Особенности, виды и различия часовых токарных станков
Содержание:
- История создания
- Пошаговый процесс сборки устройства
- Основные узлы, из которых состоит токарный станок по металлу
- Обзор и схемы распространенных моделей
- Устройство деревообрабатывающего токарного станка
- Старые советские модели станков по дереву и металлу
- Токарно-винторезный станок ИТ-1М
- Токарно-винторезный станок ТВ-6
- Токарные станки Универсал 2 и Универсал 3
- Токарный станок ТШ-3
- 1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
- Токарно-винторезный станок 1М63Н
- Токарно-револьверный станок 1341
- Токарно-винторезный станок 1Н65
- Токарно-винторезный станок 1М63
- Станок токарно-винторезный 1А616
- Токарный школьный станок ТВ-4
- Токарный станок по металлу Школьник ТВ-7
- Настольный токарный станок по металлу ТВ-16
- Основные конструктивные особенности
История создания
Токарный станок в школьной мастерской
Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры. Есть также незначительные доказательства его существования в микенской цивилизации, начиная с 13-го или 14-го века до нашей эры.
Четкие свидетельства изготовленных на станке артефактов были обнаружены в 6 веке до нашей эры: фрагменты деревянной чаши в этрусской гробнице в Северной Италии, а также две плоские деревянные тарелки с декоративными изготовленными на станке ободами в современной Турции.
В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах.
Первая известная картина, на которой изображен токарный станок, датируется 3 веком до нашей эры в Древнем Египте.
Токарный станок был очень важен для промышленной революции. Он известно как «мать станков», поскольку это был первый станок, который привел к изобретению других станков.
В 1717 году «придворный токарь Его Величества Император Петра Великого» Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс. В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. Нарезать резьбу на болты, наносить сложные узоры на обрабатываемый предмет, изготовить зубчатые колеса с мелкими зубчиками мог только очень искусный мастер. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Станок позволял вытачивать сложнейшие рисунки почти на любых поверхностях. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время. Первые токарные станки Нартова хранятся в коллекции Эрмитажа, как шедевры инженерного искусства XVIII в.
Первый полностью задокументированный токарный цельнометаллический токарный станок был изобретен Жаком де Вокансоном около 1751 года. Он был описан в «Энциклопедии».
Важным ранним токарным станком в Великобритании был горизонтальный сверлильный станок, который был установлен в 1772 году в Королевском Арсенале в Вулвиче. Он работал на лошадиной тяге и позволял производить гораздо более точные и мощные пушки, которые с успехом использовались в американской войне за независимость в конце 18-го века. Одной из ключевых характеристик этого станка было то, что заготовка вращалась в противоположность инструменту, что делало её технически токарным станком. Генри Модслей, который позже много совершенствовал токарные станки, работал в Королевском Арсенале с 1783 года. Подробное описание токарного станка Вокансона было опубликовано за десятилетия до того, как Модслей усовершенствовал свою версию. Вполне вероятно, что Модсли не знал о работе Вокансона, поскольку в его первых версиях упора для скольжения было много ошибок, которых не было в токарном станке Вокансона.
Во время промышленной революции механизированная энергия, генерируемая водяными колесами или паровыми двигателями, передавалась на токарный станок посредством линейного вала, что позволяло быстрее и легче работать. Металлообрабатывающие токарные станки превратились в более тяжелые станки с более толстыми и жесткими деталями. Между концом 19 и серединой 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового управления, которое часто сочеталось с компьютерами для создания числового программного управления (ЧПУ). Сегодня в обрабатывающей промышленности сосуществуют токарные станки с ручным управлением и ЧПУ.
Пошаговый процесс сборки устройства
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.
Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.
С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.
Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.
Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.
Вставляется направляющая так, чтобы совместить все имеющиеся элементы.
Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.
Вторая направляющая изготовлена точно также как и первая.
Собрав основание для передней бабки, приступают к сборке задней.
Каркас стягивают гайками. Создана основа будущей станины.
Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.
По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей. Проточки на валиках не позволяют смещаться.
Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.
Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.
Площадка для суппорта крепится винтами М6.
Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.
По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.
Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.
Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.
Отверстие с запрессованной втулкой создавалось для ходового винта.
Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.
Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.
Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.
Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.
Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.
Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.
На пластинах устанавливают направляющие поперечного перемещения.
Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
Шкивы можно легко снять и установить на шпиндель.
Сам шпиндель устанавливается внутри центральной втулки.
Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.
Центральная втулка крепится болтами к станине.
После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.
Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
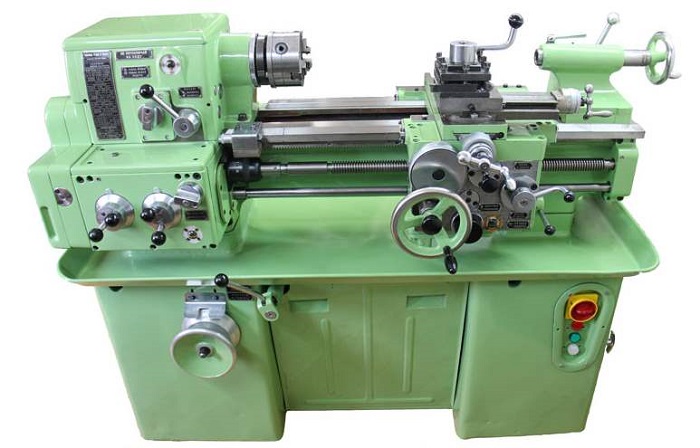
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.
Верхние рейки служат направляющими, по которым двигаются суппорт и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.
Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.
Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.. https://www.youtube.com/embed/SNAKlrlLhR8
https://youtube.com/watch?v=SNAKlrlLhR8
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.
Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.

16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.

1П611
Станок, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
- Сверление.
- Отрезка.
- Нарезание резьбы внутренней и наружной.
- Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Этот станок лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.

16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.

Такое оборудование поможет расточить отверстие, подровнять необходимую поверхность, просверлить уже имеющееся отверстие
Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
https://youtube.com/watch?v=e9wjriIoRWw
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.