История создания первого токарного станка в мире и его развитие
Содержание:
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
https://youtube.com/watch?v=e9wjriIoRWw
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Навигация
Сортировка деталей
Для того чтобы упорядочить процесс сборки, на начальном этапе желательно рассортировать детали в соответствии с инструкцией. Отдельно разложите составляющие каркаса шкафа: днище, крышу и боковые стенки. Во вторую стопку уложите внутренние перегородки, а полки оставьте в стороне.
Иногда, для облегчения процесса сборки, особенно если шкаф слишком высокий или длинный, проектировщики разбивают его на несколько отдельных модулей, например, корпус и антресоль, или несколько секций, которые впоследствии скручиваются между собой. В этом случае сортируйте детали помодульно, опять-таки в соответствии с инструкцией.
Виды оборудования для токарной обработки
В советское время существовала разветвленная сеть профессиональных училищ, в которых молодые люди после школы могли освоить профессию токаря совершенно бесплатно. Обучающая программа включала теоретическую часть практическую работу на учебном станке в стенах училища и производственную практику. Одним из самых важных элементов теоретической подготовки наряду с изучением свойств металла было обучение владению инструментом. Без понимания того для чего нужен каждый вид резца, как он устанавливается в станке и под каким углом происходит обработка профессиональный токарь никак обойтись не сможет. Сейчас каталоги токарных резцов и фрез — это многотомные справочники и пособия для токаря огромного формата. Разнообразие оснастки, разработанной для любых тонкостей операций металлообработке сравнимо с классификацией видов в биологии. Основные инструменты, без которых точно не обойдется ни одно производство и можно проводить большинство операций — это резцы:
- проходные, служат для обтачивания;
- расточные, позволяют точить глухие отверстия;
- отрезные, для нарезки;
- резьбовые нужны для нарезания резьбы на заготовках;
- фасонные;
- прорезные;
- галтельные.

Виды токарных резцов
Обучение работе на токарном станке включает подготовку к работе со всеми видами этих резцов. И для каждого инструмента необходима точная спецификация фиксации инструмента. Угла заточки, угла под которым резец подходит к детали, скорости подачи. При этом все параметры будут меняться со сменой материала. Даже у стали в зависимости от наличия различных присадок процесс обработки настраивается отдельно.
Станки, которые можно сейчас встретить у производителей очень сильно различаются по ряду параметров:
- по габаритам: от настольных станков в домашнюю мастерскую, до промышленных машин в десятки тонн для обработки деталей гидроэлектростанций;
- по способу управления: ручные, с ЧПУ, полностью автоматические комплексы;
- по обрабатываемым материалам: для дерева, металла, твердых пластиков.
Первые опыты начинающего токаря начинаются с изучения токарного станка, общих принципов работы и самых простых операций по нарезке деталей. Дальше с ростом навыков, работы со станком и теоретической подготовки можно переходить к новым работам, например, по нарезке резьбы или проточке.
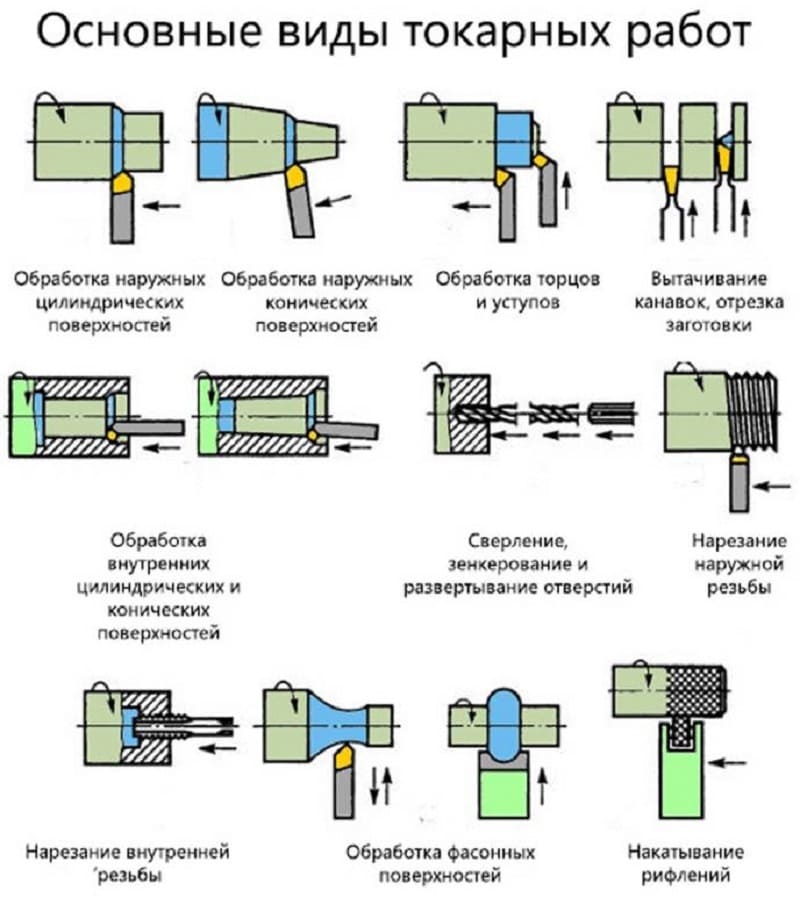
Виды токарных работ
Но прогресс в умениях дело далеко не быстрое, придется привыкнуть к мысли о долгом кропотливом обучении. В профессиональных училищах срок подготовки занимает 3 года плюс производственная практика, которая совершенно по-другому преподносит теоретические знания.
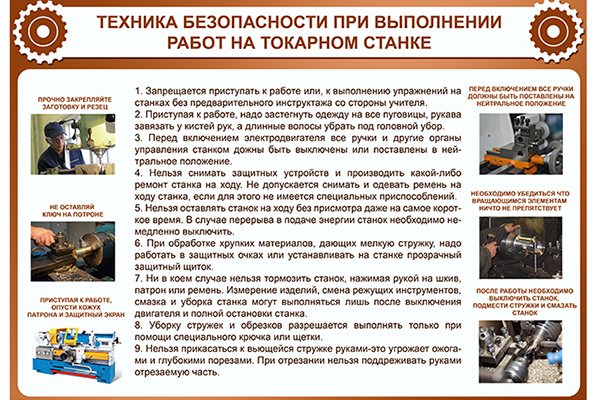
Техника безопасности
Специалист должен соблюдать некоторые правила. Вот лишь некоторые, действующие перед началом работы:
- Проверка положения пуговиц у специализированной одежды.
- Отдельно проводится осмотр станка по состоянию технического плана. Услуги техников и наладчиков актуальны, если требуется дополнительное обслуживание из-за неисправностей и деталей, вышедших из строя. Но операции несложные доступны для самостоятельного выполнения владельцем.
- Последний этап – выдача техзадания. Его нужно изучить внимательно.

К работе нельзя приступать при появлении механизмов вращения и ограждений различных узлов с неисправностями.
Кроме того, существуют и другие запреты на:
- То, чтобы другие лица проводили работу. И оставление включенной техники без присмотра.
- Проведение полного самостоятельного ремонта техники.
- Использование зажимов и приспособлений в неисправном состоянии.
- Эксплуатационные действия для оборудования с явными признаками неисправности.
- Выполнение работ в тот же день, когда проводят обслуживание станков, их наладку, проверку.
У каждого станка своя масса. Это касается даже миниатюрных разновидностей станков, которые приобретаются для использования в домашних условиях. Подобные агрегаты могут весить минимум 13,5 килограмм, а максимум – 400. Чем больше масса – тем больше будут и остальные габариты.
Для домашних мастерских подходят станки, весящие не более 50 килограмм. Это компактные и универсальные модели, которые не доставляют хлопот во время монтажа. Месторасположение легко изменить, если возникает необходимость.
Мощность – ещё один параметр, который требует учёта при выборе. 2,25 кВт – стандартный показатель для небольших агрегатов. Есть и другие разновидности устройств, которые называются маломощными. У них привод имеет показатель в 0,15 кВт.

Чтобы сделать правильный выбор, покупатель должен принять решение по поводу назначения. Чем меньше и тоньше заготовки – тем менее мощные агрегаты требуются для их обработки. Правило действует и в обратную сторону.
Навигация
Классификация
Токарно-карусельные станки могут разделяться по некоторым признакам.
По назначению
Назначение аппаратов может быть различным: универсальные станки предназначены для выполнения многих операций, специальные — имеют более узкую направленность.
Универсальный
Универсальные токарные станки обыкновенно имеют одну стойку. Модели универсальных станков имеют свои размеры. Они определяются диаметром заготовки. На универсальной модели можно выполнять практически любые токарные операции.
СПРАВКА! Каждая последующая модель станка позволяет установить заготовку размером в 1,26 раза больше предыдущей. Соответственно, диаметры заготовок могу быть 800, 1000, 1250, 1600 мм и так далее. Таким же образом, в геометрической прогрессии, возрастает и высота заготовки.
Специализированные
Специализированные токарные станки изготавливаются на базе универсальных, но отличаются в следующем:
- увеличение или уменьшение высоты обработки;
- количество и конструкция суппортов;
- дополнительные приводные головки;
- устройства для изготовления специальных работ.
Все больше таких станков оборудованы системами ЧПУ.
По количеству точек опирания
Также станки карусельной группы можно различать по количеству точек опоры. Они могут иметь одну или две стойки.
Одностоечные
Станок с одной стойкой чаще имеет числовое ПУ. На вариантах с одной стойкой отделываются детали диаметром не более 150 см. Также на них обрабатываются конические поверхности. Одностоечные модели имеют вспомогательный боковой суппорт, оснащенный универсальным держателем.
Двухстоечные
Две стойки повышают устойчивость и жесткость конструкции, поэтому на таких станках обрабатывают очень тяжелые детали больших размеров. Между двумя стойками имеется портал, по которому перемещается поперечина с двумя суппортами.
По количеству суппортов
Различие станков определяется наличием суппортов. Модель может иметь один или несколько этих элементов. От этого зависит, какой обработке будут подвергаться детали.
С одним
В зависимости от вида обработки аппарат может оснащаться одним или несколькими суппортами. Вариант с одним суппортом обладает более узкой специализацией.
С несколькими
Возможность обработки деталей значительно расширяется с применением нескольких суппортов.
По типу шпендельной головки
Оборудование может отличаться типом шпендельной головки: от этого зависит количество режущих инструментов, возможность обрабатывания деталей.
С револьверной
Современные устройства получают все большее распространение. Появление револьверной головки дало возможность применения нескольких резцов. Вращение револьверной головки может быть как горизонтальным, так и вертикальным. Режущие инструменты устанавливаются поочередно в головку и последовательно вводятся в работу.
По типу управления рабочими движениями
Тип управления станка очень важен. При ручном управлении оператор должен быть очень внимательным, тогда как применение числового программного управления практически исключает присутствие человека.
ЧПУ
Но все более становятся распространенными станки с ЧПУ. На них возможно применение большего числа операций, высокая скорость и наилучшая точность обработки.
Инструкция по сборке
Строить самодельный токарный станок по металлу, лучше всего начав со станины. На верхней грани основания готовятся посадочные места под продольные направляющие суппорта, шпинделя, двигателя и другие необходимых элементов. Ведущее требование к этим поверхностям — обеспечение базовой плоскости всего оборудования. Самым лучшим подходом будет фрезеровка площадок на промышленном оборудовании. На нем же желательно сразу просверлить и крепежные отверстия. В противном случае потребуется значительно больше времени для установки и выверки направляющих.
Продольные направляющие суппорта крепятся непосредственно к основанию станка с помощью винтов. Там же устанавливаются и подшипниковые блоки ходового винта. При монтаже добиваются соосности всех элементов. После окончательного закрепления направляющих, на них надеваются подшипниковые модули. Сверху, на монтажную поверхность, крепят основание поперечной оси. В качестве последнего используется металлическая пластина с крепежными отверстиями. Такая же пластина устанавливается на подшипники поперечного перемещения и служит для крепления резцедержки. Завершит самодельный токарный суппорткрепление миниатюрных индикаторных лимбов и маховиков ручного привода на концы приводных винтов.
Шпиндельный узел выполняется из двух подшипниковых щитов, которые также крепятся на станине. Щиты могут быть готовыми или самодельными.
Вал шпинделя необходимо изготовить на токарном станке, либо попытаться подобрать готовый. При монтаже вал запрессовывается в подшипники. С одной его стороны устанавливается токарный патрон, с другой шкив для ременной передачи. Применение каких-либо других типов передач в небольшом станке нецелесообразно. Для возможности грубого регулирования скорости и увеличения вращающего момента шпинделя рекомендуется изготовить ступенчатые многоручьевые шкивы. Аналогичный шкив монтируется и на вал электромотора. Сам мотор устанавливается на раме снизу или сзади шпиндельной бабки. Крепление двигателя должно предусматривать механизм натяжения ремня.
Составные части самодельного токарного станка
На последнем этапе осуществляется монтаж электрооборудования станка. Он заключается в комплектации силового шкафа, в который устанавливаются преобразователь частоты, вводной автоматический выключатель и кнопки пуска и останова шпинделя. Также подключается двигатель и электрическая сеть. На этом сборка станка может считаться оконченной.
Токарный станок для гаража: параметры
В первую очередь определяетесь с массой и типом подключения. Выбирая массу, не стоит стремиться найти самый легкий станок. Очень легкие не дают устойчивости, могут вибрировать при работе, что скажется на точности работы. Да, тяжелые станки устанавливать проблематично, но установка — это единичное мероприятие, в работать придется регулярно. Потому вес — далеко не самый основной критерий выбора.
Слишком большие токарные станки не в каждый гараж можно установить, а небольшие и средние — отличный выбор
Тип подключения — однофазный или трехфазный — это уже важнее. И то, трехфазные можно подключить к 220 через специальные пускатели. Из электрических характеристик важна еще мощность двигателя. Чем она выше тем большую скорость вращения может развить токарный станок. Это общие моменты. Есть еще специальные:
- Диаметр заготовки, которую можно на станке обрабатывать. Определяется диаметром обработки над станиной и над суппортом.
- Длинна обрабатываемой детали. Зависит от хода.
- Перечень операций.
- Максимальное число оборотов.
- Способ регулировки — плавный, ступенчатый.
- Возможность обратного хода.
Размеры обрабатываемых деталей напрямую связаны с размерами станка. Так что тут приходится искать разумный компромисс. Обычно не хочется слишком загромождать гараж, но надо обрабатывать габаритные детали.
Микро и мини токарные станки
Чтобы не загромождать гараж можно найти мини- или микро токарные станки. Они отличаются совсем уж небольшими размерами и малой массой. Например, микро-токарный станок для гаража PROMA SM-250Е имеет размеры 540*300*270 мм и массу 35 кг. Обрабатывать может заготовки длиной 210 мм и диаметром 140 мм. Плавная регулировка скоростей от 100 до 2000 об/мин. Для таких размеров не так уж и плохо.
Токарные мини станки — в гараже им самое место
Несмотря на маленькие размеры, может производить следующие операции:
- обтачивание поверхностей,
- нарезание резьбы;
- сверление;
- зенкование;
- развертывание.
Возможны также шлифовка деталей, накатка, заточка инструмента. Основные операции, как видите, присутствуют. Недостаток в том, что на станках такого типа хоть сколько нибудь крупные детали не обработаешь.И еще недостаток конкретно этой модели цена. Стоит этот токарный станок для гаража от 900$.
В той же категории есть китайские JET BD-3 и JET BD-6 (цена 500-600$) и отечественные КРАТОН MML-01 (цена 900$), Энкор Корвет 401 (650$), немецкие Optimum — от 1300$ до 6000$; чешские Proma — от 900$,
Напольные варианты
Тут выбор не так широк, потому что и цены и масса намного выше. Есть несколько проверенных моделей, которые можно установить в гараже.
Напольный токарный станок для гаража ТВ 4
Это так называемые школьные станки — ТВ 4 (его усовершенствованную версию ТВ 6), ТВ 7 и настольное исполнение ТВ 16. При массе 280 кг (ТВ 4) и 400 кг ТВ 7, желательно наличие отдельного фундамента. Если поставить его просто на бетонный пол, он его разобьет.
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Шлифовка станины токарного станка
Шлифовка станины токарного станка Цитата
а самураи вон ручками все, ручками
опять вижу линейку меньшую и по площади и по длине, чем станина. так можно? например, есть стол 305х135 и стальная поверочная линейка 397х39. этого достаточно, чтобы выровнять плоскость стола? яма по центру на несколько десяток Шлифовка станины токарного станка можно, только,конечно, это дольше возится Шлифовка станины токарного станка
ясно, спасибо, буду пробовать. почему-то думал, что деталь должна целиком помещаться на поверочной поверхности… конечно это невозможно в случае большой станины
Шлифовка станины токарного станка
раз уж подняли тему — еще видео про шабрение, американское. типа с урока для начинающих
Шлифовка станины токарного станка
Ежели еще актуально, правильный запрос гуглу и вуаля _https://rapidshare.com/files/155665365/Machine_Tool_Reconditioning_and_Applications_of_Hand_Scraping.djvu
Шлифовка станины токарного станка
хм. никто не скачал?? а то там что то загружено. может в библиотеку выложете?
Шлифовка станины токарного станка Шлифовка станины токарного станка спасибо.. быстро обрадовался… там заветного сыра то же нет. други.. а в files.mail.ru закинуть можно?? там вроде гектар дают для страждущих… у меня скорость быстрая.. заберу в лёт
Сообщение отредактировал Алдар Косе: 02 February 2010 — 02:11
Шлифовка станины токарного станка коллеги.. я её всё же с 20 раза закачал.. прошу прощения за беспокойство.. хорошая книга.. Шлифовка станины токарного станка
SD.Meh (23rd May 2009 — 20:30) писал:
ничего нового правда не придумал(выставляю на домкратиках, на станину скотчь, на салазки антифрикционный металополимер)
А холодная сварка пойдет, которая в автомагазинах есть? Тоже надо восстанавливать станки. Шлифовка станины токарного станка
desti (14th August 2006 — 00:12) писал:
https://www.desti.ru/project/ Эт только у меня не открывается или у всех? Шлифовка станины токарного станка
Час назад работало…
Шлифовка станины токарного станка Господа, какая нужна точность установки угла наклона шлифовального камня и какая технология установки и проверки этого угла? Шлифовка станины токарного станка
Точность угла — желательно максимально достижимая, чтобы меньше подгонять ответные части. Если на ответных планируются накладки/композит — особо не озадачиваться. Угол установки можно проверять щупами, можно по следу контакта.
Шлифовка станины токарного станка
desti, а как Вы практически выставляли угол?
Шлифовка станины токарного станка
может уже было
Шлифовка станины токарного станка
Dimitrij (сегодня, 14:23) писал:
Не было. Интересно. Если шлифовать торцевой поверхностью, выставлять два угла, если боковой, то один угол, что проще. Шлифовка станины токарного станка desti, Идея не нова, но ход мысли правильный. У меня есть такой станок, изготовлен тоже на коленках но с инженерским подходом. Работает отлично! За базу беру направляющие задней бабки как практически не изношенной и вывожу геометрию стола к заводским параметрам не снимая передней бабки станка. https://s45.radikal.ru/i107/1209/31/d007e19b4212.jpg Шлифовка станины токарного станка Здравствуйте форумчане. Здесь я новенький но хочу влиться в вашые ряды. Прикупил (спас от сдачи в металлолом) станочек ИТ-1М , станина имеет сильную выработку (сбоку видно невооруженным глазом). Нужно шлифовать. Только есть один нюанс , СТАНИНА ИМЕЕТ ВЫЕМКУ ВОЗЛЕ ПАТРОНА фото з нета. Какие поверхности взять за базу , чтоб шлифонуть рабочие поверхности по всей длинне. Для шлифовки буду делать каретку. Шлифовка станины токарного станка
vovi44 (29 April 2013 — 00:04) писал:
Какие поверхности взять за базу
Не изношенные, но у вас их нет. Поэтому сначала надо подготовить поверхности, по которым будет ездить приспособление. А это уровни, шабер, поверочные линейки.. У вас это есть?
www.chipmaker.ru