Популярные электроды для сварки
Содержание:
- Полезное видео: что такое оргалит
- Что такое электрод и для чего обмазка
- Требования СанПиН к ванным комнатам
- Фото паяльников для полипропиленовых труб
- Украшения на Новый год 2021 своими руками из под…
- Монолитное перекрытие по профлисту
- Обогреватель Никатэн NT 200 керамический
- Электроды для сварки инвертором под водой
- Цветной или однотонный хлопковый тюль
- Какие сварочные электроды лучше для алюминия
- По каким критериям выбираются электроды
- Виды электродов
- Популярные марки
- Вы здесь
- Определение нужного диаметра
- Самые распространенные марки электродов и сфера их применения
- Устройство электрода
- Дополнительные функции
- Новое на сайте
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Преимущества инверторных сварочных аппаратов
- Когда необходима установка вытяжки?
- Текстиль имеет значение
- Материал электродов
- Дополнительные характеристики
- Разновидности
- Классификация электродов
- Характеристики и критерии выбора
Полезное видео: что такое оргалит
Что такое электрод и для чего обмазка
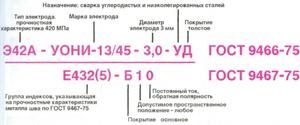
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру
В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Требования СанПиН к ванным комнатам
Фото паяльников для полипропиленовых труб
Украшения на Новый год 2021 своими руками из под…
Монолитное перекрытие по профлисту
Обогреватель Никатэн NT 200 керамический
Электроды для сварки инвертором под водой
 Сварщик может столкнуться с присутствием воды в сварочной зоне в двух случаях: сваривание трубопроводов с водой, работающих под давлением, а также подводная сварка.
Сварщик может столкнуться с присутствием воды в сварочной зоне в двух случаях: сваривание трубопроводов с водой, работающих под давлением, а также подводная сварка.
Многие исполнители неохотно приступают к сварке труб с водой, так как процесс отличается высоким уровнем сложности. Жидкость попадает в сварочную ванну и постоянно остужает её, что мешает сцеплению основного и наплавленного металла.
Контакт влаги и нагретого металла приводит к активному парообразованию, что мешает сварщику видеть место соединения. Работа с потолочными стыками приводит к тому, что вода стекает на рабочего. Это может спровоцировать удары током, являющиеся безопасными, но мешающие проводить сваривание
Поэтому исполнителю важно знать, как подобрать сварочные материалы для подобного рода работ:
Электроды НЖ-13 предназначены для инверторных сварочных аппаратов и нержавеющих труб. Металл шва характеризуется стойкостью к МКК.
МНЧ-2 используется для работы с чугунными конструкциями; универсальная марка применяется для холодной сварки, наплавки и заварки дефектов. Соединение отличается плотностью и чистотой поверхности.
Подводная сварка представляет собой осуществление работ в жидкой среде. Выбор применяемых электродов не так обширен:
ОЗС-3 применяются для сварки углеродистых сталей с помощью постоянного и переменного тока.
Сваривание стержнями МГМ-50К можно проводить по неочищенной от ржавчины и других загрязнений поверхности.
Качественные электроды от американского производителя Broco популярны среди подводных сварщиков.
Цветной или однотонный хлопковый тюль
Какие сварочные электроды лучше для алюминия
Алюминий (как варить электродами) благодаря собственным достоинствам активно используется при производстве изделий различного назначения
Чтобы выполнить сваривание на высоком уровне, нужно обратить внимание на особенности металла. Данные специфические черты влияют на рабочий процесс:
- поверхность деталей из алюминия и его сплавов покрыта оксидной пленкой, которая обладает более высокой температурой плавления и большей плотностью, чем сам металл;
- формирование шва затрудняется высокой текучестью алюминия;
- водород, входящий в состав алюминия, отрицательно влияет на показатели пластичности и прочности;
- из-за высокой теплопроводности сплава рекомендуется проводить соединение с помощью мощных источников тепла.
Обзор электродов, предназначенных для работы с алюминием:
ОЗАНА-1 подходят для сварки и наплавки деталей из чистого алюминия; шов отличается высокой коррозионностойкостью.
УАНА применяются для сварки, наплавки и заварке дефектов алюминиевых сплавов.
Материалы KOBATEK-213 подходят для работы как с алюминием, так и с его сплавами.
По каким критериям выбираются электроды
Все электроды выбирают по двум основным разновидностям:
- Плавящиеся изделия. Основой конструкции служит металлический стержень, покрытый обмазкой. Она способствует повышению стабильности горения дуги и защищает сварочную зону от внешних воздействий. С использованием этих изделий как раз и выполняется ручная дуговая сварка.
- Неплавящиеся электроды. Применяются для сварки заготовок в среде инертных газов, выполняющих защитную функцию.
Когда подбирают электроды для инвертора, нужно обязательно учесть характеристики и структуру соединяемых заготовок. От этого в дальнейшем будет зависеть качество сформированных швов.
Для разных материалов используются свои виды электродов:
- Низколегированная и низкоуглеродистая сталь соединяется углеродными изделиями.
- Легированные стали свариваются расходниками известных марок ОЗС-4, МР-3, АНО-21, УОНИ 13/45.
- Другие типы сталей или формирование наплавок выполняются электродами, у которых сердечники изготовлены из высоколегированных металлов (ЦЛ-11).
- Чугунные детали соединяются специальными изделиями по чугуну – ОЗЧ-2.
Виды электродов
Классификация электродов для ручной дуговой сварки включает в себя несколько критериев:
- тип покрытия;
- толщина;
- качество.
Типы электродов:
- металлические (плавящиеся, не плавящиеся, покрытые, без покрытия);
- неметаллические (не плавящиеся).
Типы электродов
Дополнительно различают, исходя из их назначения. По данному критерию используются следующие электроды:
- для сваривания сталей с высоким уровнем легирующих элементов;
- для сваривания сталей с небольшим и средним уровнем легирующих элементов с сопротивлением на разрыв порядка 595 МПа;
- предназначенные для сварки конструкционных сталей;
- предназначенные для сваривания пластичных металлов;
- используемые для наплавления слоев на поверхности металлов со специфическими характеристиками;
- используемые для сваривания теплоустойчивых легированных сталей.
Отдельное внимание уделяется защитной оболочке на микроэлектродах. К ней предъявляются определенные требования
Для покрытий характерен особый состав.
Популярные марки
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.
Вы здесь
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Устройство электрода
Устройство сварочного электрода
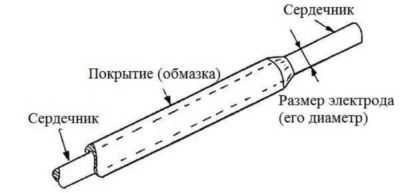
Электрод, обязательно применяемый во время сварки — достаточно тонкое изделие из металла, напоминающее внешне вязальную спицу, имеющее особое покрытие-обмазку. Во время сварки металл сердечника начинает расплавляться, а нанесенная на него обмазка оберегает формируемый шов от воздействия кислорода. Кстати, покрытие изделий может быть самым разным.
Схематичное изображение процесса сварки
Таблица. Типы обмазки.
Тип
Описание
Основной
Оптимальные изделия для работы с так называемыми ответственными конструкциями, трубами. Во время выполнения сварочной работы получаются пластичные и прочные соединения, не склонные к окислению. Кристаллизационные трещины возникают на шве редко. Маркировка литерой Б. В составе покрытия — углеродистые соединения магния и кальция, практически отсутствует водород, благодаря чему снижение характеристик свариваемых металлов не происходит. Электроды с такой обмазкой используются только на постоянном токе. Главный недостаток — во время работы формируется много шлака. И еще — перед работами с таким электродом свариваемую поверхность нужно тщательно очистить от масел, ржавчины, окалины и т.д., иначе есть риск получить внутри шва поры, снижающие его прочность.
Рутиловый
Такие электроды легко разжигаются и практически не разбрызгивают металл вокруг себя. Маркируются буквой Р. В основе покрытия — вещество рутил, есть еще кислород и кремний. Этот вариант обмазки имеется на электродах, применяемых в условиях постоянного и переменного тока
Работать важно в условиях умеренной влажности, иначе качество шва сильно ухудшается.
Целлюлозный
Такая обмазка содержит много органики (до 50%). Это органические смолы и сама целлюлоза
Маркировка таких электродов — литера Ц. Во время выполнения работ они выделяют мало шлака, но образуют много газов. Им легко выполнять работы в вертикальной ориентации. Варианты с такой обмазкой используются только на постоянном токе. Минусы — образуется много брызг, а также качество шва при работе со сталью может быть не самое лучшее из-за большого содержания водорода.
Кислый
Такие электроды позволяют получить сварочный шов практически без воздушных каналов, с ними можно варить элементы с окалиной и ржавые детали. В составе — марганец, железо, кремний и ряд других элементов. Маркируются такие электроды литерой А. Это вредный для здоровья сварщика вариант, требующий проводить работы исключительно в хорошо проветриваемом помещении. Также есть еще один минус — риск появления горячих трещин на шве.
Рутиловые электроды
Также все электроды делятся на две основные группы — плавящиеся и неплавящиеся.
- Плавящиеся варианты могут иметь стержень разного диаметра, имеющий обмазку. Именно благодаря последней дуга во время сварки получается оптимальной. Такие электроды обычно и используются для ручного типа сварки.
- Неплавящиеся варианты встречаются сейчас достаточно редко, так как работать ими нужно в особенной среде. Они отличаются сложностью подбора, потому новичкам их использовать не рекомендуется.
Дополнительные функции
В самом простом варианте вентилятор в вытяжке санузла включается отдельным выключателем. Некоторые модели имеют цепочку, потянув за которую можно его включить или выключить. В таком случае работает устройство на протяжении всего времени пока полается электропитание. Есть и другие варианты:
- Включение при включении освещения, выключение с задержкой от 2 до 30 минут. Встречается часто, задержка регулируемая. При покупке надо помнить, что тут требуется специальное питание — нужна двойная фаза (для подачи электропитания на вентилятор после выключения света).
- Детектор движения + задержка выключения. В этом случае включается вентилятор при наличии движения в ванной комнате, выключается тоже с задержкой.
-
Детектор влажности. Этот тип вентиляторов называют еще интеллектуальными, так как включается/выключается он в зависимости от состояния атмосферы в ванной. Это вариант наиболее экономичен (вентилятор работает только тогда, когда нужно), но сами устройства самые дорогие.
Самые распространенные модели вытяжных вентиляторов для ванной комнаты — с задержкой выключения после отключения света. Но их можно включать и через отдельный выключатель, исключив из схемы лампочку. Более экономичны установки с детектором влажности, так как не всякое посещение ванной комнаты и включение света требует усиленной вентиляции. Например, если вы зашли помыть руки, вряд ли стоит включать принудительную вентиляцию.
Еще одна удобная опция — разные скорости вращения лопастей. В этом случае вытяжной вентилятор в ванную комнату может изменять режим работы в зависимости от исходной влажности в помещении. Переключение есть ручное (механическое), есть автоматическое (MARLEY MP-100S).
Новое на сайте
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.
Конструкция инверторного сварочного аппарата состоит из таких элементов, как:
- Блок питания с фильтром и специальным выпрямительным блоком.
- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.
В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли. Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой
Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя
Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
Когда необходима установка вытяжки?
Попробуем разобраться, можно ли самостоятельно определить состояние и эффективность работы вентиляционной системы. Для проверки не потребуется специальных умений или особенного инструмента. Существуют «маркеры», благодаря которым легко узнать несостоятельность естественной циркуляции:
- запотевание зеркал и стеклянных поверхность во время принятия водных процедур;
- не исчезающий со временем влажный фон (медленно сохнут полотенца);
- появление на межплиточных швах, в углах потолка и по периметру ванны черных точек – начало развития грибковых очагов.
Появление плесени и грибка сопровождается неприятным запахом, постепенным разрушением декоративной отделки стен, однако существует и более серьезная опасность – негативное влияние на здоровье хозяев квартиры.
 Последствие недостаточной вентиляции – появление плесени на затирке в межплиточных швах. Если вовремя не наладить циркуляцию воздуха и не избавиться от маленьких очагов, грибок покроет все бетонные, пластиковые, оштукатуренные, деревянные поверхности
Последствие недостаточной вентиляции – появление плесени на затирке в межплиточных швах. Если вовремя не наладить циркуляцию воздуха и не избавиться от маленьких очагов, грибок покроет все бетонные, пластиковые, оштукатуренные, деревянные поверхности
Возможно, неисправна вентиляция. Проверяем простым способом – с помощью зажженной спички. Если пламя быстро потухает или наклоняется в сторону вытяжки, то причина кроется в другом, но если оно остается неподвижным, значит, необходимо заняться чисткой шахты и устройством принудительной вентиляции.
Наиболее популярным устройством, обеспечивающим максимальную циркуляцию воздуха, является вентилятор.
 Традиционная проверка движения воздуха не всегда результативна, для точного определения наличия достаточного уровня циркуляции следует пригласить квалифицированного специалиста с анемометром
Традиционная проверка движения воздуха не всегда результативна, для точного определения наличия достаточного уровня циркуляции следует пригласить квалифицированного специалиста с анемометром
Текстиль имеет значение
Материал электродов
В зависимости от материала изготовления разделяют расходники двух разновидностей.
Графитированные
Неплавящиеся неметаллические изделия. Особенность технологии изготовления в том, что сырье подвергают изотермической выдержке при температуре, превышающей 2 тыс. градусов. Прессовка графита производится под давлением 200 атм. Еще одна категория неплавящихся изделий — вольфрамовые, которые применяют для особенно качественного соединения элементов.
Плавящиеся
Основу их составляет металлический стержень. На него наносят смесь, образующую в процессе эксплуатации изделия защитный шлаковый слой. Покрытие состоит из оксидов. В качестве связующего элемента используют жидкое стекло.
Дополнительные характеристики
Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам. Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
- Обратная полярность подразумевает соединение плюса с массой, а минуса с электродом.
- Прямая полярность. В этом случае плюс соединяют с массой, минус со сварочным электродом.
Обратная полярность выбирается в нижеприведенных случаях:
- Для того чтобы защитить металл от прожога, выбирается именно обратная полярность подключения. Она позволяет работать с деталями, которые имеют небольшую толщину.
- Высоколегированные стали характеризуются высокой восприимчивостью к нагреву. Именно поэтому при работе с подобным материалом выбирается метод подключения обратной полярности.
Наиболее важными параметрами сварочного процесса можно назвать:
- Диаметр применяемых электродов.
- Сила применяемого сварочного тока.
- Толщина соединяемых деталей.
Разновидности
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Характеристики и критерии выбора
Один из главных параметров сварочных электродов, это — его обмазка, вернее ее состав:
- Проводники с рутиловым покрытием. Сюда же относятся проводники со смешанным покрытием на рутиловой основе. Это — самые популярные электроды, отличающиеся легкостью розжига. Используются при переменном и постоянном токе в любом положении.
- С основным покрытием. Обычно применяются для сварки при постоянном токе. Обеспечивают пластичный шов, но отличаются затрудненным розжигом и повышенной чувствительностью к влажности.
- С кислым покрытием. Как и изделия с рутиловым покрытием, используются для инверторов, однако работу в этом случае необходимо производить в хорошо проветриваемом помещении.
- Для новичков подойдут электроды типа ОЗС-12, тогда как УОНИ относятся больше к профессиональным работам.
- Ручная дуговая сварка подразумевает использование сварочного инвертора. Элементы для этого аппарата должны быть сухими и не иметь повреждений. Они подбираются под тип инвертора, относительно технических характеристик этого приспособления.
- Вес одного электрода для каждой отдельной марки свой, в зависимости от используемых материалов Масса электродов в пачке по стандарту должна составлять 3 кг, 5 кг и 8 кг для электродов диаметром 2,5 мм, 3-4мм, 4мм соответственно.