Электродуговая сварка — особенности и технология проведения
Содержание:
- Технология ручной дуговой сварки покрытыми электродами
- Технология ручной электродуговой сварки
- Классификация основных видов сварки плавлением
- Техника ручной дуговой сварки в различных пространственных положениях
- Разновидности сварочных работ
- Классификация способов выполнения
- Последствия неправильного выбора
- На что обратить внимание при выборе мебели?
- Модульная конструкция
- Методы применения электрических углеродистых сталей
- Требования госстандартов
- Виды дуговой сварки
- История
- Область применения
- Цены на модельный ряд наливных полов Старатели
- Что такое электросварка?
- Выбор угла наклона
- Назначение
- Высота стола
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Технология ручной электродуговой сварки
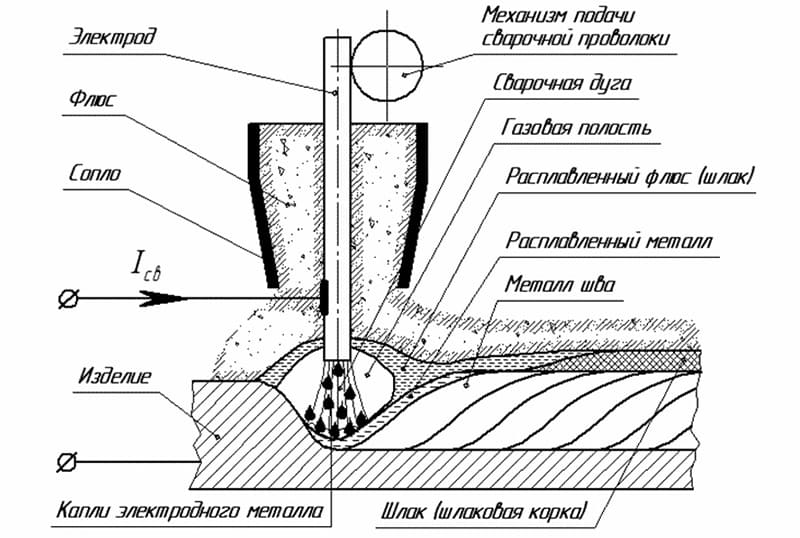
Для правильного образования и удерживания электрической дуги к электроду и свариваемой детали от главного источника питания поступает переменный или постоянный сварочный ток.
При соединении к изделию положительного источника питания анода, осуществляется дуговая ручная сварка прямой полярности. Сварка обратной полярности осуществляется в том случае, если к изделию подключен отрицательный полюс. Под действием электрической дуги стержень металлический электрода или по-другому электродный металл, материал изделия и его покрытие расплавляются.
Электродный металл, теперь представляет собой отдельные капельки, которые покрыты шлаком, поступает в сварочную ванну, там он смешивается с основным металлом, при этом процессе расплавленный шлак выходит на поверхность.
Величина сварочной ванны в основном зависит от режимов сварки и пространственного положения, конструкции сварного соединения, на поверхности изделия скорости перемещения электрической дуги, формы и размеров разделки соединяемых кромок. Довольно часто она колеблется в таких пределах: ширина восемь-пятнадцать миллиметров, глубина от шести миллиметров, длина десять-тридцать миллиметров.
Расстояние на сварочной ванны от одного активного пятнышка до другого, который расплавлен ан поверхности электрода называют – длиной дуги. Газовая атмосфера образуется при плавлении покрытия электрода около дуги и над сварочной ванной. Она вытесняет воздух из сварочной зоны сварки, и предотвращает его взаимодействие с сильно расплавленным металлом. Также в ней располагаются пары легирующих элементов основного и электродного металлов.
Капель расплавленного электродного материала и покрывающий поверхность сварочной ванны шлак, препятствует с атмосферным воздухом их взаимодействию и значительно способствует очищению примесей всего расплавленного металла.
В сварочной ванне при медленном удалении дуги металл кристаллизуется, и образует шов, который соединяет ввариваемые детали. Застывший слой шлака образуется на его поверхности.
Классификация основных видов сварки плавлением
В зависимости от способа передачи тепла методы делятся на газовые и электрические. Последняя технология, в свою очередь, имеет несколько разновидностей.
Плазменная
Для нагрева используется укороченная дуга. Носителем энергии является электрический разряд. Металл разогревается благодаря воздействию ионизирующего газа. Для запуска процесса требуется повышение температуры до +5500 °С. Принцип действия метода основан на расплавлении материала потоком плазмы, вырабатываемой плазмотроном. Дуга окружена газом, который быстро ионизируется. Заряженные частицы формируют направленный поток. Метод применяют для сварки заготовок из:
- вольфрама;
- молибдена;
- никелевых сплавов;
- нержавеющих сталей.
Плазменная сварка может использоваться для соединения и резки металлических листов толщиной до 1 см.
Плазменная сварка.
Газовая
Сварка с плавным нагревом используется для скрепления медных, алюминиевых, чугунных, стальных заготовок. Расстояние между соединяемыми деталями заполняют присадочным материалом, который плавится вместе с краями элементов конструкции. Стык прогревают горелкой, пламя в которой образуется при поджигании смеси кислорода и другого газа:
- водорода;
- пропана;
- бутана;
- ацетилена;
- бензиновых или керосиновых паров.
Газовая сварка.
При газовой сварке не используется электрическая энергия, поэтому работы можно выполнять в любых условиях. Недостатком считается невозможность скрепления толстых деталей.
Дуговая
Нагрев металла осуществляется за счет дуги, возникающей при прохождении тока через детали и электрод. Из расплавленных краев заготовок и присадочного материала формируется сварочная ванна. После остывания жидкого металла образуется сварной шов. Способы дуговой сварки классифицируют по таким характеристикам:
- вид электрода (неплавящийся, плавящийся);
- тип тока (постоянный, переменный, с прямой или обратной полярностью);
- уровень механизации (автоматическая, ручная, полуавтоматическая);
- вид дуги (прямая или косвенная);
- способ защиты рабочей зоны (флюсы, использование покрытых электродов или инертного газа).
Присадочный материал должен быть выполнен из того же металла, что и заготовка. При невозможности определения марки стали приобретают переходные электроды. Их же используют для сварки деталей из разнородных сталей. В качестве неплавящихся электродов применяют угольные, вольфрамовые или графитовые стержни.
Дуговая сварка.
Лазерная
Разогрев кромок происходит под воздействием луча. Лазерная сварка считается самым точным методом формирования сложных конструкций.
Лазерная сварка подходит для работы с драгоценными и цветными металлами, нержавеющей сталью, титаном. К преимуществам метода относятся:
- отсутствие нагрева прилежащих к шву областей, минимизирующее вероятность деформации;
- возможность работы в труднодоступных местах;
- перевод аппарата в режим резки без использования дополнительных модулей;
- возможность работы без газовой среды и флюса.
Лазерная сварка.
Недостатками считают низкий КПД, высокую стоимость оборудования.
Электрошлаковая
Для плавления металла используется энергия, выделяемая при прохождении тока через слой жидкого шлака. Заготовки устанавливают вертикально, с небольшим расстоянием.
Сварочная ванна поддерживается ползунами. Они перемещаются по мере формирования шва. Электрошлаковая технология применяется для соединения габаритных элементов из никелевых, медных и титановых сплавов. Преимуществом считается формирование шва любой толщины за 1 проход.
Электрошлаковая сварка.
Индукционная
Заготовка нагревается под воздействием электромагнитной индукции. Для этого применяют высокочастотные токи, проникающие в металл. Шов формируется за несколько секунд. Длительность нагрева не зависит от толщины заготовок или теплопроводности материала. Такая сварка чаще всего применяется для соединения элементов стальных трубопроводов.
Индукционная сварка.
Электронно-лучевая сварка
Источником высокой температуры становится сфокусированный луч, вырабатываемый специальной пушкой. Процесс ведется в вакуумной камере. Плавлению способствует интенсивная бомбардировка металла движущимися с высокой скоростью электронами. Кинетическая энергия частиц при ударах преобразуется в тепловую. Металл расплавляется, образуется шов. Метод распространен в приборостроении, авиации, космической отрасли.
Электронно-лучевая сварка.
Техника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
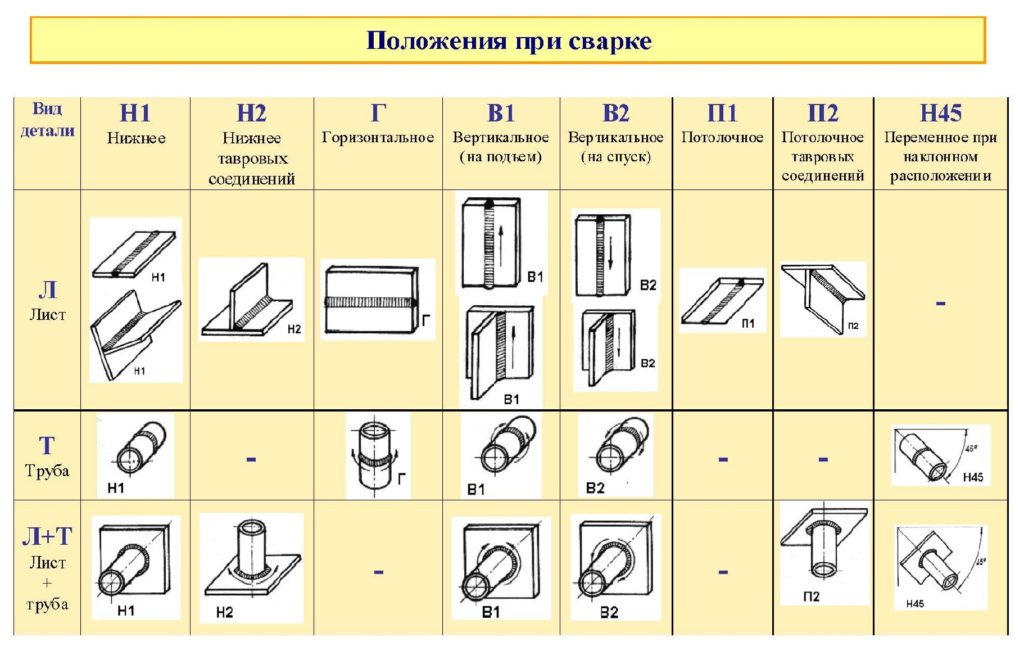 Положения при сварке
Положения при сварке
Сварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока
Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Разновидности сварочных работ
Существует такие виды сварки давлением:
- Механическая. Соединение выполнятся за счет сдавливания заготовок, это такие виды, как холодная, ультразвуковая, сварка взрывом и трением.
- Термомеханическая. В этом случае одновременно применяется усилие и местный нагрев: электроконтактный, газопрессованный и диффузионный методы.
Холодный метод
Соединение деталей происходит только за счет их сжатия. Создаются усилия, превышающие значения текучести материала, в результате чего происходит сваривание. Этот вариант эффективен в том случае, когда в привычном состоянии металл имеет высокую пластичность.
Холодный метод — соединение деталей с помощью сжатия.
В процессе сдавливания происходит диффузия одного материала в другой, выделяется тепло, поэтому после сварки заготовки охлаждают. Шов получается прочный, в нем нет внутренних напряжений и негативных последствий, возникающих при перегревании материала. Такой метод подходит для соединения сплавов, в составе которых есть титан, никель, медь.
Электроконтактная сварка
Сначала электрическим током нагревают соединяемые детали, а затем их сдавливают.
Контактная сварка бывает:
- Шовная. Используются вращающиеся дисковые электроды, ток подается непрерывно или импульсно. Соединение получается сплошное, используют для сваривания герметичных емкостей, толщина стенок которых до 3 мм.
- Точечная. Детали укладывают внахлест. Ток передают по цилиндрическим электродам, они располагаются с одной или с обеих сторон. Электроды охлаждают водой, чтобы внутренний слой металла расплавился, а наружный сделался пластичным, после чего заготовки сдавливают. Применяют для деталей (сетки каркасы, листы и т.д.) толщиной до 3 см.
- Стыковая. Соединение деталей происходит по всей площади контакта. Электроды-губки имеют подвижный и неподвижный контакты. При появлении жидкого слоя давление не снимают и выполняют осадку. Применяют для сварки труб, рельсов и других заготовок круглого, квадратного, шестигранного сечения.
- Рельефная. На заготовках имеются отштампованный выступы, к которым прикладывают усилие и ток. Применение широких электродов позволяет одновременно сваривать до 20 точек. Таким способом к листам крепят болты, гайки, создают герметичные соединения, длина которых не более 10 см.
Электроконтактная сварка является одним из самых распространенных видов.
Диффузионный метод
Выполняют местный нагрев заготовок до 0,5-0,7 температуры их плавления. Затем прикладывают усилие 0,5 МПа на протяжении от 2 минут до нескольких часов. В результате на атомном уровне происходит обмен частичками между соединяемыми деталями, этот процесс называется диффузионная сварка.
В вакууме или среде защитного газа можно соединять металлы с неметаллами, если материалы устойчивы к воздействию кислорода, сварку выполняют на открытом воздухе. Получается монолитный высокопрочный шов. При равных условиях в этом случае затраты энергии в 4-6 раз меньше, чем при контактной сварке. В основном метод используют на высокоточных производствах.
Сварка трением
Одна заготовка остается неподвижной, а вторая находится в зажиме, совершающем вращательные и поступательные движения. За счет трения выделяется тепло.
При сварке трением выделяется тепло.
Сначала детали сжимают, потом начинают вращать; когда температура в месте контакта достигнет 980-1300 °C, вращение останавливают, а сжатие продолжают. Метод простой, надежный и высокопроизводительный, позволяет соединять изделия из разнородных материалов.
Ультразвуковой способ
Пластическая деформация деталей происходит под действием ультразвуковых колебаний и небольших усилий. Чтобы процесс ускорить, может выполняться незначительный нагрев. За счет усилия и ультразвука сначала разрушают оксидную пленку, а потом выполняют соединение.
Подходит для работы с тугоплавкими материалами, пластмассой, полимерной тканью и т.д.
Классификация способов выполнения
Способы ЭС классифицируются по следующим основным техническим признакам:
- По уровню механизации ЭС подразделяют на три основных вида:
- ручную ЭС, в которой операции по зажиганию дуги, поддержанию ее в устойчивом состоянии и перемещению электрода выполняются сварщиком вручную без использования каких-либо механизмов;
- полуавтоматическую ЭС, характеризующуюся автоматизированной подачей сварочной проволоки в зону сварки (сварочный полуавтомат). Остальные операции выполняются вручную;
- автоматическую ЭС, в которой все операции выполняются в полном автоматическом режиме.
На рис. ниже показан сварочный полуавтомат инверторного типа, предназначенный для бытового применения. Аппарат обладает высокими функциональными возможностями и простым обслуживанием, допускающим сварку металла для начинающих даже при сложных сварочных работах, например, сварку тонкого листа нержавейки.
- По типу используемого электрода:
- при ЭС плавящимся электродом сварочная ванна создается за счет плавления стержня электрода и кромок основного металла;
- при ЭС неплавящимся электродом ванну заполняет расплавленный металл свариваемых частей.
- По варианту защиты сварочной ванны, обеспечивающей оттеснение атмосферного воздуха от зоны горения ЭД (кислород, азот и водород, содержащиеся в воздухе, существенно ухудшают качество металла шва в случае проникновения в расплав сварочной ванны):
- ЭС под флюсом;
- ЭС в газовой среде;
- ЭС на открытом воздухе.
- По составу защитной газовой среды. Для газовой защиты применяют углекислый газ, иногда азот (при ЭС меди), аргон и гелий (для сварки легированной стали, алюминия, титана) и смеси газов.
- По роду применяемого электротока – ЭС переменным или постоянным током.
ЭС на постоянном токе позволяет получить более качественный шов практически без разбрызгивания металла, поскольку отсутствует смена полярности электротока и, соответственно, переход через ноль.
Последствия неправильного выбора
На что обратить внимание при выборе мебели?
Модульная конструкция
Методы применения электрических углеродистых сталей
Углеродистые стали делятся на группы в зависимости от процентного содержания углерода в сплавах:
- Высокоуглеродистые – 0,6-2,07%;
- Среднеуглеродистые – 0,25-0,6%;
- Низкоуглеродистые – меньше 0,25%.
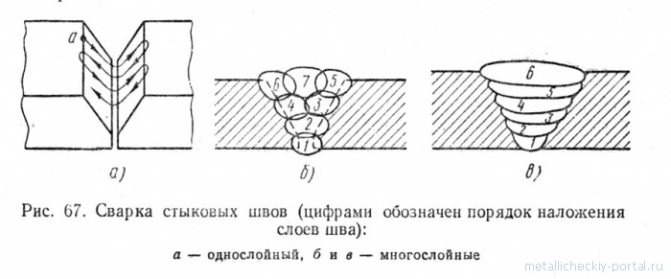
В зависимости от группы проводится процедура дуговой сварки. Но есть и общие подходы к процессу. Стыковые швы в данном случае чаще свариваются, когда детали находятся в подвешенном состоянии. Оборудование нацелено на то, чтобы шов был прочно проварен, но без прожига металла. Электродуговая сварка позволяет проделать работы с двух сторон, швы могут быть наложены в несколько слоев. Если детали имеют достаточно большую по размерам толщину, то подойдет именно этот вид работ. Но расположение изделий и листов на весу приводит к допущению брака в работе. Для устранения его используют повторно электродуговой способ:
- Удаляется металл в месте дефекта;
- Кромки и поверхности зачищаются;
- Проводится повторное заваривание дефектных мест.
Если выбран электрошлаковый способ, то используется скобы. Они закрепляют детали и провариваются затем сверху на месте входа в металлические детали. Иногда для закрытия шва при этом способе привариваются планки. Они закрепляют шов, устраняя возможность разрыва конструкции.
Требования госстандартов
Виды дуговой сварки
РД сварка металлоконструкций может проводиться разными способами, которые могут отличаться технологией, видами используемого оборудования и расходных материалов.
Выделяют несколько классификаций, которые пользуются высоким спросом:
- в зависимости от вида механизации — механизированный или автоматизированный способ;
- в соответствии с видом и полярностью тока;
- тип электрической дуги;
- разновидность используемой защиты сварочной области;
- в зависимости от используемых электродов.
Но стоит учитывать, что каждый вид имеет подвиды сварочного процесса. Каждый из них имеет определенную технику проведения. Все же стоит рассмотреть каждую классификацию сварки с использованием дуги.
В соответствии с автоматизацией сварных работ выделяют:
- Ручного типа.
- Полуавтоматическая — подача проволоки для сварочного процесса осуществляется автоматически, а движение электрода производится вручную.
- Автоматического вида — передвижение проволоки и электрода производится автоматически.
В зависимости от вида и полярности тока сварка бывает:
- С использованием постоянного тока. Осуществляет соединение поверхностей при помощи тонкого шва.
- С применением высокочастотного тока. Плавление электрода осуществляется струйно, устраняются прорези, привариваются прихваты.
- Импульсная.
- С применением переменного тока. Обычно эта технология применяется для разрезания металлических листов.
В зависимости от типа защитного средства от влияния кислорода:
- шлаковая;
- флюсовая;
- инертно-газовая.
Стоит отметить! Все способы защиты могут зависеть от условий и целей рабочего процесса. Главное назначение состоит в предотвращении попадания в сварочную область кислорода, который негативно влияет на прочность шва.
В зависимости от видов используемых электродов:
- Плавящийся стержень с обсыпкой. Используется для формирования сварочной зоны и соединения кромок.
- Неплавящийся стержень из вольфрама. Применяется для формирования напылений, восстановления поврежденных или разрушенных заготовок, наваривания наплывов.
В соответствии с условиями горения выделяют:
- Открытая дуга. Она видима, но наблюдение за ней должно производиться через специальные средства для защиты глаз. Открытый вид применяется при проведении ручной технологии и сварок с защитными газами.
- Закрытая. Вид дуги невозможно увидеть визуально. Она присутствует в составе расплавленной металлической смеси — флюсе, шлаке.
- Полуоткрытого вида. Дуга видна. Но видеть возможно только одну часть. Первая имеется в металле, а вторая располагается над ним. Наблюдать за сваркой рекомендуется только через элементы для защиты глаз. Этот вид дуги используется при сваривании алюминия автоматическим способом.
По способу защиты сварной ванны:
- без использования защитных элементов — голый электрод, стабилизирующее покрытие электрода;
- применение шлаковой защиты — под флюсом, толстопокрытые стержни;
- шлакогазовая защита — стержни толстопокрытого типа;
- газовая защита — в газовой среде;
- комбинированные защитные средства — среда из газа, покрытие, флюс.
История
Ручная электрическая сварка с использованием угольных электродов изобретена в 1882 году учёным Н. Н. Бенардосом. Изобретение он запатентовал в Германии, Франции, России, Италии, Англии, США. В дальнейшем он разработал сварку дугой в защитном газе, контактную сварку.
Сварка плавящимся металлическим электродом изобретена учёным Н. Г. Славяновым в 1888 году.
Почтовая марка СССР, посвящённая 100-летию изобретения электросварки в России, 1981 год, (ЦФА (ИТЦ) #5183; Sc #4934)
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки.
Сюда входят:
- заводы металлоизделий;
- машиностроительные производства;
- строительство любого масштаба — от гидроэлектростанций и космодромов — до заборов и сараев.;
- аэрокосмические предприятия;
- судостроение;
- производство транспорта;
- предприятия по выпуску бытовых приборов;
- и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Цены на модельный ряд наливных полов Старатели
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Выбор угла наклона
Вести электрод необходимо под различными углами. Выбор нужного положения зависит от вида материала, расположения деталей в пространстве и толщины металла. К основным способам ведения сердечника относятся три метода.
Углом вперед
Сердечник в этом случае ведут под углом от 30 ° до 60 °. В этом положении электрода расплавленная обмазка образует шлак.
Он движется после сварочной ванночки и надежно прикрывает ее от вторжения вредных газов. Некоторое количество шлака, попадающее впереди шва, вытесняется расплавленным металлом по сторонам стыка.
Если впереди ванны образуется большое количества шлака, то наклон надо уменьшить. В редких случаях, можно доводить наклон до прямого угла. Это необходимо делать при сильном образовании шлака.
В этом случае он не успевает застывать и заливает ванну, гася сварочную дугу. Поэтому требуется проводить зажигание дуги под прямым углом, постепенно меняя его, добиваться нормального образования шлака.
Этот способ применяется при необходимости небольшой глубины разогрева основного металла, для сварки потолочных стыков, сваривания вертикального шва на швеллере, сварки труб с неповоротным стыком и для выполнения корневого шва на толстом металле заготовок.
Перпендикулярно
Постоянно держать электрод перпендикулярно к поверхности довольно сложно, поэтому способ требует достаточных навыков электросварщика.
Применяется для сварки в недоступных местах, отсутствии возможности наклонить электрод под другим углом. В этом случае можно добиться небольшого проплава металла деталей.
Углом назад
Сварка производится наклоненным электродом, аналогичным как при сварке «углом вперед», только угол отсчитывается в другую сторону. В этом случае шлак в расплавленном виде вытесняется из сварочной ванночки и находится сразу за нею.
Для различных электродов необходимо подобрать определенный угол, который будет обеспечивать оптимальный режим выполнения работ. Расплавленный шлак должен успевать проходить сразу за электродом и закрывать расплавленный металл, обеспечивая его равномерное остывание.
Применяется для выполнения первого (корневого) шва толстых деталей в вертикальном или нижнем положении стыка. Этот способ обеспечит надежное неразъемное соединение угловых положений стыка, сварке швеллера, соединении труб. Для более опытного электросварщика возможна сварка с очень малой сварочной дугой.
Независимо от выбора способа наклона электрода при сварке, следует поддерживать баланс положения . Он не должен быстро растекаться впереди шва, но и не должен сильно от него отставать.
В любом случае, правильно выбирать угол и стабильно держать электрод при электродуговой сварке можно только с опытом работ.
Назначение
Высота стола
При меблировке помещения, особенно небольшой площади, большое значение имеет не только размер столешницы, но и габариты мебельного образца в целом. О критериях выбора размеров, в зависимости от внешних факторов было рассказано выше. Не менее важным показателем является ее высота, от которой во многом зависят удобство сервировки и приема пищи.
Расчет высоты ведется исходя из среднего роста взрослого человека. При этом при ее значении 65,0 сантиметров стандартная высота размещения столешницы принимается равной 75,0 сантиметров. Однако сегодня достаточно часто можно найти образцы с высотой 70,0 см. При этом здесь не рассматриваются специфические экземпляры, выполненные в восточном, японском или скандинавском дизайне и обеденные столы-стойки.
Само понятие «стандартный» несколько ограничивает функциональность и универсальность изделий. Высокому человеку за стандартным образцом некуда будет девать ноги, а обедающему, невысокого роста, придется тянуться за приборами, расположенными в середине обеденной плоскости. Обычно высоту стола можно откорректировать высотой стульев. Кроме того, имеются модели с регулируемыми по высоте ножками.
расчет ширины обеденного места
расчет высоты