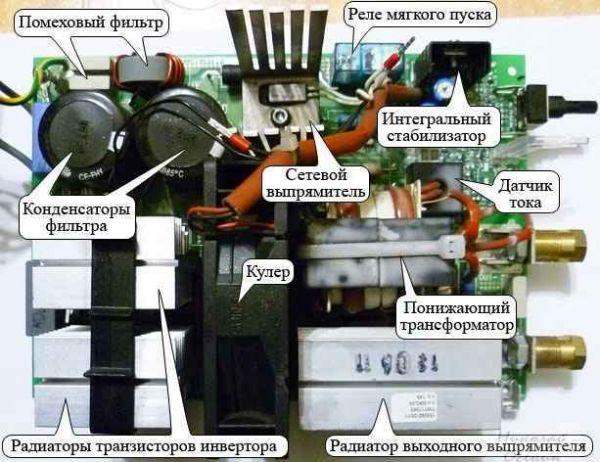
Как превратить старую микроволновку в сварочный аппарат
Содержание:
- Как сделать трансформатор
- Сайдинг как материал для облицовки стен и фасадов
- Методика изготовления
- Приступаем к сборке понижающего трансформатора для аппарата точечной сварки
- Как изготовить сварочный аппарат
- Управление самодельным аппаратом
- Как управлять самодельным сварочным аппаратом
- Органы управления самодельной точечной сваркой
- Техническая поддержка и партнерская программа
- Сварочник из электромотора
- Полукосвенное включение
Как сделать трансформатор
Сначала я распилил трансформатор, чтобы снять вторичную обмотку, и повторю еще раз:
Обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.к
на ней напряжение порядка 2000В и он может убить человека на расстоянии!
С медного провода на 50кв. мм я снял изоляцию, т.к. она слишком толстая и рассчитана на 600 вольт, а у точечной сварки бывает напряжение 2-3 вольта всего.
Как шутят бывалые: Хватит и папируса для изоляции
Новую изоляцию я сделал из тканевой изоленты, провод получился заметно тоньше, в итоге на трансформатор влезло 3 вика провода — это уже хорошо, с родной изоляцией влезало всего 2 витка.
Что следует учесть при намотке вторичной обмотки трансформатора для точечной сварки:
- чем толще провод вы используете, тем меньше он будет греться и больший ток во вторичной обмотке вы получите, лучше даже использовать 70-100 кв.мм. Вся проблема в том, что окно для намотки провода в трансформаторе микроволновки остается не такое большое, как хотелось бы. Но если использовать другой трансформатор с большим железом, например ОСМ-1, то можно впихнуть и провод потолще.
- чем больше витков вы намотаете, тем больше будет напряжение во вторичной обмотке, у меня получилось 2.5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.
- для наивысшего кпд сварки, провода до электродов должны быть минимальной длины, в проводах длиной пару метров, вы уже получите значительное падение напряжения, также следует максимально заполнить окно магнитопровода обмоткой.
После намотки вторичной обмотки транса, я склеил сердечник эпоксидной смолой.
Далее я припаял медные наконечники на концы провода от трансформатора, паял их газовой горелкой, сначала залудив их, а затем вставил в наконечники и добавлял припой пока наконечники не наполнил им полностью. Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода. С одной стороны я зачистил наконечники до меди, чтобы избежать лишних потерь из-за сопротивления припоя. Хотя в паяном соединении уже будут потери, но тут уже ничего не поделаешь…
Сайдинг как материал для облицовки стен и фасадов
Методика изготовления
Перед началом изготовления споттера необходимо сделать чертеж, подготовить все детали. Кроме переделанного самостоятельно трансформатора, понадобятся:
- диодные мосты Д32А и Д226Б;
- тиристор ПТЛ50;
- конденсатор на 1000МкФ;
- резистор на 100 Ом;
- предохранитель;
- кнопка включения.
Все узлы и детали должны быть удобно размещены в корпусе и изолированы друг от друга.
Самоделка начинает изготавливаться с обмоток трансформатора. После этого в схему подключаются по очереди остальные детали.
Корпус
Оптимально удобно использовать корпус разобранной микроволновки. Сняв диск и механизм вращения, следует укрепить дно фанерой или листом диэлектрика.
Сзади в месте вывода проводов, в отверстия вставляются болты, затягиваются гайками. К ним крепятся провода плюс и минус. С внутренней стороны крепление неподвижное. Снаружи клеммы кабелей должны свободно сниматься и фиксироваться гайками.
Под регуляторы силы тока и напряжения споттера используются имеющиеся в корпусе микроволновки отверстия.
В верхней части корпуса сверлятся отверстия, устанавливается ручка для удобного перемещения аппарата. Если споттер получился очень тяжелый, к нему приделывают колесики или монтируют его на крестовину от компьютерного кресла.
Схема управления споттером.
Держатель, электроды
Слесаря, занимающиеся рихтовкой автомобильных кузовов споттером, рекомендуют делать держатель из старого клеящего пистолета. Кабель заводится сзади. В передней части снимается носик и устанавливается втулка, прочно соединенная с корпусом и длинной трубкой. Кнопка заменяется выключателем.
При отсутствии подходящей поломанной техники, корпус ручки выпиливается из фанеры. Внутренняя поверхность покрывается изоляцией. На ручке делается отверстие под пускатель, чтобы кнопку нажимать, не отнимая руки.
Электрод в виде пластины с острым концом делается из меди. Он небольшой по длине и крепится на стержне гайкой и болтом с шайбами.
Можно сделать электрод из медной трубки. С кабелем она соединяется накидной гайкой или паяется. Рабочий конец сплющивается. Точка контакта с металлом корпуса должна быть минимальной.
Иноппуллер
Обратный молоток, с помощью которого вмятина постепенно выравнивается – иноппуллер. Он представляет собой длинный полый стержень, имеющий ручку. На конце его крепится приспособление для удержания электрода. Другой конец иноппуллера прикреплен к пистолету – держаку. Внутри проходит провод, подающий ток.
Приступаем к сборке понижающего трансформатора для аппарата точечной сварки
Первым делом аккуратно устанавливаем первичную обмотку на место вторичной. Если она садится довольно туго, не стоит убирать стеклоткань с жил (в редких случаях это может быть бумага). Это чревато повреждением изоляционного лака. Лучше немного постучать прямо по обмотке той же резиновой киянкой (только без фанатизма). Если и это не помогает, значит, с сердечника не до конца очищен старый лак и клей.
При установке первичной обмотки нужно быть предельно аккуратным
Выбираем кабель для вторичной обмотки трансформатора
Когда первичная обмотка встала на место, необходимо подобрать толстый гибкий медный кабель для вторичной. Идеально подойдёт кусок сварочного кабеля в толстой изоляции. Такие можно найти в «запасниках» гаражей. Они производились раньше. Сейчас изоляция сварочных кабелей очень тонкая. Но при отсутствии старого, можно использовать и такой.
Это уже готовый отрезок сварочного кабеля, который я использовал при сборке
А вот в обжимке наконечников будет заключаться основная сложность. Для этих целей используется довольно большой кримпер, который часто можно найти лишь на производстве. Здесь придётся обращаться к специалистам. Запомните, что ни в коем случае нельзя обжимать наконечники при помощи молотка и зубила. Во-первых, такое соединение будет ненадёжным, а во-вторых, неплотный контакт при высоких токах даст очень сильный нагрев, в результате чего аппарат может просто вспыхнуть.
Производственный кримпер – наилучший вариант для обжимки наконечников
Укладываем самодельную вторичную обмотку
Укладывая сварочный кабель, имейте в виду, что витки (их должно быть всего два) должны лежать плотно. От этого также зависит величина нагрева вторичной обмотки в процессе эксплуатации. Но чаще всего подобный кабель неплотно уложить не удаётся – не позволяет оставшееся пространство.
Аккуратно укладываем два витка сварочного кабеля – это и будет вторичная обмотка
Приступаем к окончательной сборке понижающего трансформатора для точечной сварки
Теперь нужно поставить на место платформу, которая была отпилена, и зажать получившийся трансформатор в тиски для большей плотности соприкосновения металла сердечника. Обратное соединение можно произвести при помощи той же сварки. У меня, на момент сборки, сварочника не было, а потому я скрепил детали сердечника, проложив по контуру слой эпоксидного клея. Получилось не хуже.
Сдавив платформу и сердечник в тисках, промазываем швы эпоксидным клеем
Промежуточная проверка трансформатора перед началом сборки аппарата
Настало время проверить, что получилось. Для этого на наконечники первичной обмотки нужно подать напряжение 220 в, а с вторичной обмотки мультиметром снимаем напряжение, выставив переключатель в режим переменки. В моём случае получилось, что напряжение на вторичной обмотке равно 2,106 в. Произведя нехитрые вычисления, можно определить, что при столь сильном понижении напряжения, сила тока возросла приблизительно до 800 А. Такие показатели практически идеальны для гаражного аппарата контактной сварки.
Мультиметр показал, что мы добились желаемого результата
Как изготовить сварочный аппарат
Споттер выполняется из двух основных частей — управления и трансформатора. На место старой обмотки наматывается новая.
Из сердечника нужно демонтировать обмотку.
- Для первичной обмотки понадобится 200 витков провода 2,5 мм².
- Для вторичной — 7 витков по 55 мм².
- Не забудьте изолирующий материал. Для этого пригодится технический картон.
- Напряжение на вторичном контуре должно быть не менее 12 В.
- Сборка управления проводится согласно схеме выше.
Для безопасной работы с точечным агрегатом необходимо собрать корпус. Он также защитит электронные части от попадания мусора и повреждений. Как сделать корпус своими руками? Можно использовать кожух от старой микроволновой печи.
- Прежде всего закрепите собранные части споттера на диэлектрической панели.
- Для удобной транспортировки изделия распределяйте детали по листу равномерно.
- Чтобы вам легче было перемещать устройство, прикрепите ручки и колесики.
После окончания работ займитесь креплением элементов, без которых прибор не будет работать. Это:
- Кабельные соединения трансформатора и электродов.
- Пистолет с электродом сварочного аппарата.
- Инопуллер (обратный молоток) для вытягивая вмятин на кузове.
Чтобы правильно рассчитать затраты на материалы, подготовьте заранее чертежи. Они позволят не переплачивать при покупке необходимых составляющих.
Для расчета сечения кабелей берут средние показатели: 1 мм² кабеля приходится на силу тока в 10 А.
Окончили сборку споттера? Соберите самостоятельно для него держатель.
Пистолет и электроды
Пистолет-держатель рекомендуют изготавливать из гетинакса. Этот материал состоит из нескольких слоев. Обладает изолирующими свойствами, благодаря входящей в состав бумаге. Бумажная основа пропитана эпоксидной смолой.
Для держателя подготовьте две одинаковые детали. При сборке поставьте кнопку запуска и электрод. Для электрода подойдет медный или бронзовый прут. После сборки деталей со стороны электрода проделайте отверстие для установки шайбы. Если вместо прута использовалась трубка, тогда расплющьте ее концы.
Подробности изготовления вы узнаете на видео:
Профессионалы отмечают, что, прежде чем приниматься за изготовление споттера, необходимо определиться с его характеристиками. А также продумать все этапы до мелочей.
Правильно смонтированный прибор обеспечивает:
- Хорошую производительность. Поможет вам быстро приваривать детали.
- Удобство. По сравнению с промышленными агрегатами, самоделка отличается компактностью.
- Качественную работу. После такой сварки не остается шлаков и окалин.
При желании можно изготовить самодельный споттер без лишних затрат. Не спешите утилизировать сломанную технику, она вам еще пригодится.
Управление самодельным аппаратом
Чтобы прибор не вышел быстро из строя, нужно знать не только как сделать устройство, но и как работать с ним, какой режим выбирать. Управление аппаратом не вызывает затруднений даже у начинающего пользователя. Для работы применяют 2 элемента:
- Рычаг, отвечающий за расстояние между электродами. Правильный выбор параметра обеспечивает надежный контакт свариваемых деталей. Рычаг снабжают винтовыми элементами, повышающими силу сжатия. При подготовке аппарата к работе ручку отводят вверх, что предотвращает замыкание электродов. Для этого к рычагу прикрепляют пружину нужной жесткости.
- Выключатель. Отвечает за пуск тока на контакты. Выключатель подсоединяют к первичной обмотке трансформатора. Если деталь используется в качестве прижимного элемента, ее располагают на рычаге. Это освобождает вторую руку сварщика, позволяя придерживать свариваемые заготовки. Качество сварных швов повышается.
Сварное оборудование надежно закрепляют на рабочем столе, используя струбцины подходящего размера. Иначе при нажатии на рычаг аппарат смещается, что приводит к ухудшению качества соединения.
Как управлять самодельным сварочным аппаратом
Несмотря на то, что контактная сварка является достаточно несложной технологической операцией, для достижения требуемого качества выполняемого соединения ей необходимо правильно управлять. Именно для этих целей следует оснастить самодельный аппарат из микроволновки соответствующими органами управления. Основными из них являются выключатель и рычаг, при помощи которого и обеспечивается требуемое усилие сжатия электродов и соединяемых деталей.
От усилия сжатия напрямую зависит качество получаемого соединения, поэтому рычаг для сварочного аппарата желательно делать более длинным
Очень важно, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на поверхности рабочего стола. Для этих целей используются струбцины
https://youtube.com/watch?v=2fkSOEFKUhI
Увеличить усилие, передаваемое электродами, можно не только при помощи рычага, но и посредством рычажно-винтового механизма, которым также можно оснастить аппарат, сделанный своими руками. Удобнее всего закрепить такой механизм непосредственно на рычаге, чтобы манипуляции с ним не отнимали дополнительного времени. Кроме того, такое расположение органов управления высвободит вторую руку оператора, которой можно будет придерживать соединяемые детали.
Особенностью работы на аппарате контактной сварки является то, что подавать ток на электроды можно только тогда, когда они находятся в сжатом состоянии. Если же включить подачу тока перед их сжатием, то они будут искрить в момент соприкосновения с деталями, а это приведет к их подгоранию и быстрому выходу из строя.
Вариант крепления неподвижного нижнего электрода
Выключатель, также относящийся к органам управления контактной сварки (в том числе сделанной из микроволновки), необходимо установить в цепь первичной обмотки. Если пренебречь этой рекомендацией и установить его в цепи вторичной обмотки, по которой протекает ток значительной величины, то выключатель создаст дополнительное сопротивление, что приведет к свариванию электродов между собой.
Для самодельного сварочного аппарата с трансформатором от микроволновки необходимо предусмотреть простейшую систему охлаждения, также сделанную своими руками. В качестве такой системы может быть использован обычный вентилятор. При помощи этого устройства можно будет охлаждать сам трансформатор, электроды и другие токопроводящие элементы. Конечно, такое охлаждение не будет слишком эффективным, и все равно придется делать регулярные перерывы в работе, необходимые для самостоятельного охлаждения всех нагревающихся элементов оборудования.
Процесс сварки, выполняемой на аппарате, сделанном своими руками, практически ничем не отличается от подобной технологической операции, осуществляемой на серийном оборудовании. Первым этапом такого процесса является сжатие деталей, в процессе которого происходит их пластическая деформация в месте будущего соединения. На втором этапе в зону сварки подается ток, проходящий через медные электроды.
Характеризуется этот этап образованием жидкого сварочного ядра, расширением сварной ванны и пластической деформацией и осадкой металла деталей в точке соединения. В этот момент расплавленный металл начинает выплескиваться из сварной ванны. После прекращения подачи тока в зону соединения она начинает охлаждаться, что сопровождается кристаллизацией расплавленного металла.
Готовый сварочный аппарат (вид сверху)
В результате прохождения описанных выше процессов в зоне соединения формируется литое ядро, отличающееся высокой прочностью. Полученная зона соединения характеризуется значительными остаточными напряжениями, которые можно минимизировать, если не сразу разжимать электроды после прекращения подачи тока, а выждать некоторое время. Можно даже несколько увеличить усилие на зону соединения после прекращения подачи тока, что также снизит остаточные напряжения и позволит добиться эффекта ковки.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
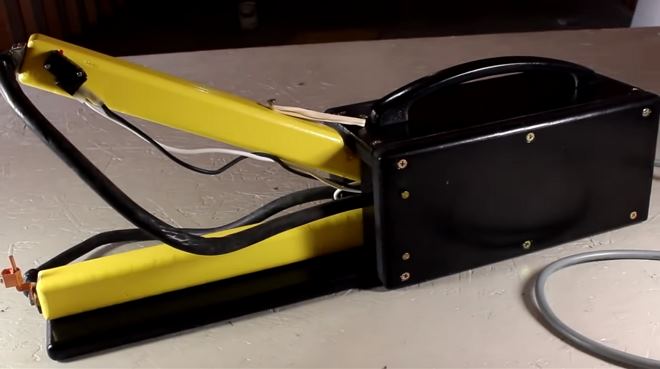
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
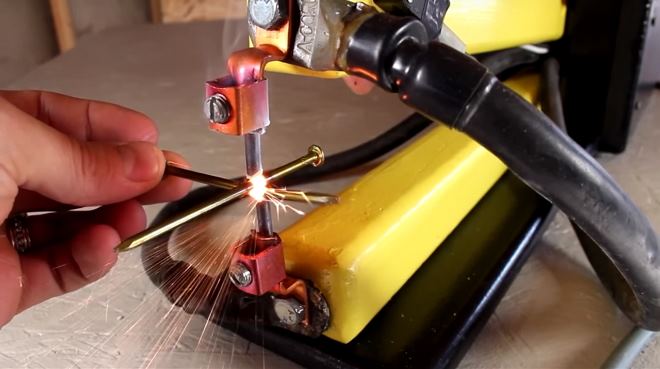
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к , подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Техническая поддержка и партнерская программа
Служба поддержки оперативно решает проблемы пользователей в т.ч. числе и с поддержкой оборудования. Если возникает несовместимость конкретной видеокамеры и сервиса, проблема рассматривается индивидуально под каждого клиента. На сайте поддерживается подробный «Центр помощи» с ответами на типовые вопросы и прочей полезной информацией
Компания предлагает сотрудничество монтажным организациям, Интернет-провайдерам и операторам связи в продвижении облачного и удаленного видеонаблюдения.
Датацентры и инфраструктура Ivideon доступны партнерам для поддержки проектов под собственными торговыми марками.
Подведем итог.
Преимущества сервиса:
- доступ к камерам и видеоархиву через Интернет.
- простое подключение новых и действующих видеокамер.
- бесплатное программное обеспечение и создание видеонаблюдения «под ключ» на мобильных и настольных операционных системах.
- оборудование с предустановленным ПО в официальном магазине.
- бесплатное подключение двух видеокамер.
- умеренные цены при коммерческом использовании.
- квалифицированная техническая поддержка.
Недостатки:
нет существенных недостатков и отрицательных отзывов о работе сервиса
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.