Как сделать листогиб своими руками?
Содержание:
- Система слива-перелива для ванны: фото
- Составление технического задания
- Эффективный листогибочный станок из металлических балок
- Устройство и принцип работы
- Зачем нужен самодельный листогиб
- Изготовление листогибочного станка
- Преимущества отделки сэндвич панелями перед другими видами
- Как сделать своими руками?
- Какие стандартные размеры по ГОСТу РФ
- Как посчитать квадратуру стены
- Производители
- Как подсоединить ванну к канализации
- Тестирование устройства и окончательная доводка
- Рекомендации по выбору листогиба
- Латексная краска для обоев под покраску: ее эффект
- Подготовка материалов и инструментов
- 2 Гибочный пресс – 3 разновидности
- Гибка металла этапы технологического процесса
- Что такое зиг-машина и как ее сделать
- Конструкция листогибочного станка
- Роликовый нож
- Насадки на дрель, стоит ли покупать
- Основные размеры плит перекрытия многопустотного типа
- Сравнительная таблица характеристик обогревателей
- Структура грунта и тип фундамента
- Гирлянды из бумаги на Новый год 2021 своими рука…
- Технология поклейки
- С чего начать производство листогиба
Система слива-перелива для ванны: фото
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.
Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.
Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.
Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.
Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
- стол;
- верстак;
- станину.
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Зачем нужен самодельный листогиб
Гибка листового металла своими руками – это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.
Самодельный листогиб
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Изготовление листогибочного станка
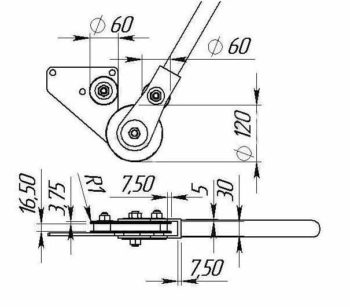
Собственноручно листогибочный станок можно изготовить согласно схеме, которая приведена ниже.
металлического основания,2 отверстияизготовляется из уголка
Снимаем фаски, глубина ее 6 мм и длина 32 мм на ребре основания, а с торцов пуансона глубиной 5 мм и длиной 30 мм. Снятие фасок из торцов пуансона необходимо для установления и крепления осей из 10 мм прута. Оси привариваются таким образом, чтобы линия оси была направлена параллельно к ребру уголка.
Пуансон и основание необходимо закрепить с помощью тисков для сборки таким способом, чтобы полки швеллера и уголка находились в ровной горизонтальной плоскости. Потом на оси пуансона надевают щечки и приваривают к основанию.
Для пробной гибки используют лист толщиной около 1 мм из мягкой стали, который фиксируют прижимом, притягивая его к основанию болтами. Проверяем положение щечек, если необходимо, то корректируем их и привариваем к основанию окончательно.
Преимущества отделки сэндвич панелями перед другими видами
Перед возможными видами отделки откосов у сэндвич панелей есть следующие преимущества:
- обеспечение оптимальной изоляции холодных стен проема от микроклимата в комнате, что невозможно добиться, если сделать оконный откос из ГКЛ;
- снижение уровня шума в помещении, при оштукатуривании откосов, ни о какой изоляции тепла и шума речь не идет;
- улучшение освещенности благодаря отражающим поверхностям;
- небольшой вес отделочного материала менее 2 кг/м2 против 10 кг/м2 гипсокартона при одинаковой толщине;
- возможность прочного соединения с ПВХ рамой, чего нельзя добиться штукатуркой откосов;
- неподверженность перепадам температур и воздействию прямых солнечных лучей, поэтому такие откосы подходят не только для окон, но и для дверей;
- невозможность появления трещим, тогда как растрескивание оштукатуренного оконного откоса явление нередкое;
- отсутствие необходимости обработки поверхности шпаклевкой в отличие от отделки гипсокартоном (отсутствуют мокрые отделочные работы);
- проведение монтажных работ с минимальным количеством строительного мусора, что невозможно себе представить при использовании ГКЛ или штукатурки;
- возможность использовать моющие средства для удаления загрязнений, что упрощает уход за поверхностью откосов.
Как сделать своими руками?
Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
- тавр 7 см в количестве трех кусков по 25 мм;
- болты 2 см диаметром;
- кусок металла для укосин, толщина которого должна составлять 5 мм;
- одна пружина.
Порядок сборки выглядит следующим образом:
- складывают вместе два тавра, в них делают выемки, куда потом будут цепляться петли;
- третий кусок тавра оформляют так же, только глубина выемки должна быть больше;
- петли приваривают;
- приваривают укосины по две штуки с каждой стороны к одному тавру;
- гайка болта сваркой крепится к укосинам;
- устанавливается обрезанный тавр, что будет играть роль прижимной планки;
- вверху планки устанавливаются пластины с отверстием, их тоже приваривают;
- пружина должна быть такой высоты, чтобы планка могла подниматься на 7 мм.
- болт пропускают в отверстие планки, устанавливают пружину, закручивают гайку;
- то же самое проделывают с другой стороны;
- два отрезка арматуры приваривают к шляпке вкрученного винта, затем устанавливают ручку.
В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000.
Какие стандартные размеры по ГОСТу РФ
Как посчитать квадратуру стены
Производители
Как подсоединить ванну к канализации
Схема, по которой проводится монтаж слива в ванной, понятна, но даже при четком ее выполнении могут возникнуть некоторые проблемы, если отсутствует опыт работы. Суть сложности в том, что одни обладают техническим мышлением, другие — экономическим, а некоторые вовсе просто механически выполняют указанные действия.
Стоит заметить, что особенной разницы между сборкой сифонов двух видов нет. Достаточно провести несколько манипуляций, чтобы осуществить замену:
Чтобы заменить старый сифон, нужно удалить старый, тщательно очистить место, где проводится соединение с ванной, заменить прокладку и подключить.
Для подключения нужно взять нижний перелив, вложить в него прокладку и подставить с нижней части к отверстию слива. Другой рукой параллельно накладывается верхняя прокладка и вставляется винт с последующим вживлением. Затем при поддерживании одной рукой нижней части переливной горловины другой проводится затягивание винта при помощи отвертки
Важно не переусердствовать, чтобы не лопнул корпус пластиковой горловины. При наличии небольшой протечки винт подтягивается чуть сильнее.
Аналогичным образом проводится монтаж переливной горловины. Патрубок предназначен для вывода лишней воды и ставится не вертикально, направленный вниз, а немного выдвигается в сторону, что позволяет более просто провести его соединение с полостью горловины.
Затем нужно соединить слив и перелив при помощи гофрированного шланга
Категорически запрещается его резко укорачивать, так как он будет попросту перегнут.
Патрубок предназначен для вывода лишней воды и ставится не вертикально, направленный вниз, а немного выдвигается в сторону, что позволяет более просто провести его соединение с полостью горловины.
Затем нужно соединить слив и перелив при помощи гофрированного шланга. Категорически запрещается его резко укорачивать, так как он будет попросту перегнут.
Для слива в ванной хорошо подойдут пластиковые трубы
По технологии он плавно изгибается. Если герметизация стыка осуществляется при помощи гайки, то нужно помнить, что прокладку устанавливают тоненьким кончиком к полости сливной и переливной горловины. Сначала проводится надевание гофры, потом гайки, а уже потом прокладки.
Тестирование устройства и окончательная доводка
ручной листогиб
Проверяют работу загибочного станка на тонком податливом металле. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Нужно проверить правильность размещения щечек по отношению к станине. Для этого выполняют несколько загибов и подправляют при надобности. Если щечки установлены верно, их окончательно приваривают к станине.
С помощью отверстий в прижимных кронштейнах в основании проделывают отверстия поперечником 8 мм с резьбой М10. Уже готовые в прижиме отверстия увеличивают до поперечника 1 см. В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
https://youtube.com/watch?v=AEhdbRD-ciE
В результате несложных операций получается недорогой, удобный в управлении и надежный станок. Есть у него и несколько небольших минусов:
недостаточно продумано крепление щечек и пуансона. В этом узле во время работы металл взаимодействует с металлом и постепенно перетирается. Через некоторое время механизм начинает люфтить. Лист металла загибается недостаточно четко.
Если планируется гнуть большой объем листового металла, чертежи верхнего прижима придется немного доработать, на представленном работа выполняется достаточно медленно.
В изначальном варианте листогиб легко изготавливает короба из металла толщиной 2 мм, формирует фальцы, справляется с окрашенными листами.
Можно сделать гибочный станок своими руками, не используя никакие чертежи, из металлолома. Существуют экземпляры длиной до 2,5 м, которые за день выполняют до 350 м гиба черного металла. Профессиональные жестянщики часто предпочитают самодельный листогиб заводской конструкции.
Еще несколько моделей ручных листогибов с подробным описанием узлов в видеороликах:
Рекомендации по выбору листогиба
Чтобы правильно выбрать приспособление для изготовления гнутых элементов из листового металла, можно придерживаться следующих рекомендаций.
- Для домашнего мастера, который испытывает потребность в листогибочном станке периодически, вполне подойдет простейшее устройство, изготовленное из подручных средств.
- Тем, кто время от времени занимается выполнением заказов на монтаж кровли, понадобятся ручной станок для гибки листового металла и простейшая зиг-машина.
- Специалистам, которые на постоянной основе занимаются изготовлением элементов для кровельных конструкций и жестяными работами, необходимо заводское устройство для гнутья листового металла.
- Ручной станок для производства профнастила пригодится тем, кто профессионально занимается изготовлением элементов кровельных конструкций. Оптимальным для таких специалистов является профессиональное оборудование, отличающееся более высокой надежностью и долговечностью.
Листогиб российского производства СКС-2в1, цена 64 тысячи рублей
А вот для бытового, не особо нагруженного применения домашний листогиб станет отличным помощником и позволит сэкономить немалые деньги. Нужно учитывать этот момент и не ждать от простого самодельного станка чудес выносливости и производительности.
Перед изготовлением листогибочного станка своими руками можно не только изучить многочисленные чертежи подобных устройств, размещенные в Интернете, но и посмотреть обучающее видео. Возможно, кому-то размер описанного листогиба покажется слишком маленьким, тогда можно рассмотреть вариант самодельного листогиба более крупного формата. Разумеется, это уже не мобильный станок, он подойдет для небольшого частного цеха:
Латексная краска для обоев под покраску: ее эффект
Латексная краска также довольно популярная. Латексные краски для обоев под покраску являются эластичными, они отлично противостоят влаге и не поддаются механическим повреждениям. Единственным недостатком является то, что латексные краски не очень дешевые. Но это тот случай, когда цена соответствует качеству. Латексная краска для обоев под покраску характеризуется тем, что может противостоять воде (если она случайно попадет на обои и краску) и лучам солнца – она не выгорает под их воздействием.
Насколько глянцевыми – это зависит от краски и должно быть указано на упаковке. Поэтому нужно изучить упаковку перед покупкой, чтобы в дальнейшем не было разочарований. Кроме того, чем выше степень глянца, тем лучше устойчивость к воде.
Латексная краска является одной из самых дорогих красок, но она нужна для длительного использования. Именно этой краской специалисты рекомендуют красить обои.
Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.
Процесс гибки металлических листов
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Что такое зиг-машина и как ее сделать
Зиг-машина (или зиговочное приспособление) позволяет согнуть на изделиях из листового металла бортики жесткости, которые и называются зигами. Такие машины относятся к категории специального оборудования и могут быть выполнены с электрическим или ручным приводом. Ручные зиг-машины, также закрепляемые при помощи струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих инструментов.
Ручная зиг-машина со сменными роликами
Такие приспособления позволяют за один проход сделать качественную отбортовку не только на круглых изделиях (тех же обечайках металлических емкостей), но и на прямолинейных металлических листах. Эти устройства являются просто незаменимыми при изготовлении отдельных частей кровельных конструкций.
Разнообразие зиговочных роликов и их назначение
Рабочими элементами зиг-машины выступают вальцы-ролики, а ее использование позволяет значительно сэкономить на приобретении элементов кровельной конструкции, произведенных в заводских условиях. Если посмотреть видео, в котором показана работа такого устройства, становится понятно, что пользоваться им можно даже по месту непосредственного монтажа кровельной конструкции.
Конструкция листогибочного станка
отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой , позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.
Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Насадки на дрель, стоит ли покупать
Чаще всего электродрель с насадками используется в случае отсутствия специального инструмента, а его покупка неоправданна. Например, не стоит покупать шлифовальную машинку, если требуется зачистить одну-единственную заготовку. Гораздо практичнее купить дрель с комплектом насадок и пользоваться ею как универсальным инструментом.
Нельзя не отметить, что выбор приспособлений для дрели очень широк. Они не ограничиваются простым инструментом для шлифовки и полировки. В случае необходимости дрель может взять на себя роль фрезера, шуруповерта, электролобзика, строительного миксера и даже ножниц по металлу.
Из недостатков данного инструмента можно упомянуть разве что небольшую эффективность электродрели при работе с некоторыми видами насадок, к примеру, шлифовать большую площадь гораздо легче полноценной шлифмашинкой. Тем не менее, учитывая доступную цену даже самых качественных насадок, набор основных из них должен быть в каждой домашней мастерской.
Основные размеры плит перекрытия многопустотного типа
Стандартные размеры плит перекрытия пустотелого типа в соответствии с ГОСТ 9561. 91 изменяются в таких пределах:
- длина варьируется от 1,5 до 9 м;
- ширина – от 1 до 1,8 м;
- минимальный вес плиты составляет 500 кг;
- максимальный вес превышает 4 тонны.
Следует также учитывать, что на прочность панелей влияет и диаметр внутренних пустот: чем меньше размер сквозного отверстия, тем более прочным считается изделие. Например, разные типы плит 1ПКК и 2ПКК характеризуются схожими габаритами, только в первом случае диаметр сквозных отверстий равен 159 мм, а во втором – 140 мм, это говорит о том, что плиты 2ПКК отличаются большей несущей способностью.
Благодаря своей конструкции многопустотные плиты считаются более прочными на изгиб.
Показателем расчётной нагрузки считается масса, которую способно выдержать перекрытие, включая и значение собственного веса. Максимальная нагрузка на плиту перекрытия зависит в основном от типа бетона и от толщины плиты, которая чаще всего равняется 22 см. На производствах встречаются варианты повышенной устойчивости толщиной 30 см – это плиты с маркировкой 6ПК, а также облегчённые конструкции, высота которых – 16 см.
В соответствии с ГОСТом размеры плит перекрытия ПК должны быть следующие:
| Размеры плит ПК (длина, ширина, высота), мм | Объём, м3 | Вес, т |
| 1980х990х220 | 0,44 | 0,61 |
| 2180х1190х220 | 0,571 | 0,85 |
| 2680х990х220 | 0,58 | 0,83 |
| 3180х1490х220 | 1,04 | 1,6 |
| 4180х1190х220 | 1,09 | 1,525 |
| 5080х990х220 | 1,11 | 1,475 |
| 6180х990х220 | 1,35 | 1,83 |
Согласно ГОСТу, размеры плит перекрытия ПБ такие:
| Размеры (ДхШхВ), мм | Объём, м3 | Вес, т |
| 5380х1195х220 | 1.41 | 1.91 |
| 5980х1195х220 | 1.57 | 2.125 |
| 6580х1195х220 | 1.73 | 2.34 |
| 7180х1195х220 | 1.89 | 2.55 |
| 8960х1195х220 | 2.36 | 3.19 |
Таблица размеров по ГОСТу плит перекрытия облегчённого типа:
| Размеры (ДхШхВ), мм | Объём, м3 | Вес, т |
| 6280х1190х160 | 1,20 | 1,7 |
| 5380х1190х160 | 1,02 | 1,4 |
| 3580х1190х160 | 0,68 | 0,92 |
| 4780х1190х160 | 0,91 | 1,25 |
| 5980х990х160 | 0,95 | 1,43 |
| 4780х990х160 | 0,76 | 1,1 |
| 2380х990х160 | 0,38 | 0,55 |
Многопустотные плиты перекрытий ПБ, ПК и ПНО широко используются при строительстве. Независимо от выбранного типа, в итоге всё равно при любом количестве этажей получится высокопрочная конструкция. Несмотря на то, что плиты отличаются способом производства, они всё-таки предназначены для решения похожих задач.
Сравнительная таблица характеристик обогревателей
Структура грунта и тип фундамента
Гирлянды из бумаги на Новый год 2021 своими рука…
Технология поклейки
Метод поклейки обоев может отличаться от их основы.
При высокой влажности воздуха повышается риск появления пузырей. Если они всё же появятся, их необходимо сразу проткнуть иглой и ввести внутрь обычным медицинским шприцем клей, а поверхность разгладить. Излишки средства, вылезшие через прокол, убираются чистой ветошью.
На флизелиновой основе
- Подготовленная поверхность размечается.
- Раскладываются фрагменты с частями изображения в нужной очерёдности.
- Клеем намазывается участок стены под одно полотно, сам обойный лист намазывать не нужно.
- Сухой лист приклеивается к стене, разравнивается. Аналогично по разметке с попутным совмещением рисунка наклеиваются и остальные фрагменты.
- Выполняется подрезка стыков, края подклеиваются и прокатываются валиком.
На бумажной основе
- Выравнивается и грунтуется стена, наносится разметка, на полу раскладываются бумажные фотообои, обрезаются белые канты (если есть).
- В чистом ведре из пластика смешивается сухой клей с водой в нужных пропорциях. Первое полотно укладывается лицом вниз, изнанка промазывается клеем, слой смеси также наносится на стенку.
- Пока полотно не размокло, его быстро клеят на стену от верха до низа.
- Материал аккуратно разравнивается, приклеиваются другие фрагменты. Проступившие на стыках остатки клея удаляются сухой тряпкой. При необходимости стыки прорезаются.
Виниловые фотообои
- Подготавливается основание, дважды грунтуется.
- Виниловые фотообои промазываются клеем с изнанки, складываются вдвое и пропитываются указанное в инструкции клея количество минут. Параллельно этому промазывается стена в пределах одного полотна.
- Лист наклеивается на размеченный участок, разглаживается.
- Аналогично приклеиваются другие фрагменты рисунка.
- Вырезаются отверстия под розетки/выключатели, прокатываются швы.
С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.