Как научиться варить электросваркой
Содержание:
- Конструкция инвертора для сварки
- Как варить шов
- Сварка без электродов
- Особенности сварки тонколистовых металлов
- Виды электросварки
- Освещение в большой кухне
- Перечень материалов и инструментов
- Как сварить трубопровод?
- Как варить макароны в микроволновке?
- Правильная техника сварки с помощью полуавтомата
- Как выполнять работы?
- Зачистка сварных швов
- Технология ручной дуговой сварки
- Как варить макароны в мультиварке?
- Зажигание дуги
- Что потребуется для работы начинающему сварщику
- Как подготовить сварочный аппарат к работе?
- Советы как научиться варить электросваркой самостоятельно
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.
Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием)
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным
Сварочная дуга
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
https://youtube.com/watch?v=_9i1u5ihIHI
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
https://youtube.com/watch?v=N1Q5pQpXDmI
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Особенности сварки тонколистовых металлов
Сварка тонколистовых металлов более сложна, так как такой металл легче прожечь. Рекомендуется выполнять следующее:
- Варят в режиме обратной полярности, величина силы тока минимальна.
- Чем меньше длина шва, тем меньше коробление, поэтому варят прерывистым швом, иногда перемещаясь в другую зону стыка.
- При сварке встык добиваются минимального зазора между кромками.
- При сварке внахлёст плотно прижимают листы друг к другу во время сварки, чтобы не допустить зазора.
- В случае, если толщина металла не превыщает 1,5 мм, то рекомендуется использовать сварочные полуавтоматы с проволокой, так как обычные электроды будут прожигать заготовку.
Ручная дуговая сварка – сложный процесс, но при должном старании можно научиться этому делу.
Виды электросварки
Чтобы понять основы электросварки, нужно разобраться в сути самого процесса. Соединение металлических элементов происходит в результате локального расправления под воздействием высоких температур. Создаётся дуга, которая расплавляет металл, затем готовая конструкция остывает, становится прочной, цельной.
Создать дугу можно двумя способами:
- на постоянном токе;
- на переменном токе.
Для сварки постоянным током используются инверторы. Они создают дугу со стабильными электрическими параметрами, что упрощает процесс сварки:
- формируется ровный однородный шов;
- не разбрызгивается металл.
Многие инверторы имеют стандартные предустановки, оснащенные защитными функциями, которые позволяют контролировать текущие параметры. Они могут использоваться новичками или профессионалами.
Для сварки на переменном токе необходимо применять трансформаторы. Их преимущества: высокая мощность, неприхотливость к параметрам сети. Но при этом у них большой вес, высокий уровень шума. Кроме того, они могут создавать помехи в электросетях.
Освещение в большой кухне
Перечень материалов и инструментов
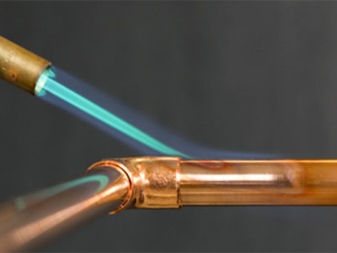
Как сварить трубопровод?
Преимущественно стыковой шов применяется при сваривании трубопровода. Каждая кромка проваривается по высоте стенок. Чтобы уменьшить наплыв в трубе, нужно отрегулировать наклон электрода по горизонтали в 45 градусов. Высота соединения равна 0,2 см, ширина – 0,7 см. Если же сваривать внахлест, высота изменится до 0,3 см, ширина останется той же.
Чтобы приготовиться к сварке трубопровода, необходимо:
- заготовку хорошенько очистить;
- деформированные торцы обрезать или выпрямить;
- кромки зачистить.
Далее уже можно приступить непосредственно к сварке. Каждый стык обрабатывается. Поворотные и неповоротные соединения нужно обработать в 2 слоя (хотя бы в 2 слоя, возможно, и больше). Например, если ширина стенок до 1,2 см, то слоев нужно 3. А если ширина уже 2 см, то потребуется 4 слоя.
Что характерно для сварки трубопровода, так это то, что каждое накладываемое на стык соединение очищается от шлака, и только потом приступают к следующему. Самым важным точно будет первый шов. Его обязательно проверяют на трещины. Если таковые обнаружены, сварку нужно произвести снова. Второй слой и последующие делают с неспешным проворотом труб.
Как варить макароны в микроволновке?
Приготовить их в этом устройстве можно по несколько необычному рецепту, добавив в блюдо сыр, который разнообразит вкус, придаст ему большей насыщенности.
Изучить процедуру можно на примере того, как варить макароны рожки в этом устройстве, для чего понадобятся такие ингредиенты:
- Основной компонент – 100 г;
- Вода – 200-250 мл;
- Сыр твердых сортов – 70 г;
- Масло сливочное – 20-30 г;
- Соль – 1 ст. л.
Готовится блюдо таким образом:
- Подготовьте посуду, которая используется для готовки в микроволновой печи. Обычно выполнена она из стекла, керамики. Емкость должна быть глубокой, чтобы блюдо правильно приготовилось;
- Залейте в нее воду, подсолите ее;
- На устройстве выберите мощность в 1000 Вт, а время поставьте в 5 минут, предварительно отправив в него посуду с жидкостью. Данных параметров будет достаточно, чтобы последняя вскипела;
- Когда это произойдет, извлеките емкость с водой, заложите в нее макароны вида рожки, снова отправьте посуду в микроволновку, выставив время в 7 минут. Если на упаковке даны другие рекомендации по времени приготовления продукта, следуйте им, но учтите, что к указанной длительности приготовления в обычных условиях следует прибавить 2 минуты;
- Если в емкости осталась жидкость после варки, откиньте блюдо на дуршлаг, дайте ему стечь;
- Переместите изделия в тарелку, добавьте масло, размешайте, а следом посыпьте их тертым сыром, но не размешивайте. Он расплавится и создаст аппетитную, вкусную мягкую корочку;
- Сразу подайте яство, пока оно еще горячее.
Этот способ подойдет и, если вас интересует, как варить ракушки, другие виды продукта небольшого размера, имеющего различные формы. Такой способ приготовления актуален и для случая, когда нужно просто отварить этот продукт, чтобы использовать его в качестве классического гарнира. Необязательно применять сыр – подать его можно с овощами, зеленью, мясом, рыбой и т. д.
Watch this video on YouTube
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
-
Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
-
Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
-
Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. -
Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. -
Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Как выполнять работы?
Процесс сварки – это технология, отличающаяся высокотемпературными условиями. Чтобы провести ее грамотно, нужно сформировать и удержать электродугу от электрода к той детали, которую надо приварить. Под воздействием дуги расплавится материал основания и металлический стержень. Сформируется так называемая сварочная ванна, где главный и электродный материал перемешаются. И значения этой ванны будут зависеть от режима сварочных работ, от места работы, от того, с какой скоростью перемещается дуга, от параметров кромки. Обычно ее ширина соответствует 1,5 см, глубина – 0,6 см, а длина – 3 см.
В процессе расплавления электродное покрытие сформирует газовую специальную зону в области самой дуги и поверх сварочной ванны. Эта спецзона вытеснит из рабочего участка воздух, что не даст произойти реакции расплава и воздуха. Там же присутствуют пары металлов. Поверх соединения образуется шлак, который также не даст реакцию расплава и кислорода. При поэтапном устранении электродуги сформируется соединение, объединяющее детали сварки. Сверху соединения будет защитная шлаковая прослойка, которая потом уберется.

Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://youtube.com/watch?v=n3DtsW-YPQg
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.

Как варить макароны в мультиварке?
Это устройство значительно облегчает процесс готовки, что касается и варки данного продукта. Если вы считаете, что его использование не является необходимостью, многие хозяйки вам возразят, ведь оно действительно удобно в применении. Для приготовления возьмите стандартный для этого набор компонентов:
- Основной ингредиент – 200 г;
- Вода – 0,5 л;
- Соль – 1-2 ст. л.;
- Сливочное масло – по вкусу.
Вот как варить макароны в мультиварке:
- Заложите основной ингредиент в чашу приспособления, залейте в нее воду, которая должна быть горячей;
- Сразу добавьте в состав сливочное масло, соль;
- Выставьте режим «Плов» либо «Варка на пару». Некоторые приспособления обладают функцией «Макароны», и, если таковая имеется, выбирайте ее;
- Поставьте время в 8 минут в случае, если ваша задача – как варить макароны спиральки, бантики, ракушки, рожки – любые их виды небольших размеров. Если готовите более крупные изделия – например, спагетти, понадобится больше времени – порядка 11-12 мин. Оптимальная температура – 100 градусов C;
- Спустя обозначенное время помешайте блюдо, попробуйте его – оно уже должно дойти до готовности. Если нет, выставьте таймер еще на несколько минут, продолжив готовить его;
- В процессе приготовления вода должна испариться, поэтому ее, как правило, сливать не приходится, а, перемешав, можно подавать яство на стол, по желанию добавив в него овощи, сыр, зелень, любые ингредиенты, либо просто в качестве гарнира.
Watch this video on YouTube
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.

Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания. Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Как подготовить сварочный аппарат к работе?
- Нужно проверить ток и напряжение. Показатели должны быть равны и в устройстве, и в электросети.
- На инверторе надо выставить расчетные данные мощности тока, которые будут соразмерны конкретному диаметру электрода. Настроечный блок предложит выбрать напряжение, и его нужно выставить. Подсоединение осуществляется спецвилкой и наконечником.
- Заземление следует прочно закрепить. Проверить изоляцию провода, который должен пребывать в держателе.
- Если есть необходимость, можно пользоваться спецудлинителем, который подключается без промежуточного шва.
- Если в доме или гараже не исключены перепады напряжения, они могут разом вывести сварочный прибор из строя. Потому электрический стабилизатор в такой ситуации точно лишним не будет. Он обеспечит поддержание напряжения.

Далее нужно сказать про выбор тока и зажигание электрической дуги. Ток, конечно, ключевой параметр сварки, влияющий на тип и характер соединения. Силу тока обеспечит и положение изделия, и параметры электрода. Например, самый большой показатель принято выставлять, чтобы сварить горизонтальные конструкции.

Другие важные параметры сварки.
- Зажигание дуги. Делать это можно двумя путями. Первый путь – касание. Электрод устанавливается под углом 60 градусов, им неспешно ведут по покрытию. При появлении искр нужно совершить касание электродом металла и приподнять его не выше 0,5 см. Если все успешно, появится электродуга. Если она не появилась, скорее всего, нужно увеличить силу тока. Второй способ – чирканье. Нужно установить электрод к покрытию изделия и осуществить действие, напоминающее зажигание спички.
- Наклон/движение электрода. Когда зажечь и поддержать электродугу получается без проблем, можно приступать к направлению валика. Электрод аккуратно перемещается горизонтально с несильными колебательными движениями. Расплав будто бы загребают к середине электрической дуги. Получается ровное соединение с небольшими волнами. Новички делают наклон в 70 градусов, по вертикали можно незначительно отклониться.
- Выгорел электрод при сварке. Если дело развивается именно так, процесс нужно приостановить. Выгоревшую деталь меняют, шлак устраняют, сварку продолжают. Примерно в 1,2 см от сформированного соединения зажигается дуга. Электрод к углублению нужно поднести так, чтобы появился металлический справ из двух электродов.
- Как перемещается электродуга. Поступательно – относительно оси электрода. Так легко поддерживать дугу. Продольное – это обычное соединение, но тонкое. Чтобы его зафиксировать во время перемещения электрода, нужно сделать поперечные движения. Поперечное перемещение помогает получить нужную ширину соединения, которая подбирается с учетом габаритов и месторасположения соединения.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
https://youtube.com/watch?v=tf5-uJ_pn-o
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.