Самодельные листогибочные станки (листогибы)
Содержание:
- Классификация
- С чего начинается сборка?
- Чертежи создания листогибочных станков
- Виды листогибочных станков и особенности их конструкции
- Чертеж листогиба: знакомство и улучшение
- Причины, по которым стоит собственноручно собрать листогиб
- Как изготовить самодельный листогиб
- Структура грунта и тип фундамента
- Зиговочный станок своими руками
- Основные размеры плит перекрытия многопустотного типа
- Ручные листогибы для гибки тонкого листового металла
- Видео по теме лестница в деревянном доме
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.
По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.
По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
станок с матрицей, прессом и пуансоном;
Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.
С чего начинается сборка?
Для сборки листогибочного станка потребуются чертежи, фото, а также видео, демонстрирующие последовательность сборки своими руками
Помимо этого, перед работой важно продумать некоторые моменты, а именно доступность комплектующих, усилие, которое нужно будет прикладывать для работы, себестоимость устройства, масса и размеры, которые, в свою очередь, скажутся на мобильности. В результате получаем приблизительно следующих набор исходных данных:
- Число рабочих циклов, в пределах которого листогиб будет работать без ремонта и переналадки – 1200;
- Максимально допустимая ширина металлического профиля – 1 метр;
- Максимальный угол сгиба листовой стали без осуществления ручной доводки – 120 градусов;
- Конструкция станка не должна предусматривать сварных соединений, которые слабо переносят знакопеременные нагрузки;

- Толщина профиля не более 1 мм для меди, 0,7 мм для алюминия и 0,6 мм для оцинковки;
- Стоит минимизировать число комплектующих, которые нужно будет заказать на стороне, больше ориентируясь на помощь фрезеровщиков и токарей;
- Не рекомендуется применять для сборки детали из специальных сталей (нержавейки).
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая;
Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси.
Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации.
Рама.
Узел прижима верхнего валка.
Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении.
Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Виды листогибочных станков и особенности их конструкции
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.
Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.
Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.
Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.
Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.
Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т.п.
Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
Чертеж листогиба: знакомство и улучшение
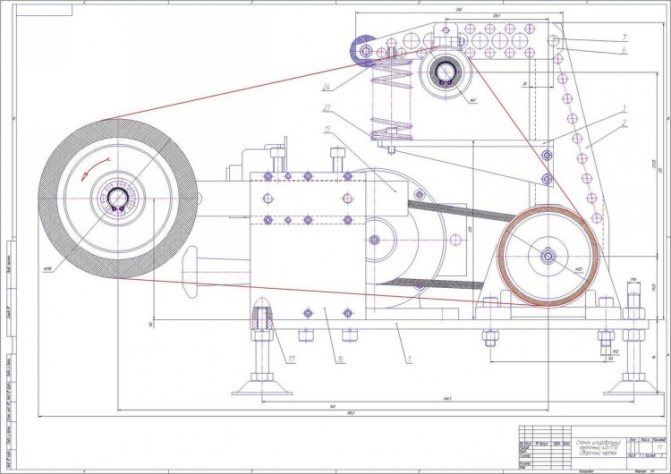
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.
(Чертеж №2)
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).
Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.
На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
https://youtube.com/watch?v=AEhdbRD-ciE
Причины, по которым стоит собственноручно собрать листогиб
Почему вообще следует браться за изготовление столь непростого оборудования своими руками? Чтобы ответить на этот вопрос, давайте пойдём от обратного и рассмотрим альтернативные методы получения ендов, коньков, желобов водосточных труб, карнизных планок и иных фрагментов кровельных конструкций.
Пример металлического желоба, изготовленного при помощи листогиба
Хотя, сразу хочу отметить, что это далеко не единственная отрасль, где требуются изделия, создаваемые путём гибки железа. Просто сейчас для наглядности коснёмся именно её.
Обойтись вообще без станка
Тут есть два варианта действий:
Покупка готовых образцов, которые значительно превосходят в цене листовой металл и даже трудовые затраты, необходимые для его обработки. То есть, это попросту отказ от ощутимой части заработка в пользу промышленных заводов;
В магазине есть готовые решения, но за них заплатить придётся намного дороже
По старинке использовать для получения нужных форм выколотку. Но это приведёт к немедленной потере многих клиентов, которые предпочитают продукцию без кондового вида. Современный рынок очень жесток в этом плане: все хотят и качественно, и красиво.
К тому же и сама работа с выколоткой является достаточно трудоёмким процессом
Купить готовый станок
Давайте рассмотрим гипотетическую ситуацию в цифрах. В среднем ручной листогиб может обойтись вам в 1500-2000 долларов США. В теории на нём получится превратить за пару дней тонну оцинкованного железа толщиной 0,55 мм и стоимостью 1000 долларов США в 250 квадратных метров профнастила, которые оцениваются уже в 1400 тех же самых денежных единиц.
Примеры готовых листов профнастила
Вроде бы всё выходит красиво, а в уме уже подсчитывается не то что окупаемость покупки, а колоссальные прибыли, получаемые в дальнейшем.
Но, к сожалению, всё не так радужно на практике, где на вашем пути встанут следующие сложности:
Углы при прокатке профнастила очень часто выходят перетянутыми, в результате чего требуется повторение операции. Это уже приводит к увеличению теоретических сроков работы;
Возможны нарушения межкристаллитных связей металла. Через время в таких местах начинает ползти трещина. Переделывать такой брак придётся вам уже за свой счёт.
Линия же, которая лишена таких проблем, стоит уже в районе 20000 долларов США, которые окупить будет ещё сложнее. Плюс это всё касается того случая, когда у вас есть сбыт изготавливаемой продукции. А если вам лишь время от времени необходимы определённые изделия для выполнения заказа по кровельным работам, то о рентабельности даже самого дешёвого покупного оборудования не может быть и речи.
Для наглядности и возможности поразмыслить над данным вопросом самостоятельно приведу вам примеры некоторых конкретных моделей станков, которые можно купить уже в готовом виде:
Модель «Tapco Max 20-08»:
| Параметр | Описание |
| Длина гибки | 260 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 1 мм |
| Максимальная толщина используемых медных или цинковых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 48 см |
| Длина станка | 264 см |
| Высота станка | 62 см |
| Ширина станка | 24 см |
| Масса | 70 кг |
| Масса с опорой | 85 кг |
| Стоимость | 155000 рублей |
Образец модели «Tapco Max 20-08»
Модель «Van Mark Metal Master Commercial MM 1051»:
| Параметр | Описание |
| Количество прижимов | 5 шт. |
| Количество пружин | 4 шт. |
| Длина гибки | 320 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 52 см |
| Длина станка | 320 см |
| Высота станка | 60 см |
| Ширина станка | 49 см |
| Масса | 70 кг |
| Стоимость | 32700 рублей |
Образец модели «Van Mark Metal Master Commercial MM 1051»
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах. Однако траверсный листогиб вполне реально изготовить самостоятельно
Требуется точность разметки и терпение
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
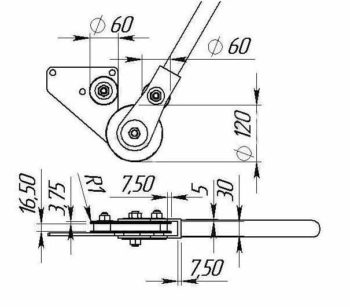
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
4 метра стального уголка, сторона – 50 мм;
Шаровая опора для автомобиля, с кронштейном для крепления;
Тяга стабилизатора от него же, диаметром 10 мм;
Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Пассатижи и плоскогубцы – отличие и сходство инструмента
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Популярное: Самодельный трубогиб, как изготовить в домашних условиях
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Структура грунта и тип фундамента
Зиговочный станок своими руками
Зиговочное приспособление или, как его еще называют, зиг-машина дает возможность выполнить на металлическом профиле, так называемые зиги или попросту бортики жесткости. Такой агрегат относится к числу специальных приспособлений и может быть реализован с участием ручного либо электрического привода. Ручные зиговочные станки тоже оснащаются струбцинами, имея при этом более компактные габариты, что позволяет переносить их даже внутри обыкновенной сумки для инструментов.
При помощи зиг-машины можно выполнить качественную отбортовку как на прямолинейных, так и круглых металлических листах, например, обечайках различных емкостей из металла. Порою такое устройство бывает просто незаменимым при производстве различных элементов кровельных систем.
Рабочими компонентами зиговочного станка являются вальцы-ролики, а ее применение дает возможность существенно сэкономить на покупке тех же кровельных элементов, изготовленных на заводе.
В следующем видео наглядно видно, что размеры и конструкция зиг-машины позволяют пользоваться установкой прямо на месте установки кровельной конструкции, что очень удобно!
Основные размеры плит перекрытия многопустотного типа
Стандартные размеры плит перекрытия пустотелого типа в соответствии с ГОСТ 9561. 91 изменяются в таких пределах:
- длина варьируется от 1,5 до 9 м;
- ширина – от 1 до 1,8 м;
- минимальный вес плиты составляет 500 кг;
- максимальный вес превышает 4 тонны.
Следует также учитывать, что на прочность панелей влияет и диаметр внутренних пустот: чем меньше размер сквозного отверстия, тем более прочным считается изделие. Например, разные типы плит 1ПКК и 2ПКК характеризуются схожими габаритами, только в первом случае диаметр сквозных отверстий равен 159 мм, а во втором – 140 мм, это говорит о том, что плиты 2ПКК отличаются большей несущей способностью.
Благодаря своей конструкции многопустотные плиты считаются более прочными на изгиб.
Показателем расчётной нагрузки считается масса, которую способно выдержать перекрытие, включая и значение собственного веса. Максимальная нагрузка на плиту перекрытия зависит в основном от типа бетона и от толщины плиты, которая чаще всего равняется 22 см. На производствах встречаются варианты повышенной устойчивости толщиной 30 см – это плиты с маркировкой 6ПК, а также облегчённые конструкции, высота которых – 16 см.
В соответствии с ГОСТом размеры плит перекрытия ПК должны быть следующие:
| Размеры плит ПК (длина, ширина, высота), мм | Объём, м3 | Вес, т |
| 1980х990х220 | 0,44 | 0,61 |
| 2180х1190х220 | 0,571 | 0,85 |
| 2680х990х220 | 0,58 | 0,83 |
| 3180х1490х220 | 1,04 | 1,6 |
| 4180х1190х220 | 1,09 | 1,525 |
| 5080х990х220 | 1,11 | 1,475 |
| 6180х990х220 | 1,35 | 1,83 |
Согласно ГОСТу, размеры плит перекрытия ПБ такие:
| Размеры (ДхШхВ), мм | Объём, м3 | Вес, т |
| 5380х1195х220 | 1.41 | 1.91 |
| 5980х1195х220 | 1.57 | 2.125 |
| 6580х1195х220 | 1.73 | 2.34 |
| 7180х1195х220 | 1.89 | 2.55 |
| 8960х1195х220 | 2.36 | 3.19 |
Таблица размеров по ГОСТу плит перекрытия облегчённого типа:
| Размеры (ДхШхВ), мм | Объём, м3 | Вес, т |
| 6280х1190х160 | 1,20 | 1,7 |
| 5380х1190х160 | 1,02 | 1,4 |
| 3580х1190х160 | 0,68 | 0,92 |
| 4780х1190х160 | 0,91 | 1,25 |
| 5980х990х160 | 0,95 | 1,43 |
| 4780х990х160 | 0,76 | 1,1 |
| 2380х990х160 | 0,38 | 0,55 |
Многопустотные плиты перекрытий ПБ, ПК и ПНО широко используются при строительстве. Независимо от выбранного типа, в итоге всё равно при любом количестве этажей получится высокопрочная конструкция. Несмотря на то, что плиты отличаются способом производства, они всё-таки предназначены для решения похожих задач.
Ручные листогибы для гибки тонкого листового металла
Для работы с тонким листовым металлом толщиной до 2 мм и металлическими полосами используют ручные листогибы. Ручные листогибы — это самый простой тип гибочных станков, применяемых на производстве для гибки листового металла. В основном ручные листогибочные станки используют для изготовления штучных и мелкосерийных изделий.

Для небольших цехов, производств или строительных площадок, периодически занимающихся гибкой тонкого листового металла, купить ручной листогиб является самым недорогим и простым решением. Почему? Расскажем про основные преимущества ручных листогибов.
Длительный срок службы
Ручной листогиб отличается простой и надежной конструкцией, обычно выполненной из цельносварного стального материала. Состоит ручной листогибочный станок из станины, прижимной и гибочной балок. Благодаря таким особенностям конструкции, ручные листогибы долговечны и при должной эксплуатации могут проработать в течение 10 лет, не требуя капитального ремонта.
Простота в эксплуатации
Для работы на ручном листогибе необходим лишь один оператор. Сам процесс гибки очень прост. Оператор станка фиксирует металлический лист на рабочем столе прижимной балкой (траверсой), а затем посредством механического давления на подвижную (гибочную) балку осуществляет загиб листового металла до соответствующего угла. Для удобства работы некоторые модели ручных листогибов оснащаются ножной педалью.

Мобильность
Ручные листогибы бывают мобильными (от 35 кг) и стационарными (от 200 кг). Мобильные листогибочные станки идеальны для работы в «полевых» условиях и в помещениях небольшой площади. Они не нуждаются в электричестве и могут эксплуатироваться, например, непосредственно на строительной площадке. Более тяжелые стационарные ручные листогибы чаще используются на промышленных производствах, изготавливающих крупногабаритные изделия из тонколистового металла.
Цена
Цена ручного листогиба существенно ниже по сравнению с электромеханическими и гидравлическими листогибами, поэтому при работе с листовым металлом толщиной до 2 мм купить ручной листогибочный станок будет самым выгодным и экономным вариантом.Обратите внимание, что стоимость ручного листогибочного станка может зависеть от комплектации и дополнительных опций (к ним относятся роликовые ножи для резки металла, дополнительные упоры, угломеры)

Сфера использования ручных листогибов
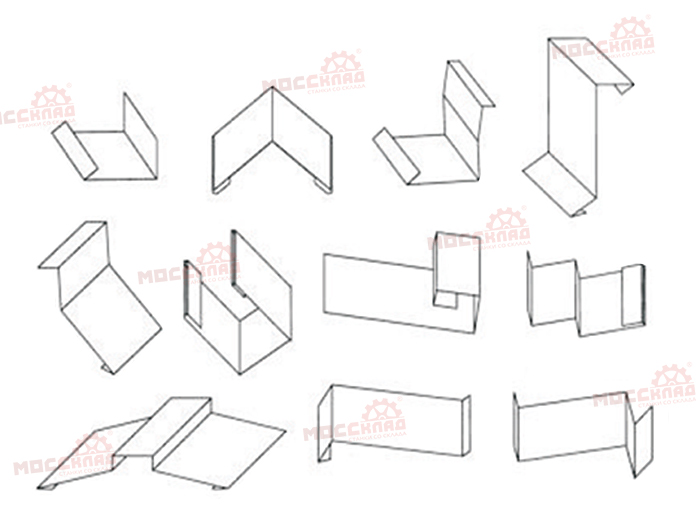
Ручные листогибы широко используются для изготовления различных изделий, например, кровельных элементов (откосов, ендов, снегозадержателей и т. д.), элементов для водосточных и вентиляционных систем, а также для производства профилей разнообразных форм.
Ручные листогибочные станки активно применяются в строительстве и на различных промышленных предприятиях по производству металлических изделий. Небольшая цена ручного листогиба делает такой станок доступным даже для малых предприятий и частных мастерских.
Что необходимо знать, прежде чем купить ручной листогиб?
Выбирая ручной листогиб, прежде всего нужно учитывать запросы производства, например, какой металл будет обрабатываться на станке. От этого будет зависеть максимальная толщина металла — это один из самых важных параметров при выборе любого листогиба.Также важна допустимая ширина заготовки. Большинство ручных листогибочных станков выпускаются под размер листа 2 метра, 2.5 метра и 3 метра. Хотя существуют отдельные модели, которые позволяют работать с листами до 4400 мм.