Как правильно паять полипропиленовые трубы
Содержание:
- Обвязка полипропиленовыми трубами инструктаж
- Разводка полипропиленовых труб
- Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
- Какими свойствами должен обладать герметик для ванны
- Какие задачи решает герметизация ванной
- Раскрой и изготовление
- Влияние ошибок на качество сварки
- Создание собственного стиля
- Как паять полипропиленовые трубы
- Разновидности и стоимость паяльников.
- Стыковая сварка полипропиленовых труб
- Как правильно наносить герметик в ванной
- Этапы работ процесс сварки
- Необходимость очистки дымохода
- Основные правила пайки полипропилена
- Как спаять полипропиленовые трубы
- Ламинат на потолке в интерьере: 5 готовых решений
- Виды пластиковых труб, тонкости процесса спайки
Обвязка полипропиленовыми трубами инструктаж
Обвязка радиаторов может выполняться при помощи самых различных труб, но специалисты рекомендуют использовать полипропиленовые. Шаровые краны для обвязки покупаются также полипропиленовые, они могут быть прямыми и угловыми, этот вариант самый простой и недорогой. Латунная арматура стоит дороже, да и установка ее сложнее.
Обвязка из полипропилена выполняется таким образом:
- муфта с накидной гайкой вставляется в мультифлекс, который легко соединяется с любым выходом;
- сами трубы крепят к стенам на удобной высоте, они не должны плотно прилегать к поверхности, лучше оставлять зазор в 2-3 см. Крепят трубы при помощи специальных скоб, которые к стене фиксируются гвоздями или саморезами.
К радиаторам обвязка полипропиленом может осуществляться и при укладке труб в стену, в таком случае на поверхность они выходят только в местах подключения.

Обвязка радиаторов может выполняться при помощи самых различных труб, но специалисты рекомендуют использовать полипропиленовые.
Крепеж для батарей может быть самым различным, чаще всего это штыревое соединение, которое фиксируется на поверхности стены. Могут применяться и угловые кронштейны, которые также позволяют подвесить радиаторы на необходимой высоте. Для панельных батарей крепеж поставляется в комплекте, для секционных — необходимо покупать отдельно. Обычно для одной секции достаточно двух кронштейнов либо штырей.
Соединение кранов осуществляется таким образом:
- кран разбирается, в радиатор вворачивается штуцер и накидная гайка;
- специальным ключом гайка плотно закручивается.
Как видим, процесс этот предельно простой. Чтобы выполнить подобную работу, необходимо только приобрести специальный сантехнический ключ для американок, без которого просто установить кран вряд ли получится.
Для установки батарей и выполнения их обвязки требуются следующие материалы и инструменты:
- набор специальных ключей;
- уплотнители для резьбовых соединений;
- пакля и резьбовая паста;
- нити для резьбы.
Особенности подключения радиаторов
Монтаж отопления отличается некоторыми особенностями:
- Необходимо соблюдать расстояние от радиатора до подоконника 100 мм. Если зазор между батарей и низом подоконника отличается, то тепловой поток нарушается, эффект отопительной системы будет низким.
- От поверхности пола до батареи расстояние должно составлять 120-150 мм, в противном случае происходит резкий перепад температур.
- Чтобы теплоотдача оборудования была правильной, расстояние от стены должно составлять от 20 мм.
При этом учитываем, что на установку и эффективность радиаторов отопления большое влияние оказывает метод монтажа: под подоконником в открытом виде эффективность системы отопления максимальная — 96-97%, в нише в открытом виде — до 93%, в частично закрытом виде — 88-93%, в полностью закрытом виде — 75-80%.
Отопительный радиатор может устанавливаться при помощи самых различных способов, его обвязка выполняется металлическими, полиэтиленовыми, полипропиленовыми трубами
Важно при монтаже правильно расположить не только трубы, но и сами батареи, выполнить подключение в соответствии со всеми рекомендациями и нормами. В этом случае отопительная система будет работать очень эффективно, не потребует проведения ремонтных работ. Поделитесь полезной статьей:
Поделитесь полезной статьей:
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
Какими свойствами должен обладать герметик для ванны
Ванная комната — помещение, в котором царит повышенная влажность. Поэтому при выполнении ремонтных работ нужно использовать материалы, устойчивые к влажной среде.
Высокая влажность приводит к возникновению болезнетворных бактерий, оказывающих негативное воздействие на здоровье. Если не провести герметизацию, в стыках между плиткой и сантехникой накапливается конденсат и появляется плесень. Не все материалы, представленные в магазинах, подходят для проведения герметизации в ванне.
К герметикам для ванны предъявляются строгие требования:
- стойкость к влаге — герметик не должен терять свои свойства при контакте с водой.
- высокая адгезия — прилипание к различным поверхностям (керамическая плитка, стекловолокно, стекло, ПВХ)
- эластичность — герметик должен быть хорошо эластичен.
- температура использования — материалы для обработки стыков должны отличаться стойкостью к перепадам температур.
Какие задачи решает герметизация ванной
Установить ванну вплотную к стене практически невозможно: небольшая щель все равно остается из-за кривизны стены, пола, да и вследствие сложностей с идеальной подгонкой сантехники. Во время принятия ванны вода станет просачиваться в отверстия, стекать по стене и попадать на напольное покрытие.
Если стыки не будут полностью герметичными, это приведет к негативным последствиям:
- вода может затопить соседей, если ее слишком много;
- влажность воздуха в комнате еще сильнее повысится, на стенах поселится плесень;
- швы между плитками потеряют прочность и привлекательность: станут темными, грязными на вид, затем раскрошатся и придут в негодность за пару лет.
По этим причинам нельзя игнорировать выполнение качественной герметизации швов в ванной комнате, причем следует заделывать стыки как между ванной и стеной, так и у душевой кабины, раковины, унитаза. Для работы потребуется водостойкий герметик на основе акрила, силикона или иных компонентов.
 Герметизация швов в ванной комнате
Герметизация швов в ванной комнате
Раскрой и изготовление
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
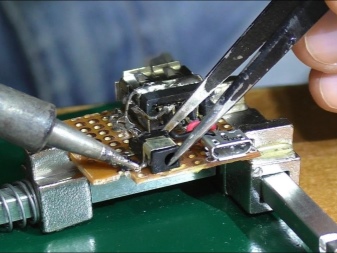
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Создание собственного стиля
Для кухни со светлыми стенами и пастельного цвета гарнитура с помощью прихваток можно создать яркий акцент. В этом случае для их изготовления стоит использовать пряжу ярких цветов.
Любое помещение, независимо от предназначения, не будет выглядеть стильным из-за изобилия различных оттенков и цветов. Везде, в том числе и на кухне, нужно соблюдать меру.
Как паять полипропиленовые трубы
Рассмотрим процесс на примере создания водопровода в квартире.
Важно: убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Нарушение правильности окружности, неравномерный нагрев фрагментов приведут к плохому качеству спайки.
Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
- аппарата для сварки вручную полипропиленовых труб с тефлоновыми насадками 14…63 мм;
- ручной фаскосниматель (принципы работы с ним показаны в видео);
- для армированных труб (РР25) потребуется также шейвер для зачистки наружного слоя;
- резак любого подходящего типа;
- рулетка и маркер для разметки;
- обезжиривающий состав для обработки свариваемых поверхностей (ацетон, этиловый или изопропиловый спирт, хлорэтилен, трихлорэтан);
- жесткая брезентовая ветошь для очистки нагревательных элементов.
Как выполняется сварка и подготовка полипропиленовых труб:
устанавливается сварочный аппарат, подбираются нагревательные насадки. Перед использованием их обязательно протирают для удаления остатков предыдущей пайки, обезжиривают, как и сами детали коммуникаций;
размечаются участки трубопровода для пайки, обрезаются до нужной длины;
снимают фаску с трубы;
обозначают ширину сварочного пояса – участка, который будет входить в фитинг
Важно – необходимо загнать трубу в посадочное отверстие фитинга до упора. В противном случае между соединяемыми трубами остается зазор, плохо влияющий на дальнейшую эксплуатацию трубопровода
Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
для армированных труб удаляют верхний слой ровно на ширину сварочного пояса;
включают аппарат для нагрева. В зависимости от температуры в помещении, для этого потребуется 10…15 мину (поэтому можно вначале включить паяльник, а потом выполнять пункты 2…5). Температуру сварки выставляют 260 градусов, дожидаются включения зеленого индикатора паяльника – это означает, что оптимальный нагрев достигнут;
устанавливают трубу и фитинг на нагретые насадки. Длительность нагрева выбирается согласно диаметру изделия и толщине стенки;
нагретые детали плавным движение ОДНОВРЕМЕННО снимают с насадок и соединяют. Необходимо вдвигать трубу в фитинг без прокручивания и резких толчков;
выдерживают необходимое время первичной спайки и оставляют соединенные элементы до полного остывания (2…15 минут).
Важно: при нагреве полипропиленовые трубы выделяют токсины! Необходимо обеспечить качественную вентиляцию помещения, не направляя при этом воздушный поток непосредственно на область нагрева – детали могут разогреваться неравномерно.
На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.

Forte WP6308
Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность. Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать
Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать
Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.

СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте,
никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
https://youtube.com/watch?v=Jytd2grNuN0
Стыковая сварка полипропиленовых труб
При пайке изделий из ПП встык торцы деталей нагреваются горячим инструментом до оплавления. Затем элементы с силой прижимаются до тех пор, пока не произойдет охлаждения шва. Такая технология отличается своей простотой.
В этом случае нет необходимости пользоваться дополнительными приспособлениями. Если все сделано правильно, получается довольно надежный шов, не уступающий прочности трубы. Технологическая операция выполняется в определенной последовательности:
При всей своей простоте стыковая сварка только кажется такой доступной. На практике для этого необходимо решить несколько проблем, что практически невозможно сделать в бытовых условиях.
Трубы должны точно совмещаться по своей оси, при этом допускается отклонение от толщины стенок всего на 10%. Давление на детали, прижимающие цилиндрические изделия к плоскости нагревательного зеркала при воздействии высокой температуры, должно оказываться лишь определенное время. Только так может получиться качественное соединение. При выполнении торцовки необходимо, чтобы у торца была идеальная перпендикулярность.
Перечисленным выше условиям довольно трудно следовать без дополнительного прибора – специального центратора. Он оборудован электрическим приводом, который создает определенное усилие сжатия. Кроме того, это устройство оснащено торцевателем.
Иначе говоря, чтобы провести стыковую сварку полипропиленовых труб небольшого диаметра, понадобится большее количество специального оборудования по сравнению с предыдущим методом соединения. Учитывая тот факт, что при сварке враструб получается более качественная стыковка за счет замкового соединения, домашние умельцы предпочитают использовать именно этот способ совмещения труб.
Стыковая сварка изделий из ПП в основном применяется на производстве, когда необходимо соединить конструкции большого сечения при монтаже прямого участка инженерного сооружения из цилиндрических изделий.
Как правильно наносить герметик в ванной
Этапы работ процесс сварки
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Из чего состоит процесс сварки?
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Необходимость очистки дымохода
Независимо от того, насколько качественно был установлен дымоход, его все равно нужно периодически прочищать. Другое дело, что при грамотном подходе к монтажу отопительной конструкции без очистки можно обойтись несколько лет. Чтобы очистка дымохода камина требовалась как можно реже, нужно соблюдать правила эксплуатации оборудования – например, не стоит использовать для отопления влажные дрова, и уж тем более не стоит класть в огонь различный мусор. Кроме того, нежелательно растапливать печь древесиной хвойных пород – в ней содержится смола, которая будет интенсивно откладываться на стенках дымохода.
О проблемах в дымоходе могут сигнализировать следующие факторы:
- Первым признаком того, что дымоотводный канал засорился, является потемневший дым, выходящий из трубы. При нормальной работе отопительного оборудования и использовании подходящей сухой древесины дым будет прозрачным или белым.
- Второй признак – отсутствие звука горящих дров. Кроме того, огонь в таком случае будет иметь темно-оранжевый оттенок.
Заметив одно из этих явлений, нужно в первую очередь заняться исследованием трубы на предмет засорения, чтобы понять, как почистить дымоход. Для этого обычно используется прочистная гиря, диаметр которой совпадает с размерами трубы. Если гиря легко заходит в трубу, то с дымоходом все в порядке, но если она останавливается на определенном этапе, то явно есть необходимость в очистке конструкции.
Есть пара способов, благодаря которым чистка дымоходов печей и каминов откладывается на некоторый срок:
Основные правила пайки полипропилена
Главное, что нужно учитывать, осуществляя монтаж полипропиленовых труб самостоятельно:
- соблюдать герметичность швов;
- следить за диаметром просвета в местах соединения, чтобы не создавать фрагментов повышенного давления на материал при постоянном напоре воды;
- поддерживать аккуратность, чтобы трубопровод выглядел эстетично, не требовал маскировки.
Чтобы добиться этих показателей, монтаж пропиленовых труб своими руками проводится по правилам:
Чистота.
Никакие посторонние примеси и пыль не должны попадать на сварочные поверхности в местах соединения полипропиленовых труб, поэтому перед монтажом площадку очистите от грязи.
Сухость.
Чтобы материал спаялся прочно, в месте соединения не должно быть остатков воды. Для этого перекрывают общую ветку подачи воды, спускают остатки через смеситель, а участки для пайки тщательно протирают.
Когда нет возможности полностью перекрыть струящуюся воду, в качестве изолятора используют хлебную мякоть – после проведения работы её можно удалить через слив. Использовать бумажные салфетки в таких случаях не рекомендуется, поскольку салфетки гораздо труднее выпустить из трубопровода.
- Вырезайте элементы по длине с запасом, учитывая глубину погружения элементов при спайке.
- Соблюдайте температуру и время спайки. Из-за перегрева может измениться диаметр сечения, а узлы станут труднопроходимыми. Температура для ручной пайки полипропиленовых труб – 250-260 градусов.
- Насадка паяльника должна быть прочно укреплена, шаткий элемент повредит качество швов.
- После осуществления соединения не вращайте, не выравнивайте конструкцию – материалы должны “приняться” равномерно. Замеры и примерка производятся заранее.
- Соблюдайте прямолинейное движение в битке, иначе швы не будут надёжными, не выдержат номинального давления до 25 бар в сети.
Как спаять полипропиленовые трубы
Необходимо нарезать пластиковые изделия по значениям, которые были рассчитаны. Далее инструкция предусматривает снятие фаски с внешней стороны всех элементов из пластмассы. Насадки оборудования и участки труб из пластика, прежде чем запаять, надо обезжирить.
Первостепенно технология предусматривает составление схемы, на которой следует указать расположение всех будущих:
- Труб;
- Фитингов;
- Поворотов;
- Входов в стенки.
При пайке труб следует соблюдать правила техники безопасности
Очистка — обязательный этап. Почистить можно специальным средством для полипропилена. На поверхности всех элементов следует сделать отметки, которые помогут вести контроль глубины их входа в паяльник.
Ламинат на потолке в интерьере: 5 готовых решений
1. Как акцент. К нему прибегают, если нужно подчеркнуть особенности геометрии потолка (например, выделить фрагмент скатной крыши), или визуально поделить пространство на зоны. Остальную поверхность обычно выдерживают в белом цвете.
Дизайн: Алена Паутова
Дизайн: Алена Паутова
Дизайн: Ze Workroom Studio
Дизайн: Ze Workroom Studio
2. Г-образно. Распространенный способ задействовать ламинат в интерьере где-то еще, кроме пола — завести его на фрагмент стены и продолжить на потолок. Решение получится эффектным, если г-образная площадь облицовки будет выделять одну небольшую зону — например, зону кровати или тв-зону в гостиной, и будет контрастной к цвету остальных стен.
Дизайн: Hagan Architects
Дизайн: Hagan Architects
Дизайн: Студия дизайна Алены Николаевой
Дизайн: Студия дизайна Алены Николаевой
3. Как часть пространства, облицованного ламинатом целиком, обычно ниши или углубления. Еще один прием зонировать пространство эффектно и просто.
Дизайн: Дарья Назаренко
Дизайн: Дарья Назаренко
4. В сочетании с кирпичной кладкой, керамогранитом и другими брутальными материалами. Прием работает на контрасте текстур — относительно гладких (ламинат) и грубых, неоднородных (керамогранит, кирпич).
Дизайн: АБ.arch.vision
Дизайн: АБ.arch.vision
5. Повторяясь на полу. Это гармоничное, спокойное сочетание. Однако такой вариант облицовки пола не единственный возможный. Для пола можно взять ламинат темнее, чем на потолке, или наоборот, намного светлее, использовать натуральный камень, керамогранит или наливной пол. Придерживайтесь правила: чем активнее дизайн потолка, тем спокойнее и нейтральнее должен быть пол.
Дизайн: Павел Мартынов
Дизайн: Павел Мартынов
Виды пластиковых труб, тонкости процесса спайки
Понятие «пластиковые трубы» объединяет в себе ряд изделий, которые имеют различие в использовании и химическом составе. Выделяют следующие виды:
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде.
- Полипропиленовые (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды.
- Из сшитого полиэтилена (РЕХ). Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения.
- Металлопластиковые. Многослойные. Используются для питьевого водопровода и отопления.
Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.