Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
Содержание:
- Рез электрическим клуппом
- Как выкрутить сломанный метчик
- Разновидности и сферы применения метчиков
- Почему выбирают нас
- Советы
- Как штукатурить потолок: описание процесса и видео-инструктаж
- Нарезаю резьбу на трубе леркой, либо клуппом.
- Как нарезать внутреннюю резьбу?
- Технология и приемы нарезания резьбы вручную
- Конструктивные особенности
- Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
- Приспособления
- Назначение: и декоративные и защитные
- Характеристики и особенности труб ПВХ для электропроводки
- Конструктивные особенности
- Нарезание плашкой с держателем-трещоткой
Рез электрическим клуппом
Кроме ручного инструмента получил широкое распространение и электрический. Преимуществом подобного варианта исполнения можно назвать высокую производительность. Работа при его применении имеет следующие особенности:
- Обрабатываемая часть тщательно подготавливается.
- Обеспечивается надежное крепление заготовки.
- Механизм крепится в начальной точке.
- Проверяется свободность хода направляющих и направление вращения режущей части.
- Первые витки нарезаются в толчковом режиме.
На инструменте можно установить основные параметры, к примеру, длину реза. Особенности применения зависят от его функциональности и других эксплуатационных характеристик.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Почему выбирают нас
Советы
Нелишним будет знать некоторые тонкости эксплуатации и выбора инструментов, а также способы их использования.
В этом вопросе помогут некоторые советы.
- Перед покупкой клуппа нужно убедиться в качестве материалов его корпуса и комплектующих, для чего следует изучить аннотацию и ознакомиться с техническими условиями эксплуатации прибора. Выбирать лучше лицензированные модели надежных производителей.
- Клупп со сменными резцами будет работать дольше и лучше, чем обычная плашка. Резцы лучше всего выбирать из легированной стали.
- Перед нарезкой резьбы на водопроводных трубах следует убедиться в целостности системы, иначе при осуществлении работ может произойти поломка труб.
- Если в трубе обнаружены элементы ржавчины, то лучше удалить их, воспользовавшись труборезом. Для этого подойдет электрическая модель. Она может справиться с элементами крупного диаметра. Ручной клупп предназначен только для тонких трубных стальных поверхностей.
- Чтобы резать было проще и лучше, нужно при работе использовать специальную жидкость для резцов, которая будет одновременно охлаждать и смазывать режущую поверхность – это уменьшит силу трения, что защитит резцы от нагревания и деформации. Рабочие поверхности, инструменты и исходники обычно смазывают специальными смазочными материалами: машинным маслом или солидолом. Если их нет под рукой, то можно воспользоваться проверенным средством – куском сала.
- Для ручной нарезки с внутренней стороны лучше использовать труборез и ключ. С помощью газового ключа фиксируют трубу и производят нарезку. За счет длины своих ручек он легок и прост в использовании. Тиски могут не понадобиться, однако этот страховочный материал порой необходим, как надежный фиксатор конструкции трубы.
- Производить нарезку лучше таким образом, чтобы диаметр наружных витков был немного больше диаметра трубы – это гарантирует качественное соединение.
- Для надежности соединения в срезе лучше сделать большее число витков, например, пять. Завершая резьбу, нужно еще раз пройтись по поверхности для гарантированного качества нарезки.
- Чтобы установить прогонки правильно, нужно следовать номерным значениям на рисках.
- Для хорошей многолетней работы клуппа необходимо вовремя осуществлять замену вышедших из строя комплектующих. Новые зубцы взамен стершихся лучше приобретать у того же производителя.
- Совмещать элементы конструкции инструмента необходимо строго по параметрам – несоблюдение значений размеров плашек и клуппа приведет к поломке резцов.
Посмотреть, как нарезать резьбу на трубе, можно в этом видео.
Как штукатурить потолок: описание процесса и видео-инструктаж
Нарезаю резьбу на трубе леркой, либо клуппом.
Для нарезки резьбы на трубе диаметром 15 (она же 1/2″, она же полдюйма), я обычно использую лерку в леркодержателе, которую надеваю на подготовленный срез трубы, той стороной, которая имеет грани, за счёт своей длины она выполняет роль направляющей, что важно для равномерного зацепа леркой. Слегка придавливаю в торец рукой и вращаю за грани разводным ключом, по часовой стрелке. Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки
В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба
Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки. В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба.
Можно нарезать резьбу и клуппом, но обычно труба этого диаметра используется на разводке, и использовать вороток из-за массивности не представляется возможным.
Всё для резьбы на трубе.
На трубе диаметром 20 (она же 3/4″, она же три четверти дюйма), резьбу нарезаю клуппом, хотя на всякий случай имею и трёхчетвертную лерку в леркодержателе. Из тех же соображений, что и в выше описанном пункте.
А трубы диаметром 25 (она же 1″, она же дюймовая) и диаметром 32 (она же 1 1/4″ , она же дюйм с четвертью), нарезаю только клуппами с воротком-трещоткой. Связано это исключительно с трудоёмкостью выполнения этой работы. Используя клуппы процесс гораздо упрощается, облегчается и ускоряется.
На фото помимо лерки и клуппов с воротком, представил, что использую для герметичности резьбового соединения, а именно универсальный, сантехнический герметик и сантехнический лён. После того, как нарезал резьбу, наношу на неё герметик, стараясь, распределить равномерно по всем виткам, и уже после этого наматываю лён, подробно об этом рассказываю (и показываю) в другой статье, ссылку оставлю ниже.
Соединения бывают не только резьбовыми.
В моей профессии приходится соединять полипропилен с чугуном, при монтаже канализации.
В основном это соединение осуществляется посредством переходной резиновой манжеты, которую промазывая герметиком вставляешь в раструб чугунной трубы или фитинга, а уже в неё вставляешь промазанный герметиком фитинг или трубу из полипропилена. За счёт этого соединение герметично.
На фото представлена каболка, различная по толщине, используется она также при монтаже канализации, посредством утрамбовывания в зазор между выше описанными материалами. Использование каболки удобно тем, что её можно распустить и выбрать прядь необходимой толщины. Актуально её применение в случае, когда переходная манжета не подходит по размеру, такие случаи не часты, но всё же встречаются.
Видео: клупп — инструмент для нарезки резьбы на трубе:
Возможно и эти статьи будут вам полезны:Как нарезать резьбу на трубе. 10 важных нюансовКак подмотать резьбу герметично (видео)Как проще резать болгаркой
Если есть вопросы или дополнения, пишите в графе комментарии. На сегодня всё, успехов в работе, с уважением Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая награда за мой труд.
Поделиться с друзьями в сети:
Как нарезать внутреннюю резьбу?
В некоторых случаях требуется внутренняя резьба, которая также может быть нарезана при применении ручного инструмента. Зачастую для подобной работы выбирается метчик, который состоит из трех основных частей:
- Заборной.
- Калибрующей.
- Хвостовой.
Заборная применяется непосредственно на момент резки, калибрующая направляет инструмент и обеспечивает его вертикальное положение. Хвостовая часть требуется для того, чтобы закреплять плашку в специальном держателе.
Внутреннюю резьбу можно образовать следующим образом:
- Труба закрепляется в вертикальном положении.
- Метчик обрабатываемая заготовка смазываются.
- Приспособление размещают строго вертикально, после чего делается несколько вращений по часовой стрелке, и один против.
Метчик для внутренней резьбы
На момент работы следует время от времени добавлять масло. За счет этого обеспечивается плавный ход инструмента.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 8 687
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.

Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
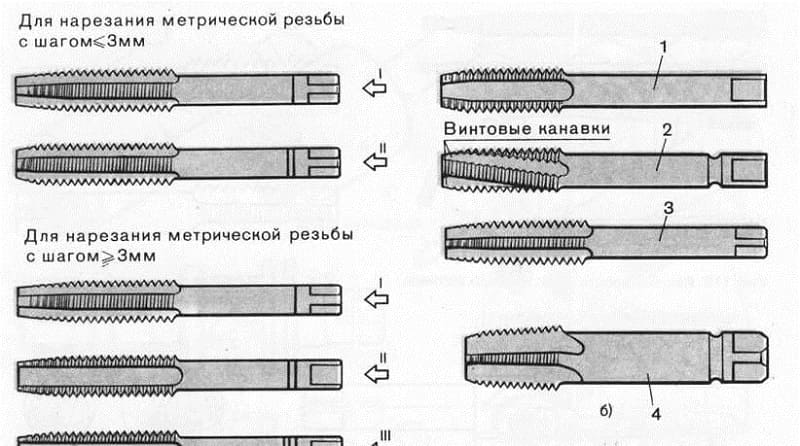
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
-
Удаление старой резьбы путем рассверливания.
-
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
-
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
-
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
-
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
-
-
Обработка отверстия заподлицо основным металлом.
-
Сверление.
-
Нарезание новой резьбы.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
-
Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
-
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
-
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
-
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
-
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
Изображение №1: рассверливание отверстия под спиральную вставку
Формирование резьбы
Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации.
Изображение №2: формирование резьбы под спиральную вставку
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Изображение №3: вкручивание спиральной вставки в отверстие
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
-
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
-
За счет упругости вставок нагрузки и напряжения распределяются равномерно. Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
-
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
Устройство метчика
Метчики бывают:
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
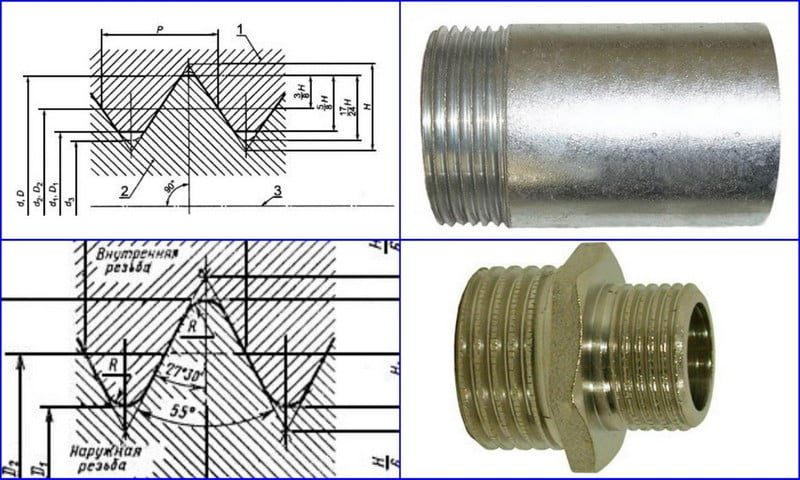
Шаг резьбы
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Назначение: и декоративные и защитные
Характеристики и особенности труб ПВХ для электропроводки
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Нарезание плашкой с держателем-трещоткой
Держатель трещетка и набор клуппов
В случае, когда необходимо нарезать резьбу на трубе, расположенной близко к стене, где ее трудно зафиксировать неподвижно, используют специальную плашку. Она имеет длинный корпус для обеспечения центровки режущей плашки и трещотку для ее вращения.
Держатель-трещотка оборудован тяжелым корпусом, включающим 3 отделения. Снизу устанавливают плашку и закрепляют болтами. В середине находится механизм трещотки с поворотным рычагом. Здесь же установлен переключатель механизма поворота по часовой стрелке или против нее.
Верхняя часть представляет собой цилиндр для центрирования устройства. Он оснащен тремя болтами, оси которых расположены под углом 1200. Вращением болтов производится центрирование режущего механизма на необходимый диаметр и фиксирование приспособления на трубе.