Какие бывают электроды для сварки инвертором — разновидности, характеристики, правила выбора
Содержание:
- Фольгированный утеплитель для пола
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Классификация сварочных электродов
- Цены на электроды
- Назначение сварки
- Это Белорусский оригинал Кварцевого обогревателя
- Электроды с основным покрытием
- Классификация
- Инструкция по выбору электродов
- Что еще важно знать об электродах?
- Какие электроды лучше подходят для сварки инвертором
- Полезное видео: что такое оргалит
- Варианты исполнения
- Назначение электрода
- О чем речь?
- Классические
- Тонкости использования черных обоев
- Заключение
Фольгированный утеплитель для пола
Разнообразие продукции в строительных магазинах очень велико и крайне сложно не запутаться среди всего ассортимента и выбрать действительно качественный эффективный материал, использование которого не заставит в скором времени переделывать весь ремонт, а, напротив, подарит радость от того, что он был проведен с использованием высококачественных материалов.
Что такое отражающая теплоизоляция
Утеплитель фольгированный – это относительно новый на рынке материал. Ранее категория утеплителей для полов, стен, крыш была представлена одним-единственным видом – минеральной ватой, обладающей массой недостатков. Этот материал промокал, а при контакте с водой он теряет большую часть своих свойств. При этом работать с ним было сложно из-за неприятных тактильных ощущений, а порой и опасно.
Минеральная вата
Фольгированный утеплитель представляет собой двухслойный материал, чаще всего поставляемый в рулонах, однако иногда встречается и в виде плит. Слои представлены:
- непосредственно утепляющим материалом, таким как пенопласт, пенополистирол, пенофол и т. д.;
- фольгой на слое утеплителя, которая имеет определенные теплоотражающие качества.
Фольгированный утеплитель для пола состоит из двух слоев
Также материал, покрытый фольгой, не промокает, а значит, обладает и определенными водоотталкивающими свойствами, хотя в качестве гидроизоляционного покрытия применять его нельзя.
В зависимости от вида материала, из которого изготавливается такой вид утеплителя, он может быть толстым и тонким, хуже или лучше удерживать тепло, иметь разного размера поры, в которых находится воздух в том или ином количестве.
Пенополиэтилен
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок.
возможно то что электрод не относится к маркам
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
|
|
Покрытые | Непокрытые |
|
Использовались на ранних стадиях развития сварочных технологий.Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
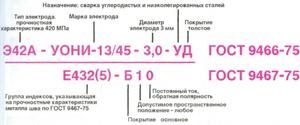
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла.
Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Цены на электроды
Ассортимент предоставляемых на рынке изделий слишком обширен, но в этом разнообразии достаточно легко запутаться, выбирая то, что действительно необходимо. Успех в данном предприятии достижим только при условии учёта типа процесса, который собираются применить.
Это касается и электродов для сварки инвертором (преобразователем электричества, при помощи которого имеется возможность получить ток требуемых параметров).

Подбор сварочных элементов можно разобрать на этом конкретном примере. Стержни, которые требуются в данном случае, отличаются по диаметру, типу материала и составу покрытия. Как не ошибиться в выборе?
Всё зависит от проводимых работ. Для дуговой ручной сварки следует приобретать плавящиеся металлические стержни. Для выполнения работ в аргоновой среде подходят неплавящиеся. Следует напомнить, что на формирование качественного шва существенно влияет состав вещества соединяемых деталей.
И это тоже следует учитывать. Таким образом, электроды для сварки стали будут совершенно других марок, чем для соединения изделий из чугуна. А о возможности их правильного применения можно судить по маркировке (как упоминалось выше).
Теперь неплохо упомянуть производителей, ведь это может многое сказать о качестве изделия. Наиболее известными являются.
1. Японская фирма KOBELCO. Она выпускает электроды, которые славятся своими высокими показателями при прохождении разнообразных проверок и тестов. Продукция превосходит все ожидания по прочности, где изделия, согласно общему мнению, обладают самыми лучшими характеристиками. К сожалению, цены трудно назвать доступными, эта покупка считается самой дорогой.
2. Шведская компания ESAB. Большим положительным козырем, который сам по себе вызывает доверие у клиентов, является факт, что фирма на рынке существует уже более 110 лет. Это рекордно долгий срок. Вся история компании с момента её основания связана со сваркой, являющейся ведущим направлением деятельности с первого появления на рынке. Качество выпускаемой компанией продукции всегда самое отличное, но с ценами тоже могут возникнуть проблемы, они достаточно высоки (стоимость электрода может доходить до 1700 рублей).
3. Сычевский завод считается одним из предприятий вышеуказанной шведской компании. Это рекомендует его в плане качества, при этом приобрести товар возможно значительно дешевле, чем у этой известной фирмы.
5. Каменский завод. Продукция отличается завидной надежностью, а качество вполне сочетается со стоимостью предлагаемого товара.
6. Уральский завод. Электроды для тех, кто хочет сэкономить. О хороших характеристиках электродов не стоит и думать, но соединение конструкций они вполне способны обеспечить.

Теперь пришло время поговорить о хранении описываемых сварочных элементов. От этого зависит их эффективное использование. Держать электроды можно только в заранее подготовленных местах, а при покупке лучше сразу задумываться об их возможной сохранности.
При этом следует внимательно осведомиться о сроке годности приобретаемого продукта, ведь если электроды окажутся просроченными, процесс сварки не может быть комфортным, а соединение деталей настолько надежным, как требуется.
Лучше всего для правильного хранения подходит специальный пенал, который обязательно окажется полезен во многих ситуациях, которые далее будут упомянуты. При наличии такого хранилища важные элементы сварочного процесса окажутся гарантированно изолированы от вредной для них влаги.
Этот же склад окажется прекрасным и удобным при транспортировке электродов. Если же сырость всё-таки достигла их, несмотря на все принятые меры, данные сварочные элементы целесообразно прокалить.
В указанном процессе используется специальная печь, где температурные показатели поднимаются до 400°С. После этого электроды следует положить опять же в пенал.
И в этом проявляется его очередное удобство. Внутри такого вместительного приспособления тепло длительное время способно сохраняться, поддерживая необходимый режим и качество сварочных элементов.
Назначение сварки
Сварка — распространенный способ создания неразъемных соединений при помощи образования новых межатомных связей. Различают несколько ее разновидностей, каждая из которых имеет свою область использования:
- электродуговая. Выполняется с помощью плавящегося электрода (метод Н. Г. Славянова) — универсальная, повсеместно используемая методика, применяемая для всех типов соединений. Главные ее достоинства — высокая производительность за счет максимальной механизации рабочих процессов, а также хорошие механические характеристики соединения;
- ручная дуговая. Применяется при монтаже строительных систем из стали, соединения элементов трубопроводов. Она может выполняться даже в сложных для доступа местах и разных пространственных положениях;
- газовая. Используется при работе со стальными элементами относительно небольшой толщины, а также при работе с алюминиевыми и медными сплавами.
Есть и другие способы созданий неразъемных соединений: контактная, жидкая сварка или скрепление специальным аппаратом-полуавтоматом.
Что касается области применения, то, наверное, нет такой отрасли, будь то промышленное или сельскохозяйственное производство, где бы не использовались сварочные работы. Самые распространенные примеры — строительные работы (конструкции из арматуры), соединение трубопроводов разного назначения. Многие владельцы подержанных машин знают, что значит варить кузов автомобиля. Найдется место для сварочного аппарата и на даче (например, для изготовления металлического забора).
Достоинства сварных соединений:
- полное использование поверхностей сечений для соединения элементов;
- высокий уровень надежности соединений;
- относительно небольшая масса конструкции;
- уменьшение припусков для дополнительной обработки. Этим сварка выгодно отличается от литой конструкции;
- уменьшение трудо- и ресурсоемкости работ, что приводит к их удешевлению;
- хорошая альтернатива литью и ковке. Использование сварочных соединений позволяет создавать сложные конструкции из отлитых или штампованных деталей;
- возможность работы с инновационными сплавами, облегченными профилями, листовым прокатом, особо чистыми металлами и т. д.;
- повышение безопасности работ.
Минусы:
- высокий риск различных дефектов швов, что не лучшим образом сказывается на прочности конструкции;
- необходимость строгого соблюдения технологии;
- появление остаточных напряжений из-за термических деформаций;
- изменение механических свойств металла возле шва;
- необходимость визуального (а в случае с ответственными конструкциями и выборочного инструментального) контроля.
Это Белорусский оригинал Кварцевого обогревателя
Достоинства:
- высший класс
- встроен терморегулятор
- климат контроль
- таймер времени
- блокировка от детей
Недостатки:
- низкая цена
Электроды с основным покрытием
Основу данного покрытия составляют фтористые соединения. По своему химическому составу, металл наплавленный электродами с основным покрытием, очень близок к спокойной стали. Сварочный шов отличается высокими показателями ударной вязкости, прочности и пластичности, благодаря низкому содержанию в составе покрытия электродов, неметаллических включений, газов, а также, вредных примесей.
Электроды с основным покрытием несколько уступают другим электродам, в плане чувствительности при сварке ржавых металлов. Также, в процессе сварки нередко образуются поры на швах. Электроды, имеющие основное покрытие достаточно чувствительны к воздействию влаги, поэтому они быстро отсыревают, требуя прокалки перед использованием.
Классификация
Электропроводные стержни обусловливаются различными характеристиками, куда входит толщина продукта. Это необходимо для правильного выбора при работе с конструкцией определенной толщины.
Электрод должен обеспечить следующие позиции:
- стабильное горение электрической дуги, быстрое зажигание;
- непрерывное расплавление обмазки;
- равномерное наслоение шлака на валик;
- легкое удаление шлака со сварочного валика;
- отсутствие углублений, трещин, эффекта непроваривания.
Назначение продукта главным образом зависит от структуры металлического сердечника
При его изготовлении принимается во внимание группа факторов, которые позитивно влияют на формирование шва
Таковыми являются:
- Классификация токопроводящего стержня по назначению.
- Размещение детали в конкретном месте, ее характеристика.
- Пространственное положение конструкции, факторы проведения работ.
- Толщина обрабатываемых элементов.
- Рабочие характеристики сварочного валика — изгибающий момент, устойчивость к разрыву, концентрация кислорода и др.
Токопроводящие стержни должны соответствовать типу обрабатываемого материала, что так же указывается на коробке. Для сваривания сталей используются следующие электроды:
- углеродистых, низколегированных конструкционных, с кратковременной устойчивостью к разрыву до 600 МПа — «У»;
- легированных конструкционных, с приведенной выше устойчивостью — «Л»;
- легированных теплоустойчивых — «T»;
- высоколегированных — «B»;
- наплавки слоев, обусловленных особыми свойствами — «H»;.
Кроме буквенной классификации используется цифровая, указывающая наименьшую временную устойчивость к разрыву в ПМа.
Стоящий за цифрами символ A говорит о повышенных пластических свойствах, вязкости, некоторому ограничению химического состава.
Инструкция по выбору электродов
Узнав конструкцию сварочного электрода и его технические особенности, остается разобраться в вопросе о том, как правильно выбираются изделия. При выборе следует полагаться на множество разных критериев, чтобы в итоге выбрать подходящий стержень для сварочных работ. К таковым критериям относятся:
Тип или состав сердечника — он должен быть одинаковым с металлом, который планируется варить. На упаковке указывается тип сердечника (в маркировке), для сварки которого предназначен расходный материал. Различают электроды для углеродистых, легированных, высоколегированных, нержавеющих и других видов металлов. Однако для бытового использования, когда осуществляется работа с углеродистыми сталями, следует выбирать соответствующие изделия. Они обозначаются при помощи буквы У в маркировке.
Наличие соответствующего типа обмазки. Виды покрытий сердечников, а также отличия между ними описаны выше. Для домашнего использования следует выбирать электроды с рутиловым слоем.
Диаметр — важнейший параметр, напрямую зависящий от толщины металла, который необходимо варить. При выборе изделий подходящего диаметра, необходимо учитывать возможность его использования с имеющимся сварочным оборудованием.
Тип тока — постоянный или переменный, что зависит от используемого оборудования.
Полярность — электроды бывают универсальными или предназначенные только для работы с прямой или обратной полярностью
Выбирая подходящее изделие, следует определиться с толщиной свариваемого металла.
Производитель — в этом случае новичку будет сложно сориентироваться, но чтобы не попасть на подделку, рекомендуется покупать электроды в специализированных магазинах.
Срок годности — расходники имеют срок эксплуатации, который важно учитывать при выборе. Если срок годности закончен или подходит к концу, то такие электроды лучше не покупать
Завершившийся срок службы приведет к тому, что будет наблюдаться крошение напыления, а итогом послужит некачественное сварочное соединение.
В материале представлены основные сведения о сварочных электродах, которые будут особенно полезны для новичков. Прочитав материал, вы научитесь не только правильно выбирать сварочные расходники, но еще и узнаете их разновидности, назначение, технические свойства. Научившись определять тип электродов, можно самостоятельно подбирать изделия для работы, обеспечивая при этом максимальную эффективность и высокое качество сварочных соединений.
Публикации по теме
Технические характеристики отрезных кругов для металла
Конусные и ступенчатые сверла для металла их отличия назначение и применение
Гибкий вал на дрель конструкция применение и изготовление
Очистка металла от ржавчины — всевозможные способы, средства и варианты
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Какие электроды лучше подходят для сварки инвертором

Изобилие сварочных материалов этого типа способно ввести в заблуждение даже знающего профессионального сварщика. В любом случае стоит учитывать, что материал, из которого изготовлен электрод, будет существенно влиять на качество и долговечность создаваемого шва. При выборе электродных стержней для инверторной сварки следуйте следующим рекомендациям:
- Для работы с низколегированными сталями подойдут углеродные электроды типа УОНИ, отличающиеся качественным отделением шлаковых соединений и небольшим объёмом брызг.
- Для создания сварных швов в коррозийно-стойких стальных сплавов рекомендуется использовать электроды типа ОЗЛ-8, 3,0ММ.
- Сваривание легированных сталей повышенной прочности осуществляется с помощью электродных стержней типа ЭА-395/9, 4,0ММ
- Для сварки методом наплавления используются изделия из категории ЦЛ-11 с сердцевиной из высоколегированной стали.
- Маркировка электродов для создания сварных соединений в чугунных изделиях должна включать в себя аббревиатуру ОЗЧ.
- Для создания швов повышенной прочности, пластичности и вязкости применяются электроды УОНИ-13/55 и аналоги.
- Для сварочных работ общего назначения могут использоваться электроды типа ОЗС-12 или МР-3.
Знающие специалисты по необходимости предоставят вам развёрнутые консультации по вопросам правильного подбора партии электродов под конкретные рабочие процессы. Все заказы обслуживаются в сжатые сроки, а предлагаемые оптовые цены официального дилера позволяют серьёзно экономить на поставках качественных сварочных материалов.
Полезное видео: что такое оргалит
Варианты исполнения
|
темный кирпич |
светлый кирпич |
Наши преимущества
Гарантия на всю продукцию – 2 года
Мы отвечаем за качество нашей продукции и выполняем свои гарантийные обязательства
Собственная производственная база
Позволяет нам выполнять заказ любого уровня сложности
При заключении договора – бесплатный выезд замерщика
Вы платите только за работу по установке и изготовлению
Никаких скрытых и дополнительных платежей
Наша схема работы прозрачна — никаких дополнительных доплат, сверх первоначальной суммы не потребуется
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
О чем речь?
Классические
Тонкости использования черных обоев
Заключение
Копанием картофеля занимается каждый огородник, который занимается выращиванием овощей на своем участке. Вручную делать это довольно сложно и поэтому многие используют специальные картофелекопалки для мотоблоков. Чтобы самостоятельно создать такую конструкцию, необходимо ознакомиться с пошаговой инструкцией изготовления копалок.