Виды заклёпок и для чего они чаще используются? характеристики +видео
Содержание:
- Материалы для изготовления
- 25 нетривиальных советов, которые сделают вашу жизнь проще
- Применение заклепок
- Упражнение 1 -Подготовка деталей к клепке
- Заклепочник резьбовой принцип его работы пошаговая инструкция
- Толщина заклепочного соединения
- Заклепочные конструкции
- Строй-Техника.ру
- Особенности применения вытяжных заклепок
- Выбор вытяжного заклепочника
- Способ соединения
- Материалы стержней и сердечников
- Заклепочник гармошка жабка принцип его применения
- Фото интерьеров для вдохновения
- § 67. Виды заклепочных соединений. Инструменты и приспособления для клепки
- Принцип работы
- Недостатки заклёпочных соединений
- ПРОЧНОСТЬ ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ
- 1 Материалы для изготовления
- Сфера использования заклёпок
Материалы для изготовления
Заклепки вытяжные изготавливаются из широкого спектра материалов. Это позволяет применять такой крепеж практически на всех видах работ. Кроме того, сама вытяжная заклепка может быть окрашена в тот или иной цвет. Цветные метизы широко применяются в легкой промышленности (текстильной), где требуется подбор по цвету.
Выбор материала заклепок зависит от материала скрепляемых деталей и окружающей среды, в которой будет находиться крепление. Материалы изготовления заклепок могут быть следующие:
- Алюминий. Возможен чистый металл и его варианты: анодированный, лакированный.
- Оцинкованная сталь.
- Нержавеющие стали. А2 — устойчива к ржавлению, А4 — устойчива к коррозии и кислотной среде (нашла широкое применение в химической промышленности). Или импортные аналоги, например, DIN 7337. Нержавейка является одним из самых распространенных и прочных материалов.
- Медь.
- Медно-никелевый сплав (монель). Содержит 70 % никеля, 30 % меди.
- Поламид. Относительно непрочный материал, он нашел применение при производстве одежды и различной текстильной продукции.
Все материалы, из которых изготавливают крепежные элементы, регламентируются ГОСТ.

Крепежные элементы
При подборе материала крайне необходимо осуществлять тщательный подбор материалов метизов со скрепляемыми материалами — из-за того, что крепление может быть разрушено. Разрушение креплений происходит из-за образования гальванической пары метиз — деталь. При влажной окружающей среде или намокании по гальванической паре начинает протекать ток, который и разрушает крепление.
Например, при контакте алюминия и стали происходит очень быстрое окисление алюминия и, как следствие, разрушения. Поэтому для крепления стальных деталей лучше применять заклепки нержавеющие А2, А4 или DIN 7337. Заклепки стальные рекомендуются к использованию наиболее часто, поскольку имеют очень высокую прочность. А вот заклепка стальоцинкованная встречается реже. Причина — цинковое покрытие довольно быстро истирается, особенно, если один из закрепленных элементов — подвижный. Заклепка медная и из сплавов меди — наиболее универсальный метиз. Медь конфликтует только с алюминием, а крепежи с другими металлами безопасно делать. Главными недостатками меди является высокая цена и некрасивый цвет после окисления (через некоторое время после осуществления крепежа может появиться налет зеленого цвета — окислившаяся медь), хотя это не влияет на прочность соединения. Поламид — самый универсальный материал. Такая заклепка позволит соединить все, что угодно, но особой прочностью это соединение похвастаться не может.
При заказе заклепок очень важно в спецификациях указывать материал, и делать это подробно, если имеется несколько типов сплава (например, когда заказывают алюминиевую заклепку, указывают сплав AlMg2,5, или AlMg3,5). https://www.youtube.com/embed/DH2BhOfYxp0
25 нетривиальных советов, которые сделают вашу жизнь проще
Применение заклепок
Выбор конкретных параметров и разновидности крепежа определяется тремя основными критериями:
- Обеспечения необходимой прочности соединения, с учетом дополнительных параметров и требований к шву;
- Технологическими возможностями оборудования для работы с конкретным видом заклепочного соединения;
- Экономической целесообразностью использования клепаного соединения;
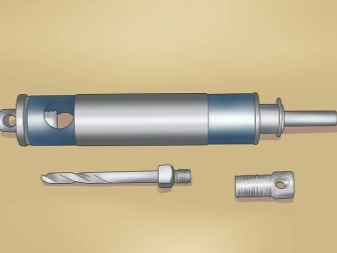
Резьбовые гайки-заклепки
Способ соединения с помощью резьбовых заклепок сегодня можно назвать самым универсальным. Основная идея соединения заключается в остроумной идее фиксации тела заклепки в клепочном отверстии. Для этих целей используется заклепочник для резьбовых заклепок. Сама резьбовая конструкция представляет собой полую гильзу с внутренней резьбой.
При выполнении соединения эта гильза вставляется в просверленное отверстие и выравнивается таким образом, чтобы соединяемые части плотно прилегали друг к другу. После этого в резьбовое отверстие внутрь заготовки вкручивается стержень заклепочника. Передняя стенка гильзы фиксируется опорной поверхностью инструмента, не давая заклепке выйти из отверстия. Чтобы расклепать гильзу, стержень заклепочника перемещается с большим усилием в сторону опорной поверхности. Гильза при этом сминается и осаживается, тем самым образуя прочное неподвижное соединение.
Стержень заклепочника свободно выворачивается из тела втулки. Чаще всего применяются заклепки алюминиевые, латунные или медные. Использование последних ограничено высокой стоимостью, поэтому они устанавливаются в тех случаях, когда нужно обеспечить хороший электрический контакт между соединяемыми поверхностями.
К достоинствам резьбового заклепочного соединения относят ее «малотравматичность». При работе стержня заклепочника соединяемый металл не испытывает больших нагрузок или деформаций. Резьбовой втулкой легко соединять тонкостенный металл или профиль сложной конфигурации. Такой крепеж широко используется в сборке бытовой техники, в соединении отдельных узлов облицовки автомобилей, при изготовлении различного рода конструкций из профнастила.
Вытяжные заклепки
Недостатком резьбовых видов клепки является их высокая стоимость и относительно небольшая скорость выполнения соединений. Поэтому для случаев, когда соединяемые листы металла, профиля требуется соединить с использованием нескольких сотен или тысяч точек, применяют вытяжной вид заклепки.
Это могут быть стальные, латунные метизы, заклепки из алюминия, сплавов алюминия и кремния. В отличие от резьбовой, в вытяжной схеме деформация гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Как и в предыдущем случае, чтобы осадить тело заклепки, ее торец упирают в опорную поверхность заклепочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъемное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.
Упражнение 1 -Подготовка деталей к клепке
1.Разметить заклепочный шов.
Для клепки внахлестку разметить шов только на одной детали.
Для клепки встык разметить накладку.
При разметке соблюдать шаг между заклепками t
и расстояние от центра заклепки до кромки деталиа: однорядный шовt=3d, a=l,5d, двухрядный шовt=4d, a=l,5d , гдеd — диаметр заклепки (рис. 171).
Рис. 171
2. Просверлить отверстия и зенковать места под головки заклепок.
Подобрать сверло, соответствующее диаметру заклепки. Диаметр сверл подобрать по табл. 5.
Совместить детали и сжать их вместе ручными тисками или струбцинами.
Просверлить по разметке отверстия под заклепки в обеих деталях одновременно.
Зенковать места (гнезда) под потайные головки заклепок на глубину, равную 0,8 диаметра заклепки (рис 172).
Упражнение 2 — Склепывание деталейс образованием потайнойзамыкающей головки
1. Выполнить клепку заклепками с потайными закладными головками.
Примечание. При выполнении приемов клепки рекомендуется работать вдвоем: один поддерживает склепываемые детали, другой выполняет клепку.
Подобрать заклепки (длина стержня заклепки берется в зависимости от суммарной толщины склепываемых деталей и с учетом, чтобы на образование потайной замыкающей головки осталась часть стержня длиной, равной 0,8—1,2 d).
Наложить детали друг на друга, в крайние отверстия вставить заклепки и положить детали на плиту (или упереть закладную головку в плоскую поддержку).
Осадить детали в месте клепки натяжкой до плотного их прилегания.
Осадить стержень крайней заклепки бойком молотка, расплющить заклепку носком и выровнять головку снова бойком молотка.
Расклепать подобным образом другую крайнюю заклепку, а затем и остальные заклепки(рис. 173).
2. Выполнить клепку заклепками с полукруглыми закладными головками.
Клепку выполнять с соблюдением всех указанных выше рекомендаций, упирая закладную полукруглую головку в сферическую поддержку.
Упражнение 3 -Склепывание деталейс образованием полукруглойзамыкающей головки
1. Выполнить клепку заклепками с полукруглыми закладными головками.
Подобрать, заклепки (длина стержня заклепки берется в зависимости от суммарной толщины склепываемых деталей с учетом, чтобы на образование полукруглой замыкающей головки осталась часть стержня длиной, равной 1,25—1,5 d).
Наложить детали друг на друга, в крайние отверстия вставить заклепки и упереть закладную головку в сферическую поддержку.
Осадить детали в месте клепки натяжкой до плотного их прилегания.
Осадить стержень крайней заклепки бойком молотка, расплющить и боковыми ударами придать головке полукруглую форму. С помощью сферической обжимки придать замыкающей головке окончательную форму.
Расклепать подобным образом вторую крайнюю заклепку, а затем и остальные (рис. 174).
2. Выполнить клепку заклепками с потайными закладными головками.
Клепку выполнять с соблюдением всех указанных выше рекомендаций, упирая закладную головку в плиту или плоскую поддержку.
Заклепочник резьбовой принцип его работы пошаговая инструкция
Самое надежное соединение обеспечивается при помощи резьбовых устройств. Принцип их работы достаточно простой, однако вызывает некоторое неудобство — каждую заклепку перед применением необходимо накрутить на концевую часть инструмента. Инструкция, как работают резьбовые приборы, имеет следующий вид:
- Первоначально необходимо просверлить отверстие соответствующего диаметра в листовой стали — от 3 до 14 мм или М3-М14
- Установить в головку инструмента соответствующего диаметра резьбовой наконечник (стержень)
- Накрутить на наконечник резьбовую бобышку до упора
- Установить заклепку в отверстия соединяемых элементов
- Произвести заклепывание путем воздействия на рычаги (свести их друг с другом)
- Далее для разъединения инструмента с полученным соединением понадобится произвести его вывинчивание
- После этого соединение готово к применению, и в него можно вкрутить соответствующего диаметра болт
Для наглядности ниже представлено видео, на котором видно, что представляет собой резьбовой инструмент, и как происходит его применение.
https://youtube.com/watch?v=K8uBGFf7FDU%3F
Толщина заклепочного соединения
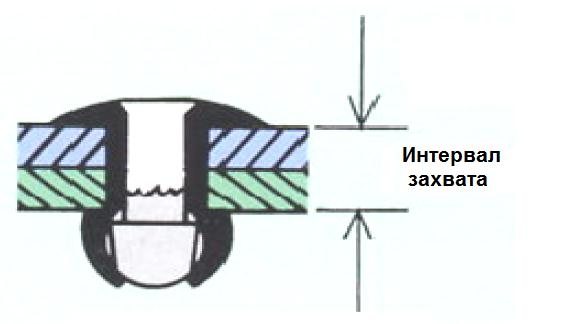
Вытяжные заклепки конструируются так, чтобы соединять вместе материалы с заданной общей толщиной. Количество деформации тела заклепки, которое происходит при ее осадке, зависит от этой толщины (рисунок 6).
Рисунок 6 — Захват заклепочного соединения
Если заклепка слишком длинная, то на «слепой» стороне соединения будет оставаться слишком много материала заклепки и потребуется большее усилие для разрыва сердечника.
Если заклепка слишком короткая, то на «слепой» стороне соединения может быть недостаточно материала заклепки, чтобы обеспечить плотное соединение материалов.
Заклепочные конструкции
Заклепочные конструкции чаще всего состоят из следующих видов деталей: фермы из стержней, работающих на растяжение или сжатие (на продольный изгиб), балки и стойки. Для каждого из этих видов деталей применяют определенные проверенные опытом методы расчета и конструкции заклепочных соединений. Стержни соединяются в узловых точках посредством косынок.
Стержни, работающие на сжатие, изготовляются из профилей с малой площадью сечения и большим моментом инерции, т. е. из угольников, двутавров, швеллеров.
В зависимости от расположения применяют стержни цельные, состоящие из таврового, двутаврового или швеллерного профиля. Могут быть применены составные стержни из двух профилей (углового, двутаврового, таврового или швеллерного), соединенных сплошным рядом соединительных заклепок, а также сложносоставные (рис. 5), изготовленные из двух или нескольких цельных стержней, взаимно связанных накладками или косынками. Стержни ферм должны быть соединены таким образом, чтобы линии центров тяжести стержней пересекались в одной точке косынки (рис. 6).

Рис. 5. Составные стержни фермы

Рис. 6. Соединение профилей в узел с помощью косынки с учетом их центров тяжести
Если угольник присоединен только одной своей полкой, то для соединения должны быть применены 3 или 2 заклепки. Присоединение лишь одной заклепкой применять нельзя.
Просмотров: 2 198
Строй-Техника.ру
Строительные машины и оборудование, справочник
Категория:
Крановщикам и стропальщикам
Публикация:
Заклепочные соединения
Читать далее:
Сварные соединения
Заклепочные соединения
В каких конструкциях применяются заклепочные соединения?
Заклепочные соединения применяются в тех конструкциях н машинах, которые воспринимают сильные вибрационные или большие повторноударные нагрузки, а также в конструкциях, части которых изготовляются из несвариваемых материалов.
Что такое заклелочный шов?
Рекламные предложения на основе ваших интересов:
Заклепочный шов — это неразъемное соединение частей сооружения, машин или механизмов с помощью заклепок.
Как подразделяются заклепочные швы в зависимости от расположения соединяемых узлов или деталей?
В зависимости от расположения соединяемых деталей и узлов заклепочные швы подразделяются на швы внахлестку, в которых край одного листа или узла накладывается на край другого, и на швы встык, в которых соединяемые детали своими торцами плотно привыкают друг к другу и соединяются с помощью одной или двух накладок.
Как располагаются заклепки в заклепочных швах?
Заклепки в заклепочных швах располагаются в один, два и более рядов, поэтому заклепочные швы называют однорядными — если заклепки расположены в один ряд; двухрядными — если заклепки расположены по шву в два ряда и многорядными — если заклепки по: шву располагаются в несколько рядов. Как подразделяются заклепочные швы по назначению?
По назначению заклепочные швы подразделяются на прочные и плотные (прочноплотные), причем прочные заклепочные швы служат для восприятия внешних нагрузок, а плотные (прочноплотные) — для обеспечения плотности соединения в некоторых котлах, сосудах и т. д.
Что называется заклепкой?
Заклепкой называется металлический стержень круглого поперечного сечения с головкой на одном конце, которая называется накладкой. Вторая головка заклепки выполняется во время клепки н называется замыкающей.
Из какого материала изготовляются заклепки?
Заклепки изготовляются из углеродистых сталей Ст. 2, Ст. 3, 10КП, 20КП и др., подобных им, а в конструкциях, где требуются заклепки из легированной стали, их делают из стали 09Г2 или нержавеющей стали Х18Н9Т. Кроме того, для склепывания деталей из цветных металлов и нх сплавов применяются заклепки марок МЗ, Л62, АД1, Д18П также из цветных металлов и сплавов.
Как различают заклепки по форме их головок?
По форме головок различают заклейки с полукруглой головкой, заклепки с потайной головкой н заклепки с полупотайной головкой. Наиболее широкое применение получили заклепки с полукруглой головкой.
Какие известны способы клепки?
Известны холодный и горячий способы клепки: Холодную клепку выполняют заклепками диаметром до 10 мм без их нагрева.
Горячая клепка производится заклепками диаметром более 10 мм с нагревом заклепок до определенной температуры.
Заклепочный шов можно сделать вручную—слесарным молотком, механизированным способом — пневматическими клепальными молотками и машинным способом — на стационарных клепальных машинах.
Читать далее: Сварные соединения
Категория: —
Крановщикам и стропальщикам
Особенности применения вытяжных заклепок
«Захват» заклепки
Технические характеристики любой вытяжной заклепки включает минимальный и максимальный захват скрепляемых материалов. По-английски он называется «grip». Максимальный захват — это самая большая толщина комбинации материалов, которые данная заклепка может скрепить вместе. Минимальный захват — это такая толщина, для которой существует нужно применять более короткую заклепку из существующего размерного ряда заклепок. Например, заклепку с минимальным захватом 6 мм можно применять и для меньшей толщины, на задней стороне заклепки будет оставаться больше тела заклепки, чем это должно быть у заклепки нормального размера (рисунок 8, а) и б)). Иногда эта чрезмерная длина может мешать смежным деталям конструкции. Так называемые «мультизахватные» заклепки являются в этом смысле более универсальными и могут работать в широком диапазоне захвата (рисунок Х, в)).
Так называемые «мультизахватные» заклепки (рисунок 8, в) являются в этом смысле более универсальными и могут работать в широком диапазоне захвата, но стоят они дороже.
Размер отверстия под вытяжную заклепку
Правильное отверстие очень важно для получения максимальной несущей способности вытяжной заклепки. Даже небольшое увеличение размера может привести к резкому снижению несущей способности заклепок, как на разрыв, так и на срез
Поэтому при установке заклепок применяют точно заданные размеры сверла и хороший сверлильный инструмент, чтобы не получить разбитое отверстие, как показано на рисунке 9б.
Рисунок 9 — а — нормально, б — не допускается
Выбор вытяжного заклепочника
Чаще всего приходится работать с вытяжными (тяговыми) заклепками. Они удобны, недороги. Не слишком много стоит и инструмент для их установки
Кроме перечисленных выше параметров, чтобы выбрать заклепочник под тяговые заклепки, надо еще обратить внимание на некоторые особые характеристики и опции
Количество зажимных губок (лепестков) в цанге. Инструмент захватывает стержень и тянет его, формируя закрывающую головку. Так вот, лепестков может быть два или три. Двухлепестковые дешевле, но при захвате стержень может перекосится и застрять. Приходится его разбирать и собирать снова. Неудобно, да и время уходит.
Наличие трещотки
При работе с прочными заклепками (стальными) важно правильно рассчитывать усилие. В этом помогает трещотка.
Емкость для сбора обломанных стержней
В процессе работы излишки стержня обрываются. Если нет контейнера, они зачастую оказываются под ногами, потом приходится собирать. Наличие емкости решает проблему, а на цену почти не влияет.
Теперь вы знаете, как выбрать заклепочник под вытяжные заклепки. Подобрав несколько моделей, которые вас устраивают по характеристикам, осмотрите их и подержите в руках. Если есть возможность, попробуйте пару раз в работе. Так будет проще понять, каким инструментом вам работать удобнее и будет проще сделать выбор.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Материалы стержней и сердечников
Вытяжные заклепки заслужили свою популярность благодаря легкости установки и разнообразию применяемых форм и материалов. Применение вытяжных заклепок в самых различных областях промышленности и строительства создает потребность в заклепках из различных типов материалов.
Обычно решающими факторами при выборе материалов компонентов вытяжной заклепки — собственно заклепки и сердечника — являются прочность, коррозионная стойкость и материалы, которые будут соединять этой заклепкой.
Материалы стержней и сердечников:
- Алюминиево-магниевые сплавы (серия 5ххх): AlMg2,5; AlMg3, AlMg5.
- Оцинкованная углеродистая сталь.
- Нержавеющие стали 304 или 316.
Заклепочник гармошка жабка принцип его применения
Принцип работы заклепочника гармошки достаточно простой и незамысловатый
При его использовании важно учитывать, что для склепывания должно быть достаточно свободного места. Длина инструмента в разжатом положении достигает 80 см
Принцип применения инструмента следующий:
- Для начала необходимо установить в прибор заклепку шпилькой внутрь
- Полностью разжать рукоятку
- Установить заклепку в отверстие
- Произвести сжатие механизма в виде гармошки
- Извлечь из патрона инструмента оставшуюся шпильку
Подробное видео описание ниже.
https://youtube.com/watch?v=gwOmr_n7vQE%3F
Достоинство жабки в том, что оператору необходимо меньше прилагать усилия, чем при работе с инструментом, имеющий одну подвижную и неподвижную рукоятку.
Фото интерьеров для вдохновения
§ 67. Виды заклепочных соединений. Инструменты и приспособления для клепки
Место соединения деталей заклепками называется заклепочным швом (рис. 285).
В зависимости от характеристики и назначения заклепочного соединения заклепочные швы делят на три вида: прочные, плотные и прочно-плотные.
Прочный шов применяют для получения соединений повышенной прочности. Прочность шва достигается тем, что он имеет несколько рядов заклепок. Эти швы применяют при клепке балок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках.
Соединения с плотным швом выполняют обычно холодной клепкой. Для достижения необходимой герметичности шва применяют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком, или подчеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), некоторых других изделий.
Рис. 285. Внешний вид заклепочных швов
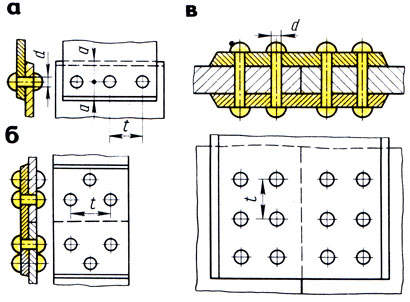 Рис. 286. Заклепочные швы: а — нахпесточный, б — стыковой, в — с двумя накладками
Рис. 286. Заклепочные швы: а — нахпесточный, б — стыковой, в — с двумя накладками
Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно-плотные швы выполняют горячей клепкой при помощи клепальных машин с последующей подчеканкой головок заклепок и кромок листов.
В каждом заклепочном соединении заклепки располагают в один-два и более рядов.
В зависимости от расположения соединяемых деталей различают соединения (нахлесточные) (рис. 286, а), в которых край одного листа накладывается на край другого;
соединения {стыковые), которые характеризуются тем, что соединяемые детали своими торцами плотно примыкают друг к другу и соединяются при помощи одной или двух накладок (рис. 286, б, а).
Инструменты и приспособления для клепки. Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком (см. рис. 62), поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки:

Поддержки являются опорой при расклепывании стержня заклепок, форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3 — 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Принцип работы
Как пользоваться заклепочником — пожалуй, самый важный вопрос, который интересует мастера. Для того чтобы создать надежное соединение, во время его выполнения необходимо придерживаться следующего алгоритма действий:
- Подготовка поверхности.
- Нанесение разметки и сверление отверстий.
- Монтаж крепежа.
На первом этапе необходимо хорошо выровнять поверхности, чтобы можно было обеспечить максимально плотный контакт между деталями.
Приступая к сверлению отверстий, необходимо следить за тем, чтобы они располагались строго по одной линии. Для надлежащего выполнения этой операции поверхности рекомендуется расположить на ровной плоскости, например, деревянной заготовке, к которой их следует зафиксировать. После этого переходят к нанесению мест расположения будущих отверстий. Далее, начинают проделывать отверстия, следя за тем, чтобы на каждой детали они располагались точно в обозначенных местах.
Важной задачей является обеспечить соответствие размера отверстия требуемым параметрам. Для этого рекомендуется брать сверло чуть большего диаметра
К примеру, если вы создаете отверстие диаметром 3,8 мм, вам следует использовать сверло диаметром 4 мм.
Когда отверстия будут готовы, обязательно «примерьте» подготовленные крепежные элементы. Если всё сделано правильно, то голова заклепки будет плотно примыкать к поверхности в области кромки отверстия и полностью его закрывать.
На заключительном этапе устанавливают заклепки, придерживаясь следующего порядка:
- Сперва цилиндрическое тело заклепки нужно поместить в проделанное отверстие соединяемых элементов.
- С помощью заклепочника нужно захватить проходящий через все тело стержень, причём он должен быть зафиксирован губами или клепальной головкой инструмента непосредственно у основания головки цилиндра.
- Оказывая необходимое усилие на стержень, его нужно вытянуть через тело заклёпки, одновременно расширяя его шляпкой и деформируя конец цилиндра. В итоге у вас должно появиться обратная широкая часть заклепки на внутренней части соединяемых элементов.
- Подобрав необходимое усилие для заклепочника, детали надежно соединяются, после чего вам останется только отломать выступающие части вытянутого стержня.
В большинстве случаев при использовании ручного заклепочника приходится несколько раз нажимать на рычаг, чтобы добиться необходимого результата. После соединения элементов по одну его сторону будет располагаться головка тела заклепки, а по другую — расплющенный конец цилиндра, выглядящий как группа лепестков.
Недостатки заклёпочных соединений
Заклёпочные работы на судне (рисунок из статьи «Заклепки» «Военная энциклопедия Сытина»)
Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
Необходимость специальных мер для герметизации
Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин
Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
ПРОЧНОСТЬ ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ
Основными параметрами прочности являются механическая прочность «на срез» и «на разрыв». Значения этих параметров указываются в каталоге для каждого вида заклепок отдельно. Однако, главным элементом и непременным условием высокой прочности всего заклепочного соединения является правильно сформированная замыкающая головка заклепки.
ПРОЧНОСТЬ НА СРЕЗ
Это максимальная сила, которую заклепка может иметь направленную вдоль. Предел прочности определяется тестированием и имеет минимальное среднее значение. Измеряется в Ньютонах (Н)
ПРОЧНОСТЬ НА РАЗРЫВ
Это максимальная сила, которую заклепка может иметь направленную вдоль. Предел прочности определяется тестированием и имеет минимальное среднее значение. Измеряется в Ньютонах (Н)
1 Материалы для изготовления
Заклепки вытяжные изготавливаются из широкого спектра материалов. Это позволяет применять такой крепеж практически на всех видах работ. Кроме того, сама вытяжная заклепка может быть окрашена в тот или иной цвет. Цветные метизы широко применяются в легкой промышленности (текстильной), где требуется подбор по цвету.
Выбор материала заклепок зависит от материала скрепляемых деталей и окружающей среды, в которой будет находиться крепление. Материалы изготовления заклепок могут быть следующие:
- Алюминий. Возможен чистый металл и его варианты: анодированный, лакированный.
- Оцинкованная сталь.
- Нержавеющие стали. А2 — устойчива к ржавлению, А4 — устойчива к коррозии и кислотной среде (нашла широкое применение в химической промышленности). Или импортные аналоги, например, DIN 7337. Нержавейка является одним из самых распространенных и прочных материалов.
- Медь.
- Медно-никелевый сплав (монель). Содержит 70 % никеля, 30 % меди.
- Поламид. Относительно непрочный материал, он нашел применение при производстве одежды и различной текстильной продукции.
Все материалы, из которых изготавливают крепежные элементы, регламентируются ГОСТ.
Крепежные элементы
При подборе материала крайне необходимо осуществлять тщательный подбор материалов метизов со скрепляемыми материалами — из-за того, что крепление может быть разрушено. Разрушение креплений происходит из-за образования гальванической пары метиз — деталь. При влажной окружающей среде или намокании по гальванической паре начинает протекать ток, который и разрушает крепление.
Например, при контакте алюминия и стали происходит очень быстрое окисление алюминия и, как следствие, разрушения. Поэтому для крепления стальных деталей лучше применять заклепки нержавеющие А2, А4 или DIN 7337. Заклепки стальные рекомендуются к использованию наиболее часто, поскольку имеют очень высокую прочность. А вот заклепка стальоцинкованная встречается реже. Причина — цинковое покрытие довольно быстро истирается, особенно, если один из закрепленных элементов — подвижный. Заклепка медная и из сплавов меди — наиболее универсальный метиз. Медь конфликтует только с алюминием, а крепежи с другими металлами безопасно делать. Главными недостатками меди является высокая цена и некрасивый цвет после окисления (через некоторое время после осуществления крепежа может появиться налет зеленого цвета — окислившаяся медь), хотя это не влияет на прочность соединения. Поламид — самый универсальный материал. Такая заклепка позволит соединить все, что угодно, но особой прочностью это соединение похвастаться не может.
При заказе заклепок очень важно в спецификациях указывать материал, и делать это подробно, если имеется несколько типов сплава (например, когда заказывают алюминиевую заклепку, указывают сплав AlMg2,5, или AlMg3,5). https://www.youtube.com/embed/DH2BhOfYxp0
Сфера использования заклёпок
В основном заклепка применяется в машиностроении, авиастроении, кораблестроении, строительстве домов, креплении вентилируемых фасадов, производстве детских игровых площадок, креплении декоративных конструкций и элементов.
Преимущественно данный крепеж используют в строительной сфере и ремонтных работах. Тяжеловесные конструкции данным видом метизов не скрепляют.
Примечание. Очень важно, чтобы заклепка обладала гибкостью и прочностью одновременно. Учитывая этот факт, для ее производства применяют сталь малоуглеродистую сталь, сплавы алюминия и медь
7 лучших строительных и мебельных магазинов!
Определение длины заклёпки
Правильная установка заклёпки предусматривает создание полной формы замыкающей головки и отсутствие при этом каких-либо избыточных зазоров и наплывов. Для правильной установки заклёпки необходимо определить длину тела заклёпки, зависящую от толщины склёпываемых материалов и типа заклёпки.
«Справочник конструктора-машиностроителя» под редакцией Анурьева В.И. предлагает пользоваться одной универсальной формулой для всех форм головок заклёпок. Здравый смысл подсказывает, что такой подход ошибочный — поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.
| Конструкция заклёпки | Припуск «Н» для заклёпок без зазора | Припуск «Н» для заклёпок с зазором |
| H=1,2d | H≈1,2d+0,1S | |
| H=0,54d | H≈0,5d+0,1S | |
| H=0,6d | H≈0,5d+0,1S | |
| H=0,8d | H≈0,7d+0,1S | |
| H=d | H≈0,9d+0,1S | |
| H=1,2d | H≈1,1d+0,1S |
Вычислив по формуле необходимый размер припуска, можно определить длину заклёпки L, прибавив к толщине склёпываемых материалов S значение припуска H. Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180