Как сварить (спаять) полипропиленовые трубы
Содержание:
- Содержание
- Сварка пластиковых труб своими руками
- Процесс пайки полипропиленовых труб
- Пайка труб из полипропилена поэтапная инструкция
- Выкройки прихваток в натуральную величину
- Виды и назначение
- Технология пайки
- Пайка термоэлектрическими фитингами
- Выбор диаметра
- Существующие методы соединения ПП труб
- Пайка отопления полипропиленовыми трубами: основные правила
- Рабочий инструмент для пайки
- Что можно сделать из шуруповерта: электровелосипед, лодочный мотор, самоделки своими руками из старого двигателя
- Краткая характеристика материала
- Технология сварки
- Заключение
- Выводы и полезное видео по теме
Содержание
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Необходимые инструменты
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Процесс пайки полипропиленовых труб
Используемая в процессе технология достаточно проста и не поставит в тупик даже начинающего мастера, однако, вследствие быстрого остывания сварного шва, требует точности и аккуратности движений. Если нарушить целостность соединения до полного остывания, оно станет негодным, придётся отрезать испорченный кусок трубы и паять заново.
Процесс осуществляется в четыре стадии:

Одно из условий качественной сварки – положительная температура внешней среды. Качественное соединение должно, при отсутствии внешних угроз различного типа, прослужить от 15 до 20 лет без необходимости проведения ремонта.
Пайка труб из полипропилена поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой – скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
1. Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:
- Труборез, обычно для обрезки труб используют ножницы с предельно допустимым диаметром реза 40 мм, для больших размеров применяют более мощные ножницы или роликовые резаки.
- Рулетка для измерения размеров, маркер или карандаш для отметки длины на трубной оболочке.
- Перчатки для защиты рук от ожогов во время работы.
- Уровень для проверки горизонта при установке водорозеток.
- Отвертка или шестиганный ключ для фиксации насадок на нагревательном утюге.

Рис. 10 Основные этапы сварки ПП
2. Разметка и нарезка
Для удобства работы освобождают пространство посередине помещения и устанавливают стол на удобной высоте, все элементы раскладывают по периметру комнаты согласно схеме, после чего начинают их последовательную обрезку с пайкой. Если трубопровод проходит по периметру помещения, укладку начинают с торцевой стены – так удобнее проводить монтаж. Работы ведут в следующей последовательности:
- Отмеряют нужный отрезок трубы и ставят метку на ее поверхности маркером или карандашом, отступив от торца расстояние с учетом глубины нагрева.
- Обрезают трубу ножницами для полипропиленовых труб, стараясь точно выдержать угол под 90 градусов. Если инструмент остро заточен, то на внутренних стенках не будет заусенец и труба сохранит свою геометрию.
- Если труба на конце имеет небольшие неровности или заусеницы, то, в принципе, это не является большой проблемой, так как при нагреве трубы они все равно расплавятся.

Рис. 11 Пайка ПП труб – основные этапы
3. Пайка
Для спайки полипропилена в основном используют паяльники с плоским утюгом, работы проводят в следующем порядке:
- Подсоединяют к аппарату две части насадки на винт с помощью шестигранного ключа, подключают его к сети и включают нагревательный элемент или оба ТЭНа нажатием клавиш.
- Выставляют терморегулятором необходимый температурный показатель, обычно ставится стандартная температура пайки полипропиленовых труб в 260 °С.
- После того, как индикатор поменяет свой цвет на зеленый, сигнализирующий о достижении ТЭНом заданной температуры нагрева, начинают пайку. Вначале лучше провести пробные работы на коротких обрезках труб, после определения оптимального времени выдержки (для этого используется таблица пайки полипропиленовых труб) приступают к сварке основного трубопровода.
- Наружные или внутренние поверхности соединяемых деталей помещают одновременно с двух сторон в нагревательные муфты, стараясь выдерживать строго горизонтальное положение деталей, для удержания короткой муфты используют перчатки, идущие в комплекте. По истечении определенного времени детали быстро извлекают из паяльника и соединяют друг другом в строго зафиксированном положении, стараясь удержать их на одной оси в течение положенного времени.
- По истечении времени остывания узел готов к дальнейшей эксплуатации – впаивания в муфту второго трубного отрезка.

Рис. 12 Шейвера для снятия наружного армирования ПП труб и пример их использования
Выкройки прихваток в натуральную величину
Стоит только захотеть что-нибудь сделать и все у вас получится. Выкройки прихваток для кухни в натуральную величину можно не распечатывая из интернета сделать самой.
Для этого необходимо обвести свою руку на бумаге с учетом припуска в 3-4 см. Они необходимы для того, чтобы убрать по сантиметру в швы, а оставшиеся 2-3 см обеспечат комфортное вхождение рука в прихватку-варежку.
И кто знает: вдруг это невинное занятие рукоделием станет делом всей ее жизни. Многие известные дизайнеры начинали с таких простых по изготовлению вещей, а увлекшись творчеством стали серьезно изучать прикладное искусство, совершенствуя свое умение.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw
Технология пайки
Ниже опишем, как правильно, и при какой температуре спаивать полипропиленовые трубы:
- Для начала нужно отмерять и отрезать требуемый кусок трубы. Дополнительно нужно набавить 14-25 мм, которые войдут в фитинг.
- Теперь в паяльник вкручиваем нужную насадку и включаем его для нагрева. Этот процесс займет несколько минут – это время определяет мощность паяльника.
Самые простые паяльники могут паять только полипропилен – в них не предусмотрена корректировка температуры. Универсальные же способны паять и легкоплавкий полиэтилен, в них возможна регулировка температуры от 260 до 280 ºC.
Далее снимаем фаску с наружной поверхности трубы, алюминиевое армирование зачищаем шейвером.
Для зачистки трубу с наружным армированием нужно вставить в инструмент и провернуть пару раз, если же армирующий слой располагается внутри, то инструмент нужно будет прижать к торцу трубы и с небольшим усилием провернуть.
Насаживаем трубу на широкую насадку, а фитинг на узкую. Потребуется несколько секунд, чтобы под действием температуры поверхности деталей расплавились, и они продвинулись по насадкам на пару сантиметров. Ждем еще несколько секунд, снимаем детали с насадок, и вставляем трубу в фитинг. Держим неподвижно секунд 10, после чего можно считать, что соединение готово.
Приведем несколько полезных советов для новичков, которые облегчат для них процесс пайки:
- Снятие фаски с труб нужно проводить в любом случае. Если зачистки фаски нет с внутренней части фитинга, то снимите ее сами, иначе в процессе размягчения пластика существует большой риск задрать пластик при вставке в нее трубы.
- При введении трубы в фитинг нельзя ее проворачивать. Это в значительной степени ухудшит качество соединения.
- Трубу и фитинг в процессе расплавления с усилием нужно вставить на насадки до упора. При стыковке, окончание трубы должно привариться к фитингу. В особенности это касается полипропиленовых труб с алюминиевым армированием.
- После пайки тефлоновое покрытие насадок протирайте грубой тканью, но не металлическими предметами.
В заключение
Надеемся, вы разобрались в том, как паять ПП трубы, и что для этого нужно. Удачных вам ремонтных работ!
Пайка термоэлектрическими фитингами
Такие соединительные элементы для формирования стыков участков ПП трубопроводов устроены так, что в их теле расположены витки нагревательной спирали, какая выходит на внешнюю поверхность электрическими клеммами. При прохождении через спираль электротока преимущественно внутренняя поверхность термоэлектрического фитинга нагревается до определенной температуры, что способствует расплавлению пластиковых поверхностей с последующим их надежным сращением.
Применение термоэлектрических фитингов для конструирования бытовых трубных коммуникаций ограничено. Причинами этого является высокая стоимость соединительных элементов, необходимость приобретения дорогостоящего оборудования и наличия специальных знаний, позволяющих квалифицированно паять подобным способом. К тому же для пайки труб малого диаметра (16, 20, 25, 32 мм), преимущественно применяемых для бытовых трубных разводок, существует более простой, менее дорогостоящий, при этом надежный способ сварки полипропилена, который будет рассмотрен далее. С помощью термоэлектрических фитингов соединяются крупные трубопроводы (большой диаметр) и работы осуществляют специализированные организации, имеющие допуск к подобному роду деятельности.
Выбор диаметра
Решая какую и как сделать канализацию в частном доме, особое внимание следует уделить правильности выбора диаметра труб для нее. Для стояка и уличного участка рекомендуется брать изделия сечением в 100–110 мм, а для отводов до сантехники хватит и 40–55 мм
Но здесь многое зависит от объемов стоков, протяженности трубопроводов и количества подключаемых сантехнических приборов. В идеале надо подготовить проект с полноценным расчетом величины сточных вод. Однако для небольших коттеджей приведенных выше цифр вполне достаточно.
Использовать для монтажа внутренней канализации слишком широкие трубы не стоит, так как они будут загромождать пространство санузлов и кухонь. При этом пользы от такой “широты” ноль. А более узкие, нежели рекомендованные, варианты страшны постоянными засорами. Это точно является никому не нужным делом.
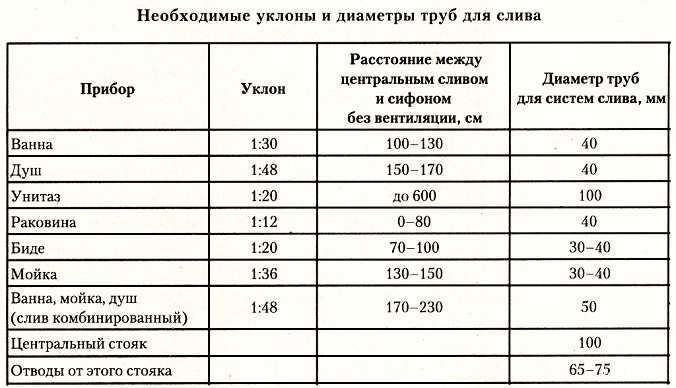
Рекомендованные диаметры труб для канализационной системы дома
Та же электропроводка в квартире или доме также не терпит слишком толстых или слишком тонких проводов. К каждому электроприбору должен подходить свой кабель с расчетным сечением, канализация в частном доме в данном моменте ничем не отличается от электросети.
Существующие методы соединения ПП труб

Одним из способов соединения пластиковых трубных изделий является холодная сварка. Суть технологии заключается в предварительном нанесении на стыкующиеся полимерные поверхности специального вещества, временно химически разжижающего пластик. После соединения пластиковых деталей материал приобретает первоначальную твердость, но за этот период происходит герметичное сращение поверхностей. Холодная сварка не нашла широкого применения, хотя в некоторых случаях помогает паять элементы трубопровода в труднодоступных местах или там, где нет доступа до источника электрического тока.
Большее распространение получили термические способы пайки ПП труб. К ним относятся:
- сварка с помощью термоэлектрических фитингов;
- диффузная пайка.
Оба способа соединения полипропиленовых трубных изделий основаны на температурном расплавлении стыкуемых поверхностей с последующим их сращением в процессе остывания. Разница только в технологическом подходе. Рассмотрим каждый из методов подробнее.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Рабочий инструмент для пайки
Разумеется, главным инструментом здесь является паяльник
И при его выборе в магазине нужно обратить внимание на такие параметры, как число насадок, мощность, наличие или отсутствие функции регулировки температуры
Домашнему мастеру, чтобы спаять пластиковые трубы обычных диаметров, вполне достаточно паяльника мощностью 1200 Ватт. Хотя, конечно, пользоваться паяльником для труб мощностью, например, от 1800 Ватт гораздо приятнее — все операции делаются быстрее.
Что касается числа насадок в комплектации паяльника, то тут правило простое: чем больше их, тем лучше. Насадка — это как раз тот элемент, которым непосредственно паяют пластиковые трубы. Качественные насадки должны иметь тефлоновое покрытие, исключающее пригорание обрабатываемого материала. Насадки подбираются под соответствующие параметры пластиковых труб.

Наличие в паяльнике узла регуляции температуры тоже значительно облегчает процесс пайки пластиковых изделий. С его помощью можно устанавливать температуру с точностью до 1 градуса. Если же такая регулировка отсутствует, можно замерять температуру с помощью специального градусника.

Кроме паяльника, необходимы будут ножницы (или ножовка) для разрезания пластиковых труб, а также, если речь идёт о металлопластиковых трубах, торцеватель (инструмент, с помощью которого проводится шлифовка и зачистка внутреннего армирования). Помимо этого, нужно будет подготовить вспомогательные материалы — маркер, деревянную линейку, измерительную рулетку и влажную тряпочку. Не стоит забывать и о соединяющей арматуре — муфтах или фитингах.
Что можно сделать из шуруповерта: электровелосипед, лодочный мотор, самоделки своими руками из старого двигателя
Краткая характеристика материала
Технология сварки
Параметры сварки, такие как температура, нагрев, время удержания и охлаждения, должны строго соблюдаться. Сварочное оборудование и его площадь должны быть защищены от влаги и грязи. Общие этапы сварочных работ:
- Отмерить трубу, приспособлением обозначить на ней глубину проникновения втулки и фитинга. Знак должен оставаться видимым при нагревании и соединении.
- При использовании сварочного аппарата его настройку необходимо проверить перед началом работы.
- Установить температуру сварки на нагревательном элементе по таблице нагрева полипропиленовых труб.
- Разделение трубки осуществляется с помощью обычных инструментов в пластиковых трубопроводах.
- Трубы должны быть разделены под прямым углом и, если необходимо, зачищены внутри.
- Трубы под Ду 20 не нуждаются в механической обработке, трубы большего диаметра должны быть подготовлены для безупречного сварного шва, скосив конец трубы. С другой стороны, механическая обработка абсолютно необходима из наружного диаметра трубы более 50 мм.
- Вставить трубу и фитинг в нагревательные инструменты. Время прогрева начинается, когда труба и формованная деталь полностью помещены в нагревательную втулку.
- После прогрева медленно снимите формованную деталь и трубку с нагревательных инструментов, откиньте нагревательный элемент и немедленно соедините трубку и формуемую деталь, пока она не достигнет отметки (которая должна оставаться снаружи). В течение времени соединения сваренная часть трубы и фитинга должна оставаться неподвижной, без какого-либо вращения и повременить с другими процедурами монтажа.
- Проверить качество сварки. Наружный плавкий шов должен равномерно располагаться присутствовать вокруг трубы.
- До начала испытания под давлением все сварные швы должны быть полностью охлаждены. Как правило, необходимо наблюдать период ожидания, по крайней мере, одного часа после завершения последнего сварочного процесса.
Наиболее частыми дефектами сварных соединений являются дефекты, вызванные из-за недостаточного соединения:
- несоблюдение времени разогрева, соединения и удержания;
- нарушение технологических температур сварки (слишком высокий или слишком низкий);
- загрязнение поверхности свариваемых деталей;
- неправильное соединение материалов;
- остатки материала на нагревательном элементе.
Заключение
Процесс сварки полипропиленовых труб предусматривает множество нюансов, среди которых одним из главных является правильный выбор температуры нагрева свариваемых элементов. Необходимо помнить, что продолжительность нагрева может не только повлиять на качество соединения, но и изменить внешний вид самой инженерной системы
По этой причине важно уделить внимание всем особенностям, которые должны быть учтены при проведении пайки элементов трубопровода
Причем выбранная температура зависит не только от размеров свариваемых элементов, но и от условий, в которых будут выполняться работы по пайке изделий. Пренебрежение одним и тем более несколькими нюансами может негативно повлиять на работы всей системы. Причем в некоторых случаях это может даже привести к появлению аварийных ситуаций.
https://youtube.com/watch?v=Jytd2grNuN0
Выводы и полезное видео по теме
Более дорогие модели утюгов имеют свои преимущества, позволяющие упростить процесс спайки полипропиленовых труб, особенно при отсутствии практического опыта у домашних мастеров. Об этом в видео ролике:
Основные ошибки новичков, допускаемые при пайке труб утюгом, наглядно показаны в видео:
Правила пайки полипропиленовых труб подробно продемонстрированы в видео ролике:
Помимо хорошего утюга для пайки в комплект будут входить все необходимые приспособления для сварки полипропиленовых труб. О правилах покупки оптимального набора в видео:
В видео ролике приведен обзор утюга для сварки турецкого производителя:
Изучив основные правила выбора утюгов для сварки полипропилена, можно подобрать аппарат для личного использования по приемлемой цене для своего кошелька. Пользоваться утюгом не сложно – при желании сварку полипропиленового трубопровода можно выполнить своими силами, купив сварочный аппарат.
Это поможет существенно сэкономить на вызове мастеров, специализирующихся на сварке полипропиленовых труб.
Подыскиваете утюг для сборки трубопровода из полипропилена? Или есть навыки работы с таким аппаратом? Пожалуйста, делитесь с читателями вашим опытом, задавайте вопросы и участвуйте в обсуждениях. Форма для комментариев расположена ниже.