Как правильно варить угловой шов?
Содержание:
- Настенные и напольные светильники в детской
- Технология электросварки трубопровода
- Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
- ДВП или MDF?
- Сварка корневого валика (рис. 51)
- Технология сварки
- Как варить угловой шов электросваркой
- Распространенные сложности
- Разновидности сварных швов и соединений труб
- Техника сверху вниз
- Приварка пластины к трубе вертикального положения (рис. 77)
- Виды и причины несплавления
- Видео: как запустить заклинивший мотор-компрессор холодильника
- Изумительной красоты хрустальная жеода, которую легко соорудить из простого стекла и цемента
- Различные технологии
- Первые шаги
- Декор, обновление и изготовление мебели
- Как защитить колодец от загрязнения
- Видео
- Рейтинг 7 лучших уличных IP-камер
- Инструкции по устройству бассейнов
Настенные и напольные светильники в детской
Настенные и напольные светильники не являются сильно необходимыми в детской, но по желанию их также можно использовать.
Бра и торшеры можно назвать локальными осветительными приборами, они обеспечивают средний уровень освещения. Хоть и считается, что в детской вполне достаточно люстры или встроенных лампочек, а также настольных ламп, настенные светильники все же можно повесить в качестве дополнительного или декоративного освещения.
Единственный момент, который нужно учесть — бра и торшеры лучше использовать при обустройстве комнаты для подростка, поскольку маленькие дети могут случайно задеть их во время игр и травмироваться, а безопасность всех элементов интерьера является самым важным критерием при обустройстве детской комнаты.
Технология электросварки трубопровода
Чтобы надежно соединить две трубы, нужно правильно состыковать их. Затем сформировать сварной шов выбранным методом.
Правильная стыковка труб
Этот этап сварочных работ выполняют следующим образом:
- Элементы трубопровода закрепляют в тисках или другом устройстве, устанавливая их встык или внахлест. Место соединения прихватывают электродом в нескольких местах. При формировании 2 точек их размещают на разных сторонах окружности.
- Если предусмотрена единственная «прихватка», начинают приваривать стык с противоположной области.
Пошаговая инструкция
Ровно установив элементы, приступают к процессу сварки. Его проводят так:
- Настраивают параметры работы аппарата в соответствии с выбранным способом сварки труб.
- Возбуждают электрическую дугу. Для этого касаются электродом металлической поверхности.
- Формируют сварной стык. Чтобы понимать, как правильно варить трубы отопления, нужно разбираться в типах швов. Вариант выбирают после начала сварки. Направления движений зависят от конфигурации трубопровода, материала его изготовления, профессиональных навыков сварщика. Соединение должно начинаться и заканчиваться в одной точке.
После завершения работы со швом удаляют шлак, имеющий вид наплыва. После этого осуществляют пробный пуск коммуникационной линии, оценивая качество сварки.
Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
ДВП или MDF?
Для окончательного определения, что такое МДФ и чем отличается от ДВП, достаточно описания технологии производства. ДВП, известная под названием «оргалит», расшифровывается как древесноволокнистая плита, производится влажным прессованием древесной пыли. Технология изготовления не позволяет ДВП быть большой толщины. Распространённая толщина ДВП — 3,2 мм. Толщина плиты МДФ может превышать 20 мм.
При изготовлении фигурных и гнутых изделий из полуфабриката MD, толщина задается габаритами детали. ДВП служит элементом мебели в виде задней стенки или дна выдвижных полок корпусной мебели. Крепление ДВП осуществляется без предварительно сверления отверстий. Для крепления плиты МДФ часто используется шканты или метизы, для которых необходимо сверлением подготовить отверстие. Толщина плиты позволяет производить фрезерование поверхности. Для поклейки отлично подходит клей для древесины.
Сварка корневого валика (рис. 51)
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 52) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е. точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом. Это необходимо для качественного зажигания нового электрода. Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80…90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 53) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и .подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60…90 А, для X-образной разделки — 90…100 А.
3. Сварка методом «лестница» (рис. 54) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом. Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках — максимальная, переход — более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А — для V-образной разделки кромок и средний 90-100 А для Х-образной. Сварочный процесс вести непрерывно (исключение — замена электрода и сварка тонкого металла).
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис. 55). Первый проход (из положения 1 в положение 2) следует производить быстро.
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру. При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку. Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов. Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Технология сварки
Качественное соединение сварочного шва угловой конфигурации можно получить при установке «лодочкой». Это объясняется тем, что при помещении на горизонтальную поверхность жидкий металл начнет стекать вниз. При «лодочке» такого не происходит, и шов не будет иметь дефектов по этой причине.
Свое название метод получил благодаря форме подставки в виде буквы «V», напоминающей лодку. При любом способе расположение электрода должно быть таким, чтобы дуга достигала кромок обеих частей, что обеспечивается его правильным наклоном.
Для сварки угловых соединений подойдет обычное оборудование. Можно использовать несложный сварочный аппарат трансформаторный. Недостатком являются большие размеры, что вызывает проблемы при перемещении. Более мобильный вариант — инвертор. Он обладает небольшими габаритами и массой, имеются разные режимы. С его помощью достигается стабильность горения дуги.
Ток настраивается в прямой зависимости от диаметра выбранного электрода и толщины свариваемых изделий. При более высоких его значениях имеется опасность появления прожогов, а при низких возможно залипание электродов. Движение электродов при угловой сварке может иметь колебательный характер, что дает отличное качество шва.
Допускаются и другие перемещения: в разных направлениях по горизонтали, при верхнем и нижнем положениях.
Выполнение потолочного шва возможно при условии быстрого затвердения. Для этого применяются электроды, имеющие тугоплавкое покрытие, а сварку совершают круговыми движениями. Такая позиция для сварщика является неудобной. Кроме того, если отдаляется электрод, то дуга сразу гаснет, металл остывает, а уменьшение сварочной ванны грозит коротким замыканием. Прогрев места сварки снизу также порождает сложность, поэтому при возможности желательно прибегать к другим вариантам.
При расположении углового шва при сварке внизу предпочтителен способ «лодочка». Выполнять его в этом положении гораздо легче, чем наверху, и результат будет более качественным, а риск непровара и подреза кромок станет минимальным. При сваривании труб для состыковки используется раструбный метод, при котором потребуется центрирующее приспособление.
Особую проблему представляет угловой шов, сварка которого должна производиться в местах, доступ куда является затруднительным, в частности, при стыковке труб. В этом случае необходимы следующие инструменты и расходные материалы:
- специальный паяльник;
- дополнительные насадки;
- резак;
- раствор для обезжиривания;
- соединительные элементы.
Трубы расплавляются паяльником, с помощью насадок соединяют их отдельные элементы. Если предстоит выполнить вертикальный шов, необходимо обеспечить фиксацию заготовок. В нескольких местах с целью прихватывания используются поперечные перемычки. Двигаться следует снизу вверх, применяя метод наклонных электродов. Стекание вниз расплавленной жидкости может привести к некачественному выполнению.
После окончания процесса на сваренных поверхностях, как правило, остаются застывшие капли и брызги, а также окалины. Требуется заключительная обработка. Она производится с помощью зубила и молотка. Кроме того, может возникнуть необходимость сравнять выпуклую поверхность шва. Это делается углошлифовальной машиной.
Как варить угловой шов электросваркой
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Приварка пластины к трубе вертикального положения (рис. 77)
Сварку производить «углом назад». 1-й валик должен быть по полноте «нормальным» с максимальным проплавом и минимальным по сечению.
Второй валик выполняется электродом диаметром 4 мм на сварочном токе в среднем или максимальном диапазоне в зависимости от толщины металла.
«Замок» второго валика не должен совпадать с «замком» первого валика.
В зависимости от заданного катета выбрать скорость продвижения электрода. Сварку производить без манипулирования, используя длину дуги (короткую или среднюю). Электродом диаметром 4 мм (со средним покрытием по толщине, марки: УОНИИ, MР, АНО и др.) равномерный катет на обе кромки в один проход можно выполнить максимальным в 7-8 мм. Если требуется выполнить катет более 8 мм, необходимо сварку произвести в несколько проходов. Третий валик выполнить на основание, как в нижнем положении, добившись плавного начала валика. При подходе к началу валика обить шлак и если крутое и высокое начало — произвести механическую зачистку или подрубку. Остановка перед началом валика не должна быть менее 15 мм. Переплавив начало третьего валика и не обрывая дуги, подняться на третий валик и начать выполнять четвертый так, чтобы нижний край жидкой ванны соединялся с вершиной третьего валика и образовывал на наружной поверхности заданную форму шва {«нормальный» или «вогнутый»). Техника сварки четвертого валика та же, что и третьего. При замене электрода вновь подготовить площадку (обив от шлака) под сварку пятого валика. В зависимости от глубины и величины незаполненного катета между четвертым валиком и вертикальной стенкой трубы, сварку выполнить в один или два валика. Последний — верхний валик (пятый или шестой — выполнить «нормальным» без подреза на вертикальной стенке. Для этого необходимо, чтобы после предпоследнего валика (четвертого по рис. 77). оставалась минимальная площадка. Пятый валик выполняется почти как горизонтальный на сварочном токе в среднем диапазоне электродом диаметром 4 мм или 3 мм в зависимости от толщины металла и диаметра трубы и величины незаполненной разделки (незаполненного катета).
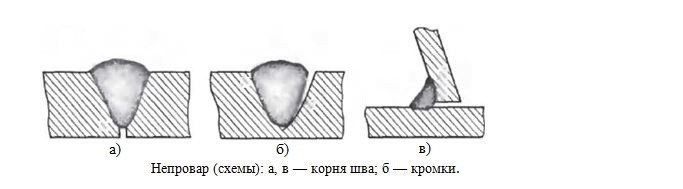
Виды и причины несплавления
Дефект проявляется в разном виде. Бывает непровар корня сварного шва (первый вид) и кромок (второй вид).
Непровар в сварном соединении первого вида характеризуется несплавлением металлов в корне шва. Нагрузки, особенно ударные, уменьшают сопротивляемость участка деформации. Причины непровара в корне шва:
- маленький зазор;
- мелкий наконечник горелки;
- мягкое пламя;
- отсутствие сварочного ушка;
- высокая скорость сварки;
- ржавая, окисная, грязная поверхность кромок.
Существует такое понятие, как местный непровар кромок. Это попадание расплавленной детали на поверхность нерасплавленной. Между металлами не образуется прочной связи, а шовный валик способен даже отделиться от кромки. Причинами становятся:
- плохое расплавление;
- нахождение горелки в одной стороне;
- мелкий наконечник;
- большой промежуток между ядром пламени и поверхностью металла.
В случае, когда жидкий металл натекает на кромки основного непрогретого материала, образуются наплывы. Чаще всего они встречаются во время сварки горизонтальных швов. Их легко увидеть и ощутить на гладкой поверхности.
Наплывы формируются ввиду того, что:
- металл сплавляемого предмета недостаточно прогрет;
- мастер неправильно ведет пруток;
- допускается промах в расчете угла наклона для мундштука от горелки.
Под наплывами обычно скрываются непровары. Есть и другие дефекты, которые могут испортить конструкцию.
Видео: как запустить заклинивший мотор-компрессор холодильника
Изумительной красоты хрустальная жеода, которую легко соорудить из простого стекла и цемента
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу — «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода — 3 мм. Ток имеет небольшое значение — 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Первые шаги
Если вы хотите научиться варить, то специалисты рекомендуют проводить опыты на металлических валиках. Таким образом, вы можете понять суть задачи, как научиться варить вертикальный шов. Здесь нет необходимости создавать необходимого качества сварного шва. Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Какие валики используются для работы
Теперь попробуем определиться, как варить вертикальный шов без отрыва, используя валики. В данном случае, необходимо вставить электрод рабочий держак. Для того чтобы создать требуемый ток в электроде, необходимо создать минимальное трение между электродом и металлической поверхностью. Для этих целей, достаточно создать усилие трения по поверхности или без усилия постучать по рабочей части металла.
Когда появится электрическая дуга, вертикальный шов электродуговой сваркой толстого металла, при помощи электрода, направляется на заготовку, где необходимо выдержать минимальный зазор между рабочей зоной электрической дуги и поверхностью металла. Зазор в данном случае должен иметь постоянный режим дуги пламени. Как правило, для вертикального шва электродуговой сваркой тонкого металла, выдерживается дистанция размером в 3-5 мм.
Варианты получения качественного шва
Теперь необходимо определить, какой метод отлично создаётся при сварке вертикальных швов. В качестве варианта необходимо использовать один из нижеперечисленных методов
В данном случае обращаем внимание, что отличный результат может показать только опытный практикант или специалист широкого профиля:
- Технология лесенка (зигзагообразная).
- Методика ёлочка.
Движение электрода методом «ёлочки»
- Петлевидная система.
- Серповидная система.
Новички на первых порах могут взять в качестве экспериментальных материалов, различные валики, где можно поучиться основным принципам проведения вертикальной сварки. Используйте подручные средства, соблюдайте меры безопасности, набирайтесь опыта у мастеров
Обратите внимание на то, что вертикальные соединения швов предусматривает несколько вариантов исполнения, в том числе тавровые, внахлёст, стыковые и угловые. Каждый метод имеет как общие принципы сварочных работ, так и индивидуальные хароактеристики, которые переплетаются с иными способами и технологиями
Обращаем также внимание на то, как проводится технология сварки, сколько требуется слоёв и прочие технические и физические характеристики. В некоторых случаях, не последнюю роль играет диаметр электрода, который оказывает влияние на нанесение требуемого количества слоя сварки
Соблюдаем минимальные требования пожарной и электрической безопасности при проведении сварочных работ.
Декор, обновление и изготовление мебели
Как защитить колодец от загрязнения
Видео
Рейтинг 7 лучших уличных IP-камер
Инструкции по устройству бассейнов
Каждый может сделать бассейны на дачах своими руками, но все мероприятия нужно делать пошагово. После того как определено место, где будет располагаться конструкция, составляют план. В нем обязательно нарисовать все коммуникации, точные величины сооружения. Невозможно выполнить работу без схемы, на которой указано, где расположено оборудование, предназначенное для циркуляции, очищения воды. На территории необходимо разметить место для рытья котлована.
Заранее тщательно продумать, чтобы не пришлось в дальнейшем менять решение. Потому что копать и кидать землю это нелегкая работа. После выкапывания котлована, пространство между ним и стенками чаши заполняют песком, сверху укладывают слой гидроизоляции. Им могут быть рулонные битумные материалы или геотекстиль. Рубероид следует укладывать внахлест, а потом склеить специальной мастикой либо пройтись полипропиленовой горелкой. Геотекстиль слепляют двухсторонним скотчем.
Из полипропилена и стекловолокна
К быстрому способу устройства бассейна относится установка чаши, выполненной из полипропилена либо композитных материалов. Конструкцию изготавливают в заводских условиях, готовую привозят заказчику. Используемые материалы обладают устойчивостью к воде, механическим воздействиям. Готовую полипропиленовую либо стекловолоконную ванну внутри отделывать дополнительно не нужно. После доставки ее просто надо поставить в котлован, а по всей длине бортов соорудить армирующий слой.
Внимание!Под палящими лучами солнца полипропиленовое дно и стенки могут стать мягкими, потому что материал под воздействием высокой температуры расширяется.
Будет заметно, что поверхность немного станет волнистой, но после того как жара начнет спадать, конструкция опять примет первоначальную форму. Композитный стеклопластик обладает устойчивостью к нагреванию, однако его стоимость более высокая. Остальные характеристики этих двух материалов почти одинаковые, собирают чаши по единой технологии. На дне вырытого котлована заливают бетонную плиту.
Ее толщина должна быть не меньше 25 см и не больше 30 см. Раствор делают с использованием цемента марки М300 и выше. После того как установят купальню, приступают к монтажу коммуникаций, армируют стеклопластиковым либо стальным слоем из 6-8 мм прутьев. Внутри чаши ставят распорки и в нее наливают немного воды. В пространство, которое образовалось между стеной котлована и купальней, заливают раствор бетона. Как только он застынет, обустраивают края, облагораживают территорию около конструкции.
Еще во дворе частного дома можно поставить полипропиленовый бассейн с применением листов, изготовленных из этого же материала. Их толщина должна быть выше 8 мм. Купель можно построить разной конфигурации и размера
Очень важно постараться правильно выполнить сварку листов
Работу проводят сварочным экструдером и термофеном. Полипропиленовую либо стекловолоконную чашу маленького размера не нужно армировать и заливать бетонным раствором. Можно просто с наружной стороны засыпать щебенкой, а потом уплотнить.
При сооружении купальни в регионах с холодными зимами, всю чашу и трубы перед тем, как предстоит заливать бетонным раствором, утепляют толстым пенополистиролом. Это поможет в определенной степени не допустить их промерзания, если вода из системы будет плохо слита. Однако так как такая мера не всегда помогает, необходимо полностью и качественно освободить трубы от воды.
Из бетонного монолита
Для конструкции из бетонного монолита используют опалубку, при помощи которой формируют пол бассейна и бортики. В дальнейшем их облицовывают кафельной плиткой или мозаикой. Состав бетонного раствора похож на тот, что используют при установке чаши из пропилена. На дно котлована кладут 2 слоя арматуры с 15-20 см ячейками. Вовнутрь получившегося строения собирают устройства, предназначенные сливать воду.
Бетонный раствор заливают таким образом, чтобы к сливному отверстию был небольшой уклон. Дождавшись, когда бетон станет твердым, по всей длине чаши для стенок устанавливают арматуру и опалубку, необходимую для того, чтобы их залить. В результате вся бетонная поверхность будет гидроизолирована обмазочным материалом.
Неровные борта оштукатуривают, обязательно используя металлическую или дорогую композитную полимерную армирующую сетку. Изделие из полимерных материалов не заржавеет. Если сетку не использовать, то слой штукатурки, которым выравнивают поверхность, начнет быстро разрушаться. Для отделки купели используют:
- кафель;
- мозаику;
- ПВХ пленку.
Эти декоративные материалы обеспечивают сооружению симпатичный вид, но и защитят бетонный раствор от отрицательного воздействия воды. К выполнению этой работы нужно подойти со всей ответственностью, иначе в ближайшее время конструкцию придется капитально ремонтировать, а то и заливать заново.
Пруд на даче своими руками с фото и пошаговой инструкцией
Проще задекорировать чашу пленкой. Материал расстилают, расправляют, спаивают обрывки в цельное непроницаемое полотно. Ступени покрывают ребристой пленкой, чтобы не скользили. Намного сложнее облицовывать бассейн декоративным плиточным материалом. Выполняя такую работу, следует пользоваться водостойким клеем, в затирочных составах должны присутствовать добавки против грибков.
Из деревянных щитов
Чтобы соорудить деревянный бассейн, нужно купить оструганные доски, их толщина должна составлять не меньше 30 мм, бруски 60х60 мм. Материал обязательно обрабатывают антисептическими составами. Купель получится восьмиугольной формы. Сбивают 8 щитов, их высота должна быть как глубина чаши. Сооружение ставят прямо на поверхность земли либо немного заглубляют.
При заглублении копают котлован, укладывают арматуру, заливают бетонный раствор. Собирая щиты в цельную конструкцию, обязательно проделывают все нужные отверстия. Укладывают в чашу пленку ПВХ, устанавливают лестницу и приводят в порядок борта. Еще бассейны возводят из крупных покрышек и пластиковых бутылок.