Рутиловые или основные электроды
Содержание:
- Установка каркаса стен
- Применение электродов
- Классические
- Лучшие электроды для сварки в 2019 году – выбор настоящих мастеров
- Рутиловые электроды: применение
- Украшения на Новый год 2021 своими руками из под…
- Сведения об электродах
- Устройство сварочного электрода
- Полезное видео: что такое оргалит
- Тонкости использования черных обоев
- Легирование и рафинирование
- Покрытие сварочных электродов — особенности и виды
- Монолитное перекрытие по профлисту
- Особенности электродов
- Свойства
- ГОСТ
- Вид покрытия электродов
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Электроды с целлюлозным покрытием
Установка каркаса стен
Стены собирают отдельными секциями на ровной поверхности, дабы предотвратить неточности в расчётах. Можно собирать прямо на полу или же монтировать по одно на нижний пояс обвязки.
Первым делом необходимо наметить, какой высоты будет потолок в доме. В среднем это 280-300 см. Для каркаса стен спользуют балки сечением 15х15 или 10х10 см, в зависимости от предполагаемых нагрузок и этажности дома. Сперва, устанавливают угловые балки, а после промежуточные, сечение которых может быть чуть меньше угловых. Шаг установки определяется в зависимости от размеров предполагаемого утеплителя. В среднем это 60 см. Если предполагается использование ватного утеплителя, то для того, чтобы максимально уменьшить потери тепла, стойки устанавливают на расстоянии на 2-3 см меньше, нежели ширина блоков утеплителя.
На полу раскладывают верхнюю и нижнюю обвязку, после чего на ней отмечают места, в которых будут прибиваться вертикальные стойки. Крепление стоек возможно несколькими способами: деревянными нагелями, металлическими уголками или методом «шип-паз».
Уголки крепят с двух сторон каждой стойки сверху и снизу. Если планируется использование деревянных нагелей, то в нижней обвязке и в самом брусе необходимо просверлить отверстие под углом, в которое вбивают длинный деревянный нагель. Если планируется использование метода «шип-паз», то врубка в доску не должна превышать половину её глубины.
В случае, когда длина стены оказывается больше длины балок или же если Вы работаете в одиночку, тогда стена собирается из нескольких секций – это облегчит её установку. Между собой секции соединяются при помощи деревянных шпилек, обычно трёх: одной посередине стойки и двух по краям на расстоянии 30-40 см от верхней и нижней обвязки.
Очень часто, чтобы увеличить жёсткость конструкции, между стояками прибивают дополнительные перемычки из досок такого же сечения. Прибиваются обычно одна-две на один промежуток. Если одна, то монтируются они в шахматном порядке. Перемычки одновременно являются местами стыков листов фанеры или ОСБ.
Дверные и оконные проёмы делаются двойными, так как нагрузка на них идёт больше, следовательно, и опора должна быть устойчивее. Помимо этого сверху и снизу проёмов устанавливают дополнительные опорные стойки.
После этого можно установить и прикрепить к полу стены, дополнительно установив временные подпорки, а только после этого проводить монтаж верхней обвязки.
Пока не была установлена верхняя обвязка (в случае, когда стены собираются уже вертикально), стены могут «гулять». Чтобы предотвратить это, устанавливают временные укосы из необрезной доски сечением 5х15 по диагонали на каждую секцию.
На любом этапе монтажа каркаса стен следите за вертикальностью углов. В этом Вам поможет отвес, так как доска частенько бывает неровной, тогда строительным уровнем точно замерить всё не получиться.
Дабы конструкция была максимально крепкой и долговечной, а также выдерживала большие нагрузки, можно установить дополнительные опорные конструкции – постоянные небольшие укосы, которые крепят с обеих сторон каждой вертикальной стойки.
В процессе установки можно заметить, что иногда в углах образуются пустоты, которые необходимо заполнить утеплителем, так как, если туда просто поставить брус, то угол будет холодным.
Когда стойки будут стоять жёстко, переходят к установке верхней обвязки
Так как верхняя обвязка станет основой для чернового перекрытия крыши, то к ней уделяются особое внимание. Используют балки такой же ширин, что и промежуточные стойки
Места стыков верхней обвязки и вертикальных стоек, а также вдоль стен пробиваются гвоздями 12-15 см так, чтобы стыки были перекрыты с напуском в 20-30см, за исключением углов, где напуск равен толщине стены.
После этого можно переходить к фасадной облицовке сен листами фанеры или ОСБ – это придаст каркасу стен дополнительную устойчивость.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Классические
Лучшие электроды для сварки в 2019 году – выбор настоящих мастеров
Если вы не хотите тратить много времени на выбор оптимального компонента надёжной сварки, наша редакция к вашим услугам. Специально для своих читателей мы отобрали пять наиболее интересных и практичных решений, которые подойдут как новичкам, так и профессионалам.
Электроды СВЭЛ МР-3 3 мм 1 кг
Простейший вариант, к основным достоинствам которого можно отнести чрезвычайно демократичную цену и возможность сварки во всех положениях. Тем не менее, качество шва вряд ли подойдёт для основательной работы. Сфера применения — практика или неответственные конструкции.
ФОТО: krsk.au.ru
Оценка редакции Homius: 6,2 / 10
Электроды СВЭЛ МР-3 3 мм 1 кг
Электроды Quattro Elementi 770-414 2 мм 0,9 кг
Следующий номинант хорошо проявляет себя среди низкоуглеродистых сталей, которые активно применяются как в повседневном быту, так и в промышленности. Да, их стоимость в два раза выше по сравнению с предыдущим образцом, но и качество на голову выше.
ФОТО: vilka220.ru
Оценка редакции Homius: 7,6 / 10
Электроды Quattro Elementi 770-414 2 мм 0,9 кг
Электроды СЗСМ МР-3С 1,6 мм 1 кг
По характеристикам этот сварочный стержень не уступает лучшим продуктам именитых брендов, но главное его достоинство – универсальность. С помощью этой модели можно сваривать любые углеродистые и нержавеющие стали (только алюминий и чугун не поддадутся жару данной модификации).
ФОТО: gotti-expert.ru
Оценка редакции Homius: 8,4 / 10
Электроды СЗСМ МР-3С 1,6 мм 1 кг
Электроды РЕСАНТА МР-3 3 мм 1 кг
Отечественный производитель Ресанта известен производством не только расходных материалов, но и сварочных аппаратов различного уровня. Многие сварщики по всей России отдают предпочтение именно этому бренду из-за доступной стоимости и соответствующего качества. И МР-3 диаметром 3 мм будет наглядным тому примером, хотя и у них есть недостатки.
ФОТО: mir-resanta.ru
Оценка редакции Homius: 9,2 / 10
Электроды РЕСАНТА МР-3 3 мм 1 кг
Электроды ESAB OK 46.00 3 мм 5,3 кг
Как можно обойти стороной продукцию компании ESAB? Качество их марки широко известно, а многие крупные предприятия отдают предпочтения именно их моделям. Да, стоимость в два с лишним раза превышает любые стандартные решения, но оно того стоит. Выбранный нами образец справится практически с любой бытовой задачей, будь то мелкий ремонт или серьёзное строительство.
ФОТО: vseinstrumenti.ru
Оценка редакции Homius: 9,7 / 10
Электроды ESAB OK 46.00 3 мм 5,3 кг
Рутиловые электроды: применение
Благодаря своим прекрасным качествам рутиловые покрытия широко применяются в различных условиях и считается одним из наиболее практичных видов. Перечислим основные варианты применения, в которых электроды этого типа отлично справляются со своей задачей:
- Сварка конструкций из низкоуглеродистой стали. Химический состав покрытия позволяет эффективно работать с черными и низколегированными металлами. В таких случаях шов получается ровный и без трещин.
- Сварка трубопроводов. Отлично подходят для ремонта труб, которые проводят жидкости. В таком случае сложно полностью осушить рабочую поверхность металла. Однако сварочная дуга рутиловых электродов горит стабильно даже при попадании капель воды в зону горения.
- Широко применяются для ремонта деталей или инструментов, которые со временем истираются. Рутиловые электроды позволяют максимально эффективно наплавлять шов значительной толщины. За счёт небольшого разбрызгивания достигается экономия материала.
Украшения на Новый год 2021 своими руками из под…
Сведения об электродах
Изделие представляет собой стержень длиной 25-45 см из электропроводящего материала.
Назначение материалов
Сварочный электрод нужен для создания стабильного электродугового разряда.
Благодаря его высокой температуре кромки соединяемых заготовок плавятся и сливаются воедино.
Дуга возникает при следующих условиях:
- расходник и детали подключены к источнику тока;
- промежуток между ними составляет 2-4 мм.
Классификация элементов
Расходники делятся на типы:
- Плавящиеся. Снабжены покрытием, выполняющим защитную и другие функции.
- Неплавящиеся.

Электроды делятся на типы по составу покрытия.
Первый тип по составу покрытия делится на виды:
- Кислые.
- Основные.
- Целлюлозные.
- Рутиловые.
Различают 4 вида:
- Особо толстое — D/d больше 1,8.
- Толстое — менее 1,8.
- Среднее — менее 1,45.
- Тонкое — менее 1,2.
Особенности эксплуатации
По типу электрода подбирают ток:
- постоянный;
- переменный.
Первый вариант обеспечивает более высокое качество шва. Различают 2 подвида:
- Постоянный с прямой полярностью. Положительный полюс источника подключают к заготовке.
- С обратной полярностью. «Плюс» подключен к электроду.

Постоянный ток обеспечивает высокое качество шва.
От полярности зависит температура нагрева расходника и заготовки.
Различают 4 вида швов:
- Потолочные.
- Вертикальные снизу вверх.
- Те же в противоположном направлении.
- Нижние.
Некоторые электроды не позволяют выполнять потолочные и вертикальные швы из-за высокой текучести металла в сварочной ванне.
Надежность соединения зависит от следующих параметров:
- Силы тока.
- Длины дуги.
- Диаметра расходника.
- Скорости и характера его перемещения.
- Угла наклона к поверхности заготовок.

Надежность соединения зависит от диаметра электрода.
Длину дуги стремятся делать наименьшей. В противном случае происходит следующее:
- Металл расходника успевает окислиться за время пути к сварочной ванне.
- Дуга «гуляет» по стыку, что приводит к распределению тепла по большой площади. В результате уменьшается глубина провара, усиливается разбрызгивание основного материала (он отскакивает от нерасплавленной поверхности).
При большой величине промежутка между расходником и заготовкой шов получается грязным и неаккуратным.
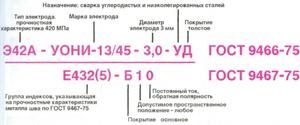
Коротко о марках электродов
ГОСТ 9467-75 устанавливает единую буквенно-цифровую систему обозначения расходников.
Марку записывают в виде дроби, например:
- Числитель — Э46-МР-3 АРС-3-УД.
- Знаменатель — Е432(3)-Р21.
Первый символ числителя обозначает способ сварки. В данном случае — ручная дуговая (литера Э).
Далее указывают временное сопротивление наплавки разрыву в кгс/кв. мм. В указанном примере — 46. Если изделие придает шву повышенные прочность и пластичность, после числа ставят литеру «А» (например, Э50А).

ГОСТ устанавливает систему обозначения электродов.
Следующая позиция — марка электрода (МР-3).
АРС — сокращенное обозначение производителя (завод «Арсенал»).
3 — диаметр.
Следующий символ обозначает тип стали:
- У — углеродистую и низколегированную;
- Л — легированную;
- Т — теплостойкую;
- В — высоколегированную с особыми свойствами.
Литера «Н» на этом месте означает «наплавочный электрод». Такие изделия используются для восстановления стертых участков (например, седла вентиля).
Следующая буква обозначает толщину покрытия:
- М — тонкое;
- С — среднее;
- Д — толстое;
- Г — особо толстое.
Первый символ знаменателя — тип электрода по международной системе обозначений. В данном примере — плавящийся (литера E).

На электродах указывается их тип.
Далее указывают прочность на разрыв в десятках МПа. Для данного расходника это 430 (МПа).
Следующая цифра означает относительное удлинение расходника. 2 — это 24% и более.
Далее цифрой обозначают допустимую температуру. Например, 3 — до -20°С, 6 — до -50°С и т.д.
Следующим символом зашифрован тип покрытия:
- Р — рутиловое;
- А — кислое;
- Б — основное;
- Ц — целлюлозное.
Обмазку смешанного типа обозначают сочетанием букв. Например, РЦ расшифровывается как рутилово-целлюлозный.
Присутствие в покрытии железного порошка показывают литерой Ж: РЖ, АЖ и т.д.
Предпоследней цифрой в марке зашифрованы допустимые пространственные положения шва:
- 1 — все;
- 2 — все, кроме вертикальных в направлении сверху вниз;
- 3 — нижние, горизонтальные на вертикальной плоскости и вертикальные снизу вверх;
- 4 — нижние и нижние в лодочку.
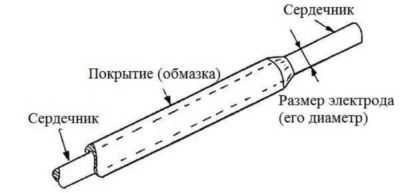
Устройство сварочного электрода
Несмотря на то, что область применения сварочных электродов может быть различной, их устройство практически всегда одинаковое. Все они состоят из таких основных элементов как:
- Стержень (металлический или неметаллический);
- Покрытие (в редких случаях может отсутствовать);
- Контактный торец без покрытия.
Стержень является основной частью, которая обеспечивает дополнительный металл, что нужен для соединения отдельных частей. При воздействии высокой температуры он расплавляется, заполняя собой емкость сварочной ванны. Чем больше его состав соответствует тому, с металлом которого его используют, тем выше качества шва.
Покрытие создает защитную среду во время сварки. Благодаря этому в ванну не попадают лишние предметы. Подбор покрытия также зависит от условий сварки и материала, с которым будет вестись работа, так что к выбору стоит отнестись очень ответственно.
Контактный торец служит для зажигания дуги, поэтому он и не имеет покрытия. Допускается небольшое откалывание частей покрытия на этом участке, так как это одно из самых уязвимых мест.
Устройство сварочного электрода
Полезное видео: что такое оргалит
Тонкости использования черных обоев
Легирование и рафинирование
Схема сварки неплавящимся электродом с присадкой.
Во время проведения легирования в жидкий металл добавляют разные элементы. При соединении разных сталей и сплавов надо использовать электроды, которые обеспечат соответствующий шов.
Легировать шов можно через покрытие электрода, через его стержень или оно может быть комбинированным. В покрытие обязательно вводится раскислитель. Способ легирования выбирают исходя из того, какие необходимы характеристики шва. Если в сварочном шве должно быть до 3% легирующих элементов, то проводят легирование при помощи оболочки электрода. Если в составе стержня есть легирующие компоненты, то можно ограничиться проведением легирования через электрод.
Проведение рафинирования предусматривает очищение расплавленного металла от попавших в него примесей серы, фосфора и др. В расплав указанные примеси могут попадать как из металла соединяемых деталей, так и из стержня электрода и его покрытия. Минимизация количества серы в сварочном шве необходима для того, чтобы уменьшить склонность шва к образованию трещин.
Покрытие сварочных электродов — особенности и виды
Электроды для сварки представляют собой стержень, защищенный специальным покрытием. Его также называют обмазкой. Покрытие сварочных электродов выполняет роль барьера между сварочной зоной и воздухом. Оно исключает окислительный процесс. Обмазка применяется для всех типов электродов, работающих как с черными, так и с цветными металлами и сплавами.
Назначение покрытия
задача обмазки (верхней части электрода) — это защита металла во время сварки. Окисление, возникающее при взаимодействии с воздухом, отрицательно сказывается на качестве соединения. Шов становится непрочным. В нем могут образовывать трещины и поры, из-за чего он просто разрушится.
Покрытие работает таким образом. Во время сварки на каплях электродного металла образуется шлаковая оболочка. При движении дуги вдоль расплавленной поверхности, шов покрывается шлаковой коркой, защищающей его от внешних воздействий.
Шлаковая корка замедляет остывание металла и снижает скорость его застывания. Благодаря этому из него выходят деструктивные включения, снижающие прочность шва. Защитное напыление стержней состоит из большого количества защитных элементов. Основными компонентами являются концентрат титана и каолин.
Обмазка выполняет несколько очень важных функций:
- Защита дуги и сварочной ванны от имеющихся в воздухе кислорода, азота и водорода. Защита состоит из 2 уровней. Первый — это пары углекислого газа, второй — углеродные окиси, укрывающие рабочую зону и шлаковые образования.
- Обмазка способствует образованию шва без пор, трещин и зашлакованных участков.
Среди других, не менее важных функций, нужно отметить:
- Стабильное горение дуги в различных режимах работы и простое зажигание. Стабильность достигается за счет наличия в покрытии элементов, стойких к ионизации в больших объемах. В результате ионы стабилизируют горение дуги.
- Благодаря ферросплавам из сварочной ванны удаляется кислород, являющийся причиной образования пор. Ферросплавы связываются с кислородом и выводятся в виде испарений.
- Покрытие способствует очистке металла соединения от лишних примесей.
Диаметр и толщина покрытия
Существует огромное количество марок и моделей электродов, рассчитанных на работу с разным материалом. Они учитывают нагрузку и условия, в которых будут находиться сваренные конструкции и изделия.
Электроды имеют 2 значения диаметра: с обмазкой и без. Диаметр прутка очень важен при выборе расходных материалов для предстоящих работ. Как мы знаем, чем толще металл, тем больший диаметр электродов требуется для его сварки.
Монолитное перекрытие по профлисту
Особенности электродов
В состав сварочных рутиловых электродов входит металлический стержень, являющийся присадкой, и покрытие, которое защищает сварочную ванну от контактов с окружающей средой. Такие материалы предназначаются для ручной электродуговой сварки. Источник тока может иметь как постоянное, так и переменное напряжение. Главное отличие от других типов — применение рутила, который является природной обмазкой, обеспечивающей сварочной ванне должную протекцию. Двуокись титана используется для получения рутилового концентрата, что положительно влияет на работу.
Преимущества и недостатки материала
Электроды этого типа имеют ряд сильных сторон по сравнению с элементами, в основании которых находится кислотная составляющая. Преимуществами таких проводников являются:
- Оксид титана менее токсичен для дыхательных путей человека.
- Незначительное время розжига (в том числе и первичного).
- Нагар, возникнувший после завершения работы, — полупроводник, значит, чтобы продолжить работу, скол не нужен.
- Создаются швы с мелкочешуйчатыми рисунками.
- Стабильное поддержание горения электрической дуги.
- Выполнять действия можно в любом пространственном положении.
- Способность сохранения дуги и проведения варки даже во влажных условиях, что позволяет качественно ремонтировать водопроводы и резервуары.
- Незначительные траты металла при разбрызгивании.
- Стойкость получаемых швов к разрывам и изломам.
- Обмазка не соединяется с кислородным шаром, что предотвращает образование пор.
- Простота удаления шлака.
Минусы рутиловых электродов:
- Подходят далеко не всем материалам. Ассортимент металлов, подвергаемых обработке, незначительный, существуют некоторые ограничения относительно эксплуатации. Так, высокоуглеродистая сталь не может свариваться с их помощью.
- Резкое повышение силы тока может существенно ухудшить качество получаемых швов, поэтому нужно постоянно следить за номинальными показателями.
- Перед началом работ обязательно проводятся просушка и прокалка.
Свойства
Теплоизоляционная штукатурка среди своих достоинств имеет не только теплоизоляцию. Состав смеси делает его многофункциональным материалом, так что утепление не единственный конек штукатурки для внутренних работ.
Свойства теплоизоляционной штукатурки:
- Пожаробезопасность. Этот материал вообще не горюч, если в составе его есть минеральный наполнитель. Исключением является штукатурка на основе пенополистирола, что относится к группе Г 1.
- Возможность применения для разных работ. Этот материал может служить для декоративной отделки, благодаря чему вы своими руками можете преобразить помещения. Это и финишное покрытие, и материал для выравнивания поверхностей.
- Теплоизоляционные характеристики. Тепла штукатурка ничуть не уступает по своим физическим свойствами традиционным материалам. Для сравнения: пятисантиметровый слой этой штукатурки является эквивалентом кладке в два кирпича или же 2-4 см такого материала как пенополистирол.
С этой штукатуркой легко работать, справится и непрофессионал. Теплоизоляционная штукатурка в разы легче обычной, вы убедитесь, что она не оказывает воздействия на стены и фундамент. Наконец, она отличается хорошей адгезией к стеновым материалам.
ГОСТ
Для покрытых стержней, посредством которых выполняется дуговая сварка, разработан ГОСТ 9466-75.
Кроме него существуют стандарты, распространяющиеся на электроды, исходя из их назначения.
Для примера, это ГОСТ 9467-75, ГОСТ 10052-75 и ГОСТ 1051-75.
Маркировка сварочных электродов
Маркировка электродов бывает простой, например, состоящей буквально из 3-х символов, и крайне сложной.
В качестве примера можно привести изделия Э50А и, например, Э42А, где:
- Первая бука Э буквально означает «электрод».
- Идущее следом число означает минимальное время сопротивления разрыву.
- Последующие буквы указывают на назначение изделия (А – допускается применение пластичного наплавляемого металла, имеющего повышенную вязкость, Н – изделия для наплавления на поверхности, У – для углеродистых сталей, Т – для теплоустойчивых легированных сталей).

Также в наплавке содержатся самые разные химические элементы, которые маркируются буквами Х, М, Б и Ф, что соответствует хрому, молибдену, ниобию и ванадию.
Касательно непосредственно сердечника, он маркируется следующим образом (последовательно):
- Св – буквенное обозначение сварочного типа проволоки.
- Число, указывающее на процентное содержание углерода.
- Буквы, в которых зашифрован код содержащихся легирующих веществ.
- Число, указывающее на процентное содержание легирующих веществ.
Вид покрытия электродов
Выбор того или иного типа покрытия зависит от свариваемых материалов, а также нагрузок, которые предстоит испытать конструкции. Различают 4 разновидности покрытий.
Основное (маркировка Б)
Расходники с основным покрытием применяют для получения высококачественного шва, отличающегося значительной ударной вязкостью, прочностью, пластичностью. Шов устойчив к образованию кристаллизационных трещин и естественному старению. Эту продукцию применяют при изготовлении ответственных конструкций, которые приходится эксплуатировать в условиях сурового климата.
Преимущества:
- хорошие механические характеристики и высокая химическая чистота шва;
- минимум водорода в навариваемом металле.
Есть и минусы:
- иногда в сварном шве образуются поры. Это может быть при увлажнении покрытия. Поры образуются и при наличии по краям соединяемых деталей окалины, ржавчины или масляных следов;
- сложности с хранением;
- отделение шлака очень трудоемкое;
- короткая и нестабильная дуга.
Рутиловое (маркировка Р)
Область использования продукции с рутиловым покрытием — электросварка деталей из низкоуглеродистых сталей. К технологическим преимуществам относятся:
- стойкое горение дуги при использовании постоянного и переменного тока;
- минимум разбрызгивания материала при инверторной сварке;
- хорошая отделяемость шлака;
- эстетичность шва;
- возможность применения для соединения ржавых и (или) загрязненных заготовок.
Главный минус рутилового покрытия — ограниченная область использования. В частности, такими электродами нельзя соединять элементы, которые планируется эксплуатировать при высоких температурах. Есть и другой недостаток: низкая химическая чистота и высокая текучесть металла.
Кислое (маркировка А)
Основное преимущество обмазок с маркировкой А — нулевой риск образования пор в области сварочного шва, даже при наличии на соединяемых элементах слоя окалины и (или) ржавчины. К особенностям этого варианта также относится легкость зажигания и равномерное горение дуги. Данный вариант используют при минимальных требованиях к готовой конструкции. Стержни с кислым покрытием можно использовать при переменном и постоянном токе.
Достоинства:
- низкая себестоимость работ;
- минимальная трудоемкость удаления шлака;
- возможность применения при постоянном и переменном токе;
- простота хранения;
- высокий уровень раскисления.
К минусам относят:
- вредные для здоровья испарения;
- высокий уровень текучести металла;
- брызги при сварке;
- большая вероятность образования горячих трещин.
Целлюлозное
Изделия с обмазкой, выполненной из целлюлозы, маркируют буквой Ц. Их отличает стабильное горение дуги при постоянном токе. Такие расходные материалы применяют при сварке магистральных труб из низкоуглеродистых сортов стали.
Преимущества:
- качественный провар;
- минимум шлака.
Данная категория не рекомендуется для работы со сплавами с большим содержанием углерода. Еще один недостаток — раскаленные металлические брызги во время работы. При использовании с переменным током требуется дополнительное оборудование.
В зависимости от соотношения между двумя диаметрами: общим и внутренней части изделия, электроды разделяют на 4 категории:
- тонкие (маркировка М). Соотношение от 1,2;
- средние (С) — от 1,45;
- толстые (Д) — до 1,8;
- особо толстые (Г) от 1,8.
Толщина покрытия для качественной продукции колеблется в пределах 0,5-2,5 мм. По массе это составляет 20-40% от одноименного параметра внутреннего стержня.
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Электроды с целлюлозным покрытием
Схема испытания соединителя электрода на долговечность.
Они характеризуются большим количеством целлюлозы, ее количество доходит до 45%. Шлакообразующими составляющими являются тальк, гематит, марганцевая руда и рутил. Как связующий элемент применяется жидкое стекло, а в качестве раскислителя используется ферромарганец.
То, что в оболочке много целлюлозы, дает возможность обеспечить хорошую газовую защиту. В газах много водорода и оксида углерода, но мало кислорода, что позволяет создать слабоокислительную атмосферу сварочной дуги.
Гематит и марганцевая руда используются для того, чтобы подавить процесс восстановления кремния. В шве мало кислорода, есть мелкодисперсные включения кремния, что делает его пластические свойства средними.
Такими электродами можно варить шов в любом пространственном положении, металл проваривается хорошо, с обратной стороны формируется плавный валик, скорость проведения работ высокая. Часто такие электроды применяют при соединении магистральных трубопроводов.
Их недостатком является то, что шов может иметь грубочешуйчатую поверхность, по кромкам сваривания могут появляться подрезы, в шве много водорода, во время работы разбрызгивается много металла.