения. С точки зрения экономичности и эффективности, оптимальным считается вариант бензинового агрегата того же инверторного типа. Предпочтение в этом случае обычно отдаётся аппаратам от тех же производителей, предназначенным специально для работы с инверторным сварочным оборудованием (рисунок ниже по тексту).
Считается, что именно такое сочетание этих двух составляющих рабочего комплекса позволяет получить достаточно устойчивую дугу и обеспечить требуемые параметры высокочастотного напряжения и импульсного тока. По своему классу и непосредственному назначению все существующие сварочные устройства делятся на следующие виды:
- Чисто промышленные образцы;
- Профессиональные модели;
- Недорогие изделия бытового назначения.
Промышленные и профессиональные модели в основном применяются для изготовления объёмных металлоконструкций и рассчитаны на круглосуточную работу в течение длительных промежутков времени. Для их нормального функционирования потребуются значительные по величине рабочие токи, способные обеспечивать качественную сборку промышленных сооружений. Для этого типа сварочных устройств потребуются бензиновые генераторы, способные выдавать токи величиной до 250-500 Ампер (смотрите фото ниже).
Подводя итоги рассмотрения возможных вариантов выбора генераторного устройства для инвертора, необходимо отметить следующее. Думая над вопросом о том, какой генератор лучше выбрать для сварки, большинство пользователей отдаёт предпочтение малогабаритным бензиновым агрегатам в инверторном исполнении.
Отличия прямой и обратной полярности при сварке инвертором
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Процесс подготовки стен к покраске
Шаг 1. Первым делом стоит осмотреть поверхность стен, которые планируется красить, и оценить ее состояние. Эта процедура поможет понять, какие работы потребуется произвести, чтобы подготовить стены.
Вначале стены осматриваются
Шаг 2. При помощи шпателя можно удалить часть мусора со стены, в том числе кусочки цемента.
Удаляется все лишнее
Шаг 3. Используя правило или ровную рейку, нужно оценить ровность стены. Правило нужно приложить к стене и посмотреть, если ли между ним и стеной зазор, который и укажет на неровность стены
Особенно тщательно важно проверять углы
Правило прикладывается к стене
Шаг 4. Все крупные неровности, особенно в углах, можно сбить перфоратором.
Неровности устраняются перфоратором
Шаг 5. Далее требуется нанести грунтовку, используя обычный валик. Также можно воспользоваться кистью, но работа в этом случае будет длиться дольше.
Нанесение грунтовки
Шаг 6. Теперь штукатуркой можно подтянуть углы и заделать крупные неровности ей же.
Штукатуркой подтягиваются углы
Шаг 7. После нанесения шпатлевки в области углов ее нужно растянуть при помощи правила.
Смесь растягивается правилом
Результат проделанной работы
Шаг 8. Теперь в углах рекомендуется приклеить углоформирующую ленту, которая позволит красиво сформировать углы в помещении и избавить углы от появления в этом месте трещин. Приклеивать ее просто – нужно нанести на обе стороны угла комнаты шпатлевку, после этого взять отрезок ленты, согнуть его посередине и вклеить в угол.
Углоформирующая лента
Формирование углов в помещении
Шаг 9. Далее, проводя шпателем по ленте, нужно убрать всю лишнюю шпатлевку.
Лишняя шпатлевка удаляется
Так выглядит сформированный угол
Шаг 10. Теперь нужно, согласно инструкции, замешать финишную шпатлевку.
Замешивается финишная шпатлевка
Цена на строительный миксер
Строительный миксер
Шаг 11. Готовую шпатлевку нужно наносить на всю поверхность стен одним ровным слоем.
Шпатлевка наносится ровным слоем
Еще одно фото процесса
Шаг 12. После высыхания первого слоя шпатлевки, перед нанесением второго, нужно снять чистым шпателем мелкие бугорки, сформировавшиеся в момент нанесения первого слоя шпатлевки.
Чистым шпателем снимаются мелкие бугорки
Шаг 13. Теперь можно наносить второй слой шпатлевки
Важно подсветить стену сбоку – эта мера позволит увидеть, ровно ли наносится слой. Нанесение производится тоже шпателем
Подсвечивание стены
Наносится второй слой
Шаг 14. Когда высохнет и второй слой шпатлевки, нужно хорошо отшлифовать поверхность при помощи наждачной бумаги с мелким зерном.
Шлифовка стены наждачной бумагой
Шаг 15. Теперь следует снова загрунтовать стены. Грунтовку можно также наносить валиком или при помощи пульверизатора.
Грунтовка наносится пульверизатором
Шаг 16. Далее требуется наклеить стеклохолст. Он приклеивается при помощи аппарата для безвоздушной покраски. Также его можно приклеить и валиком. Сначала наносится клеящий состав, далее приклеивается сам стеклохолст, разравнивается шпателем
Важно – клеить стеклохолст стоит на клей с красителем. Тогда при нанесении последнего слоя шпатлевки будет видно, достаточным ли слоем она нанесена
Сначала наносится клеящий состав
Далее приклеивается сам стеклохолст
Шаг 17. После того как слой со стеклохолстом высохнет, можно наносить так называемую суперфинишную шпатлевку, имеющую очень тонкую фракцию.
Наносится суперфинишная шпатлевка
Шаг 18. Суперфинишная шпатлевка тоже наносится под освещением сбоку. Ее требуется наносить после высыхания предыдущего слоя.
Стену также нужно освещать сбоку
Шаг 19. Завершающий этап – шлифовка стены со всеми слоями мелкой наждачной бумагой. Стена к окрашиванию готова.
В конце стена еще раз шлифуется
Видео – Штукатурка по маякам
Подготовить стены к покраске даже сложнее, чем наносить на них краску
Задача эта требует осторожности и внимания – нельзя упустить ни одной детали или пропустить какой-то важный шаг. Если нарушить технологию подготовки стен, то при их окрашивании все недочеты будут видны
Так что лучше не пренебрегать данными работами и все делать так, как рекомендуют опытные мастера-отделочники.
Трехфазный переменный ток
В промышленности, как правило, используется трехфазный переменный ток. Такой ток получают при помощи трехфазных генераторов переменного тока. Упрощенное устройство трехфазного генератора показано на рисунке ниже.
Фазы трехфазного тока принято обозначать тремя первыми буквами латинского алфавита: A, B и C.
Схематично рисунок выше можно представить так:
В трехфазных цепях переменного тока провода, отмеченные цифрами 1, 2 и 3, объединяют в один провод, называемый нулевым или нейтральным.
В полном виде схема питающей сети трехфазного тока и ее параметры представлены ниже.
Как это видно из рисунка, показанного выше, ротор во время вращения наводит электродвижущую силу (ЭДС) сначала в катушке фазы А, затем в катушке фазы В, а затем в катушке фазы С. Таким образом кривые напряжения на выходных клеммах этих катушек как бы сдвинуты между собой на угол 120º.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.
Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
Как узнать сечение
Основные технические характеристики проводников: сечение, диаметр и другие важные свойства — указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Существует несколько способов для определения сечения проводника. Все они сводятся к тому, что для начала нужно вычислить диаметр жилы. Сделать это можно с помощью микрометра или штангенциркуля. Однако, наиболее простым способом, который не требует специальных принадлежностей, является применение следующего метода.
С полной информацией о сечениях кабелей различных марок исполнитель может ознакомиться в статьях, посвященных данной теме:
Значение для человека
При наличии избыточного количества паров воды чувствуется духота, при недостатке – ощущается сухость кожных покровов и жажда. Очевидно, что влажность сырого воздуха выше. При избытке лишняя вода не удерживается в газообразном состоянии и переходит в жидкую или твердую среду. В атмосфере она устремляется вниз, это проявляется осадками (туман, изморозь). В помещении на предметах интерьера образуется слой конденсата, на поверхности травы по утрам роса.
Повышение температуры легче переносить в сухом помещении. Однако тот же режим, но при относительной влажности выше 90 % вызывает быстрое перегревание тела. Организм борется с этим явлением одинаково – происходит выделение тепла с потом. Но на сухом воздухе он быстро испаряется (высыхает) с поверхности тела. Во влажной среде этого практически не происходит. Наиболее подходящий (комфортный) для человека режим – это 40-60 %.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Что скрывают производители сварочных инверторов
Производители сварочных инверторов обычно публикуют характеристики своих аппратов, и одна из главных характеристик — это сила сварочного тока. А у сварочного аппарата одна из самых главных регулировок — это регулировка сварочного тока в связке с индикацией установленного тока или без неё. На корпусе современного сварочного инвертора регулировка сварочного тока в сочетании с индикацией тока может быть в виде одного из этих вариантов:
- «крутилка» без указания сварочного тока,
- «крутилка» с написанными на корпусе аппарата значениями сварочного тока,
- «крутилка» с индикацией тока на цифровом дисплее,
- кнопки «+» и «-» для регулировки тока с индикацией на цифровом дисплее.
У этих способов установки и индикации сварочного тока точность различается. Первые 2 способа наименее точные, а 3-й и 4-й способы — точнее. Да, именно точнее, но они тоже не абсолютно точные!
Обогреватель Никатэн NT 200 керамический
Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
Режимы проведения операций
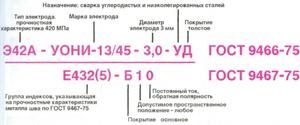
Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
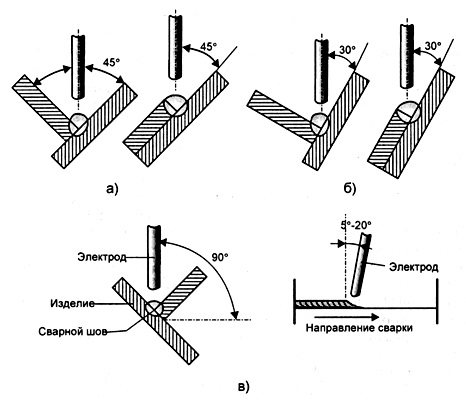
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.
Выбор диаметра электрода для сварки
Тонкости использования черных обоев
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Длина сварочной дуги
Чтобы добиться хорошего соединения, важно правильно определиться не только с диаметром электродов для сварки, но и длиной сварочной дуги. Среди сварщиков бытует распространенное мнение, что длина дуги, должна соответствовать диаметру применяемого электрода
Однако начинающим электросварщикам очень сложно выдерживать такую короткую дугу, без её увода в сторону.

Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
- Для электродов до 2 мм — длина дуги составляет 2-2,5 мм;
- Для электродов 3 мм — длина дуги составляет 3,5 мм;
- Для электродов 4 мм — длина дуги составляет 4,5 мм;
- Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм.
Кроме этого, важно учитывать и оптимальную скорость сварки, которая также, во многом зависит от силы тока, и других особенностей. Здесь можно пойти одним проверенным путем, и при правильном подборе скорости сварки, сварочный шов должен получиться приблизительно в два раза больше диаметра используемого электрода
Ручная сварка
Скорость ручной дуговой сварки выбирает сам сварщик, поэтому многое зависит от его квалификации. На его выбор влияют:
- свойства основного металла;
- характеристики используемого электрода;
- положение шва в пространстве.
Требование, которое предъявляется к результату выбора, — он должен гарантировать небольшое возвышение расплавленного металла, находящегося в сварочной ванне, над кромками основного. Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Этот параметр находится в зависимости от покрытия применяемых электродов. При использовании электродов, имеющих рутиловое покрытие, выбирается скорость сварки, находящаяся в диапазоне 6-12 м/ч, при электродах с целлюлозным покрытием — 14-22 м/ч.
Из таблицы скорости сварки при ручной дуговой сварке можно найти величину этого параметра в зависимости от толщины металлического материала.
Особенности
Малогабаритная кухня – это проблема многих современных квартир. Каждая хозяйка хочет, чтобы ее кухонное пространство было оборудовано по последнему слову техники. Это подразумевает наличие современных бытовых приборов, которые значительно облегчают домашние хлопоты.
Посудомоечной машиной и духовым шкафом вряд ли сейчас можно кого-либо удивить. Это, скорее, необходимость и обыденность, чем роскошь. Но, к сожалению, далеко не все могут разместить у себя на кухне оба эти прибора из-за ограниченности в свободном пространстве. Именно поэтому дизайнеры постоянно усовершенствуют бытовую технику, делая ее максимально вместительной без ущерба для ее функциональности.
Посудомоечная машина и духовой шкаф 2-в-1 стали решением проблемы свободного места для многих хозяек. Выглядит этот прибор так, как будто духовку поделили пополам. Таким образом, в нижней части расположилась посудомоечная машина, а верхнюю часть занял сам духовой шкаф. Сложно переоценить то, сколько места вы сэкономите с помощью данного прибора.
Существуют также прибора такого типа три в одном, их часто называют гармоничным трио. В этом случае в комплектацию еще входит варочная поверхность, газовая или электрическая.
Выбор диаметра электрода при ручной дуговой сварке
Главным критерием при выборе диаметра электрода является толщина свариваемых
кромок. Также при выборе диаметра учитывают вид сварного соединения и форму
свариваемых кромок. Диаметры электрода, в зависимости от толщины свариваемых
деталей, представлены в таблице:
| Толщина свариваемых кромок, мм | менее 2 | 3-5 | 6-8 | 9-12 | 13-15 | 16-20 | более 20 |
| Диаметр электрода, мм | 2 | 3-4 | 4-5 | 5-6 | 6-7 | 7-8 | 8-10 |
В случае выполнения угловых и тавровых швов, диаметр электродов выбирают, исходя
из размеров катета сварного шва. При выполнении швов катетом 3-5мм, выбирают
электроды диаметром 3-4мм. Если катет шва находится в пределах 6-8мм, диаметр
электрода составляет 4-5мм.
При этом, необходимо иметь ввиду, что применение электродов с диаметром свыше
6мм ограничено из-за их большой массы. Кроме того, при их применении сложно
проварить корень шва.
При выполнении многослойных швов, лучшим вариантом будет выполнить первый слой
электродом малого диаметра (не более 4мм), для хорошего провара корня шва в
глубине разделки. Это, в равной степени, относится как к сварке стыковых швов,
так и к сварке угловых швов.
ЛУЧШИЕ ОТЕЧЕСТВЕННЫЕ ПРОИЗВОДИТЕЛИ АВТОМАТИЧЕСКИХ ВЫКЛЮЧАТЕЛЕЙ
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.
Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов
В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.
Кристаллизация мрамора
Этот этап не является обязательным, но может значительно улучшить состояние материала. Технология кристаллизации мрамора предусматривает переполировку при помощи слабокислой среды
Важно не пытаться приготовить состав самостоятельно, а использовать только заводские средства, в которых правильно рассчитана кислотность
Выполняется этот вид обработки перед окончательной полировкой. Для него понадобятся кристаллизатор для мрамора и роторная машина. Последовательность выполнения работ не отличается от переполировки. Сначала нужно нанести средство на поверхность, затем начать обрабатывать ее. Кристаллизационный процесс завершится примерно после пятнадцатого прохода.
Перед обработкой надо тщательно очистить участок, на котором будут выполняться работы, от загрязнений, после – убрать все остатки. Перед началом работ нужно тщательно закрыть или вынести из помещения все, не подлежащее обработке, так как составы для кристаллизации мрамора могут заметно повредить изделия из других материалов.
Кристаллизация мраморных полов – отличный способ уменьшить их повреждения, восстановить структуру камня и облегчить себе задачу по уходу за ними. Но, к сожалению, подходит не для всех видов этого отделочного материала. Белый и черный мрамор, глиносодержащие виды камня, «бедасар» — все они либо плохо поддаются обработке, либо теряют свои декоративные свойства после нее.
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).
При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте — сварочные электроды и сварочное оборудование.