Мы не сейфы громим, а металл режем
Содержание:
- Два основных способа резки металла на производстве
- Необходимые инструменты и оборудование
- Болгарка
- Как работает лазерная резка
- Видео описание
- Кислородная резка толстого металла
- Рекомендации специалистов по некоторым видам работ
- Правила безопасности при резке металла болгаркой
- Виды станков
- Разновидности холодной резки
- Стандарты и габариты
- Принципиальная конструкция газового резака
- Почему профнастил нельзя резать болгаркой
- Виды оборудования для лазерной резки
- Где применяются плазморезы?
- Хатха-йога как основное направление йоги
- Настройка, настройка и еще раз настройка
- Итоги
Два основных способа резки металла на производстве
Современный уровень промышленного производства позволяет осуществлять резку металлических заготовок, имеющих большую толщину, и при этом получать качественную ровную кромку. Оборудование может работать с литым, прокатным и листовым металлом. Данная статья посвящена именно промышленной резке металла, которая необходима при заготовке крупных партий деталей. Здесь мы не будем касаться пользования бытовым инструментом типа болгарки, ножниц и ножовок.
В промышленности используют разные методы резки металлических заготовок. При механическом способе метал режут специальными ножницами, резцами и пилами, при ударном – в ход идет гильотина, к термическим относят кислородную, плазменную и лазерную резки. Кроме того, разработана и применяется холодная гидроабразивная резка металла.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Согласно классификации по форме и типу реза, одни технологии относят к поверхностным видам, другие к разделительным. Первые используют для частичного прорезания материала или просверливания отдельных отверстий, а применение вторых позволяет отрезать детали от листа. Также промышленные методы резки делят на две группы: к чистовым относят те, которые не требуют дополнительной обработки кромки, а к черновым – те, после которых кромку необходимо доводить до нужного качества.
1. Механическая резка металла.
Механический метод предполагает непосредственный контакт режущего инструмента с заготовкой из металла. Режущее приспособление обычно имеет более высокую прочность по сравнению с обрабатываемым металлом.
Основные инструменты механической промышленной резки – это ножницы, пилы и резцы. Иногда применяют ударную резку, в этом случае заготовку разрезают на гильотине. Этот грубый способ обработки обычно является подготовительным этапом производственного цикла.
Для промышленной механической резки используется следующее оборудование:
- ленточнопильный станок (ЛПС);
- гильотина;
- дисковый станок;
- агрегат продольной резки.
Метод промышленной резки металла ленточной пилой.
Стандартным оборудованием, на котором режут листы металла, являются ленточнопильные станки ЛПС. Режущее действие осуществляется ленточной пилой, внешне и по своей сути она напоминает обычную ножовку. В данном случае пила в виде ленты большого диаметра, одна сторона которой снабжена зубьями, работает благодаря непрерывному вращению шкивов от электромотора. Двигатель обеспечивает скорость резки около 100 мм в минуту. Режущее полотно изготавливают из углеродистой стали или специального сплава.
Метод отличается следующими преимуществами: точностью, доступностью, возможностью выполнения прямого и углового реза, низким процентом отходов (рез имеет ширину около 1,5 мм), также для него не требуется дорогого промышленного оборудования.
Сегодня промышленные предприятия используют станки ЛПС усовершенствованных моделей, дополненные автоматикой и другим оборудованием, позволяющим улучшить качество резки металлических листов.
Необходимые инструменты и оборудование
Перед тем, как резать металл приобретенным сварочным инвертором, необходимо подготовить требующееся для этого оборудование и инструмент:
- непосредственно сварочный аппарат (представлен на рынке строительного и промышленного оборудования в различных вариантах от самых разных производителей);
- молоток и щетка;
- электроды. Резка металла дуговой сваркой до последнего времени выполнялась с применением самых обычных электродов. Сейчас чаще используются специальные электроды, применяемые для резки электросваркой и обозначаемые маркировкой ОЗР. Они отличаются высокой теплоустойчивостью покрытия, обеспечивающего ускорение резки, увеличение производительности и качеств реза. Использование специальных электродов ОЗР позволяет разрезать материал таким образом, что выделяется намного большее количество тепла, а дуга получается стабильной и устойчивой.
- специальный костюм (роба);
- рукавицы (краги);
- защитная маска, оборудованная светофильтром;
- ботинки, подошва которых сделана из резины;
- при работе в замкнутом и небольшом по объемам пространстве — респиратор.
 Экипировка сварщика
Экипировка сварщика
Все перечисленное выше оборудование, материалы и экипировка доступны и могут быть с легкостью приобретены практически в любом специализированном магазине.
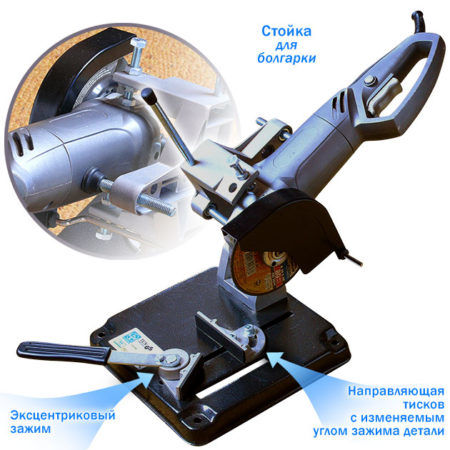
Болгарка
Болгарка – это народное название угловой шлифовальной машины, которая во времена СССР завозилась в основном из дружественной Болгарии. Этот универсальный инструмент имеет множество применений, в том числе он используется, чтобы резать профнастил. С помощью болгарки можно быстро разрезать большое количество материала, профессиональные мастера выполняют резку пачками. Однако, у этого метода есть 3 существенных недостатка:
- Угловая шлифовальная машина является абразивным инструментом, поэтому при резке профнастила неизбежно возникнут небольшие повреждения, сколы и другие дефекты, ухудшающие коррозийную стойкость материала.
- При выполнении резкий, даже если использовать специальный диск, вылетают частицы металла большой температуры, которые прожигают полимерное покрытие профнастила.
- Алмазный и специальный диск для металла при резке оставляют неровные, рваные края на месте работы, которые нужно обрабатывать дополнительно.

Болгарка

Правила пользования болшаркой
Чтобы защитить края разреза от появления коррозии после обработки болгаркой, они обрабатываются специальной грунтовкой или краской.
Как работает лазерная резка
Лазерная резка металла от 1 детали может производиться разными способами: при помощи кислорода, с использованием смеси газов (аргона или азота), с помощью сжатого воздуха. Выбор газа для резки лучом зависит от того, из какого материала состоит деталь, какую толщину имеет заготовка, предстоит ли дальнейшая обработка. Например, использование кислорода позволяет добиться максимально высоких температур при резке, а аргон будет незаменим при нарезании титана и циркония.
лазерная резка металла
Современные лазеры предназначены для раскраивания металла толщиной от 0,2 мм до 40 мм. Принцип лазерной резки состоит в том, что луч обеспечивает возгорание, плавление, испарение, выдувание газовой струей материала того участка, на который он направлен.
В зависимости от тела, которое генерирует луч, можно выделить три типа оборудования для листовой лазерной порезки:
- Твердотельные лазерные станки. Снабжены диодом и стержнем, состоящим из рубина, граната либо неодимового стекла. Мощные лампы направляют заряд энергии на оптический стержень, который осуществляет ее проекцию на рабочую поверхность. Фокусировка осуществляется в том числе благодаря зеркалам и призме. Твердотельное оборудование предназначено для разрезания меди, алюминия, алюминиевых сплавов, латуни.
- Волоконные. Генератором луча служит оптоволокно. Современные станки оснащены опцией быстрой настройки размера фокального пятна, благодаря чему значительно повысилась производительность нарезки деталей из меди, стали, алюминия.
- Газовые. В качестве генератора выступают газы – обычно гелий, углекислый газ и азот. Они под давлением поступают в газоразрядную трубку, активируясь при этом электрическими импульсами. Преимущество лазерной резки газовыми станками в том, что ей подлежат даже высокопрочные сплавы.
Видео описание
Кислородная резка толстого металла
Часто кислородную резку толстого металла механизируют за счет переносного оборудования, газорезательных машин. Нужно понимать, что во время такой обработки применяют ацетилен, а также ряд других горючих газов: природный, нефтяной, водород, кроме того, используется такое топливо, как керосин, бензин.
По своим качествам, производительности данная технология резки превосходит большинство других, поэтому ее часто применяют на производствах.
Важно упомянуть о методе обработки толстых материалов кислородным копьем. Он необходим для пропиливания толстого металла в металлургических печах, создания отверстий в бетонных изделиях, пр
Для этого трубку, изготовленную из стали с небольшим содержанием углеродов, прижимают к месту резки, направляя по ней газ. Оговоримся, что обрабатываемую зону и конец трубки предварительно нагревают при помощи паяльника, и только после этого открывают подачу газа. Как только конец трубки загорается, его соприкасают с металлом – сама резка идет при помощи сгорания материалов трубки и заготовки.
Рекомендации специалистов по некоторым видам работ
Далее расскажем, как работать углошлифовальной машиной с различными изделиями из металла.
Заточка цепи бензопилы
Фотография № 12: заточка цепи бензопилы болгаркой
Цепь затачивают на стреле бензопилы. Для работ используют заточной диск толщиной 2,5 мм. Необходимо отметить первый зуб, который вы будете обрабатывать. При грамотных действиях обновлять цепь можно 4–7 раз, прежде чем она окончательно выйдет из строя.
Резка труб
Фотография № 13: резка труб болгаркой
Начинать резать толстый металл болгаркой лучше с краев. Если начать со средней части, диск может заклинить и погнуться. В процессе обработки прилагайте усилие на нижнюю часть режущего инструмента, которая обеспечивает эффективность распила.
Резка молдингов
Фотография № 14: резка уголков болгаркой
Для распила металлических уголков можно использовать стершиеся диски или инструмент малого диаметра
Важно помнить, что работа поэтапная: вначале режут одну часть молдинга, затем — вторую.
Заточка круга циркулярной пилы
Фотография № 15: заточка круга циркулярной пилы болгаркой
Начните с фиксации углошлифовальной машины струбцинами, оставив доступ к вращающейся части инструмента. Затем поднесите диск пилы к точильному кругу, не прикладывая большого усилия. Круг должен проходить по изделию по касательной. При работе следите за соблюдением плоскости заточки.
Правила безопасности при резке металла болгаркой
Распил металлических заготовок требует соблюдения правил безопасности. Даже несмотря на защитные приспособления и проработанную конструкцию, инструмент может привести к несчастным случаям, в том числе травмам от отколовшихся кусков металла, возгораниями от искр и т. п.
Итак, основные правила.
Фотография № 11: средства индивидуальной защиты: очки, наушники, перчатки, каска
- Проводите все работы в средствах индивидуальной защиты (СИЗ): перчатках из брезента, респираторе, очках.
- Не выполняйте шлифовку, используя боковую часть круга.
- Не применяйте погнутые и сильно деформированные расходники.
- Следите, чтобы режущий диск по металлу не пересекался с электропроводом, горюче-смазочными веществами и другими посторонними предметами.
- Не делайте слишком глубоких погружений — это может привести к повреждению круга и инструмента.
- Перед запуском в работу оборудования с только что закрепленным диском проверьте его на холостом ходу.
- Закрепляйте обрабатываемую деталь тисками. Если держать ее в руках, возможно травмирование кисти режущим инструментом.
- Перед снятием и заменой диска дождитесь, пока машина полностью прекратит движение.
Виды станков
Разновидности холодной резки
Указанный прием имеет ряд достоинств, среди которых:
- высокая точность результата;
- экономичность;
- ровность краев разреза.
Основной недостаток заключается в изготовлении только прямолинейных разрезов.
Резка металла циркулярной пилой позволяет делать качественные и точные разрезы с возможностью контролировать их угол. Главный недостаток инструмента в оставлении после себя большого количества отходов. Пила работает при сравнительно небольшой скорости. Она не позволяет резать детали на значительную глубину.
Нарезание элементов при помощи болгарки используется для профильного проката. Болгарка не оставляет на обработанном материале окислов и окалин. После металлообработки остается мало отходов. Данный способ обладает низкой производительностью по сравнению с другими вариантами.
Рубка гильотиной имеет ряд ограничений касательно деталей со сложной конфигурацией, но считается самым недорогим и эффективным методом металлообработки.
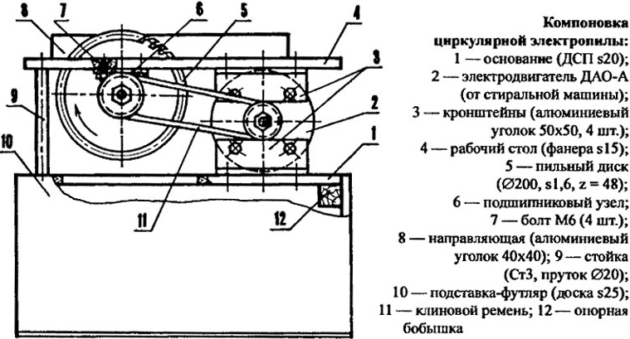
 Конструкция гильотинного станка
Конструкция гильотинного станка
Использование ленточнопильного станка считается наиболее универсальным вариантом для обработки любых металлических деталей. Аппарат позволяет проводить работы под любым углом, избегая серьезных потерь тепла. В результате конечный продукт имеет идеальные кромки. Станок используется только для изделий с определенными размерами.
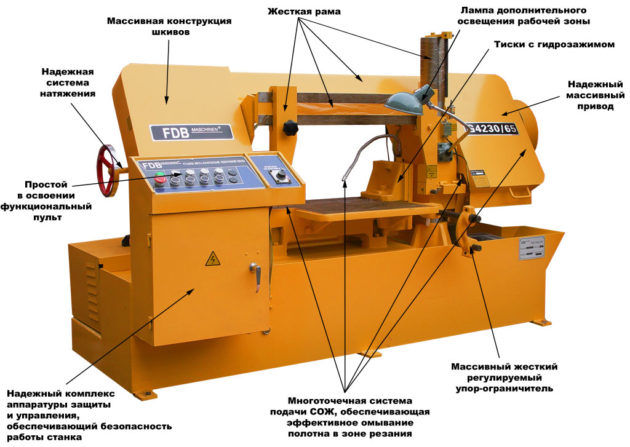 Конструкция ленточнопильного станка
Конструкция ленточнопильного станка
Стандарты и габариты
Сварка при помощи сварочной горелки с газом.
Все стандартные измерения, касающиеся газовых резаков, оговорены в ГОСТе 5191-79. Естественно, что вес и размеры аппаратов напрямую связаны с их мощностью. Вес, например, бывает только в двух значения: резаки моделей Р1 и Р2 весят 1,0 кг, а модель высокой мощности Р3 весит 1,3 кг и ни граммом больше или меньше.
Кстати, с мощностью и размерами связан и вид горючего газа. Если мощные резаки Р3 работают только на смеси кислорода с пропаном, то аппарата поменьше типа Р1 и Р2 вполне могут функционировать с любым видом газа.
Вставные газовые резаки:
По весу эти устройства значительно легче резаков. РВ1 весит 0,6 кг, а РВ2 и РВ3 – всего по 0,7 кг. Но пусть эта кажущаяся изящность не вводит вас в заблуждение. Не будем забывать, что это наконечники к горелке, в комплекте с которой они будут весить ничуть не меньше, чем обычные резаки. В чем тогда преимущество?
В том, что их можно докупить к уже имеющейся горелка и, таким образом, сэкономить кое-какие деньги. И компактность всего комплекта, упакованного в специальный кейс. И еще одна немаловажная деталь, которая касается природы горючего газа. Дело в том, что ацетилен значительно дороже пропана.
Но для сварки металла намного желательнее именно ацетилен: горелка с ним дает пламя с температурой выше на 400°С, чем такая же со смесью кислорода с пропаном.
Портативные модели: малому кораблю – малое плавание
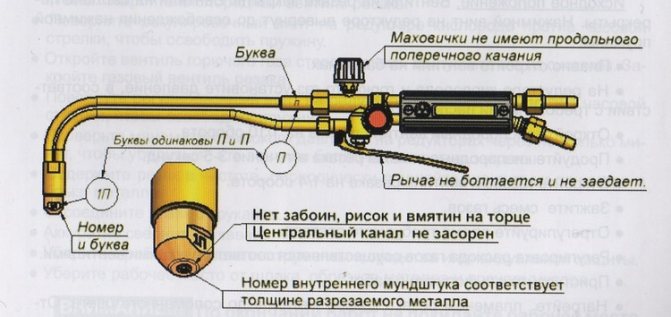
Устройство резака.
На рынке сейчас предлагается множество портативных вариантов автогенов – именно так они позиционируются. Они продаются в виде насадки к компактному цанговому газовому баллону. Но по своей сути и принципу работы это горелки. Большинство из них обеспечивают температуру факела не выше 1300°С.
Встречаются, конечно, и портативные модели «профессионального» ряда – цанговые резаки, дающие температуру факела выше – до 2000 – 2500°С, что в общем-то близко по показателям к классическому кислородно-пропановому резаку. Но физика есть физика: даже в этих моделях нет главного компонента, который режет металл – кислородной струи, которая окисляет этот самый металл.
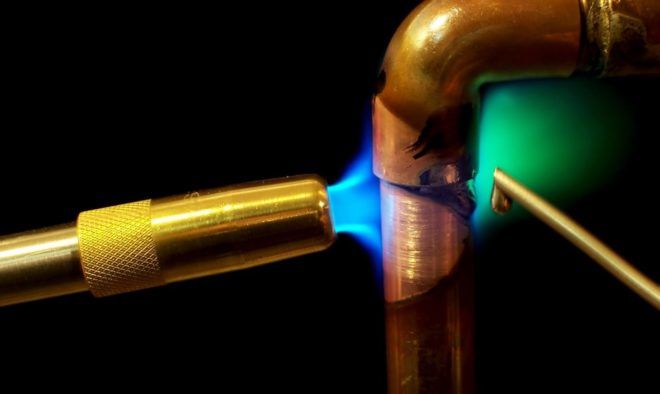
Где хорош портативный газовый резак? При резке легко плавких металлов или сплавов типа олова, латуни, бронзы, меди. Но даже эти «детские» варианты не режутся, а плавятся. Поэтому компактные насадки – резаки используются больше для пайки или сварки маленьких заготовок из цветных металлов. Это могут быть детали бытовых устройств типа холодильника или кондиционера. Сварка, а не резак, одним словом.
В любом случае будьте внимательны при выборе таких моделей далеко не всегда их предлагаемая «портативность» в итоге оправдана.
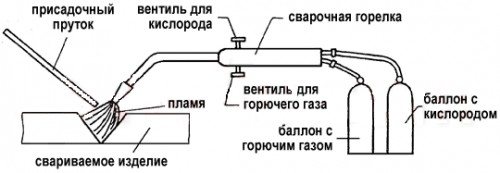
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
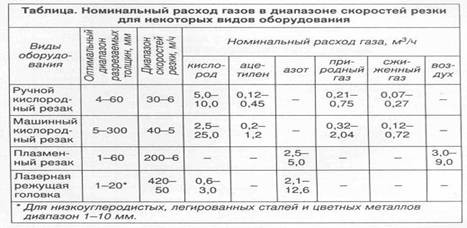
Номинальный расход газов.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Почему профнастил нельзя резать болгаркой
Согласно рекомендациям производителей выполнять обработку профнастила угловой шлифовальной машинкой (болгаркой) нельзя. Но это относится только к тем случаям, когда используются абразивные или алмазные диски, рез выполняется на высокой скорости.
Профилированный лист состоит из металлической основы, и многослойного защитного покрытия, которое выгорает под воздействием высокой температуры. Из-за этого возможно появление следующих дефектов:
- Разрушение защитного слоя — впоследствии металлическая основа начнет ржаветь;
- Потеря внешнего вида — искры могут прожечь полимерное или лакокрасочное покрытие;
- Аннулирование гарантии от производителя.
На практике выполнять работу по порезке профнастила с помощью болгарки можно. Но для этого необходим специальный зубчатый диск и правильно подобранное число оборотов. Вращение пильного диска должно убирать материал из области реза механически, а не термически.
Профнастилом как надежным строительным материалом активно интересуются в наши дни, отнюдь не зря, ведь он обладает высокими техническими характеристиками. Однако при работе с ним возникает резонный вопрос: «Чем резать профнастил?»
Несмотря на визуальную его идентичность с материалами жестяного типа (лист внешне очень схож с гофрированной жестью), материал имеет ряд принципиальных отличий:
- он имеет профиль специального типа;
- присутствие специального покрытия, которое надежно защищает материал от коррозии.
Именно защитный слой предопределяет особенности работы с ним. Обладая достаточной стойкостью к повышенной влажности, покрывающий слой не приспособлен к воздействию на него высокого температурного режима, обгорая, подвергаясь выгоранию, портясь под влиянием высокой температуры
Принципиально важно крайне осторожно подходить к вопросу работы с профилированным настилом, грамотно выбирая нужное оборудование, инструментарий
Нарезка профилированного листа
Резка профнастила предполагает несколько способов. Выбор оптимального зависит от того, насколько качественно и оперативно необходимо провести резку, каково общее количество материала нуждается в резке. Высокое качество и нужная производительность в сжатые сроки достигается, если резать листы автоматизированными способами.
Среди режущих инструментов, необходимых для начала проведения работ:
- электроножницы;
- болгарка.
Если объемы работы предполагают небольшое использование материала, то процесс вполне можно осуществлять вручную. Можно воспользоваться следующим инструментом:
- кровельными ножницами;
- лобзиком;
- ножовкой.
Виды оборудования для лазерной резки
Резка металла лазером проводится с помощью специальных установок, которые бывают трех типов:
- Твердотельные аппараты. Устройства для лазерной резки малой мощности. Состоят из рубинового стержня, лампы накачки. Модели могут работать импульсами или в постоянном режиме.
- Газовое оборудование. Газ нагревается до высоких температур под воздействием электрического тока. Раскалённые частицы испускают свет, который фокусируется линзами на рабочую поверхность.
- Газодинамические установки. Газ нагревается до критических температур — свыше 3-х тысяч градусов. Далее раскалённый газ пропускается на высокой скорости через сопло, проходит процесс охлаждения. Высокая мощность таких аппаратов делает их нерентабельными при редком использовании.
Оборудование для лазерной резки
Где применяются плазморезы?
Плазменная резка и сварка являются незаменимыми способом обработки металла, когда дело касается работы с высоколегированными сталями. Поскольку такие материалы применяются в огромном числе отраслей промышленности, то применение плазморезов получает все большее развитие.
Наибольшее распространение плазменная сварка получила в изготовлении различных металлоконструкций. Плазменная резка металла также широко применяется в тяжелом машиностроении и при прокладке трубопроводов.
Прокладка трубопроводов
На крупных машиностроительных заводах получили распространение автоматизированные линии плазморезов.
Плазморезом следует производить резку абсолютно любых материалов по своему происхождению: как токопроводящих, так и диэлектрических.
Технология плазменной резки дает возможность резки стальных листовых деталей, особенно сложных конфигураций. Сверхвысокая температура пламени горелки позволяет резать жаропрочные сплавы, в состав которых входит никель, молибден и титан. Температура плавления этих металлов превышает 3 тыс. градусов Цельсия.
Плазморез является дорогостоящим профессиональным инструментом, поэтому практически не встречается в личном подсобном хозяйстве. Для единичных работ, в независимости от их сложности, мастера могут обойтись доступными инструментами для резки металла, например, электрической болгаркой.

Устройство болгарки
Там же, где стоят задачи резки высоколегированных сплавов в промышленных масштабах, аппараты плазменной резки являются незаменимыми помощниками. Высокая точность реза, работа с любым материалом – достоинства плазморезов.
Ручная плазменная резка применяется в отраслях, где требуется изготавливать листовые детали сложных геометрических контуров. Примерами таких отраслей является ювелирная промышленность и приборостроение.
Плазморезы являются безальтернативным инструментом получения деталей сложного контура, особенно из тонколистовой стали. Там, где листовая штамповка не справляется с задачей получения изделий из очень тонкого листового проката, на помощь технологам приходит плазменная резка.
Не обходится без плазморезов и проведение сложных монтажных работ по установке металлоконструкций. При этом отпадает необходимость использовать кислородный и ацетиленовый баллоны, это повышает безопасность процесса резания металла. Этот технологический фактор облегчает проведение работ по резке металла на высоте.

Резка металла в высоте облегчает множество процессов
Хатха-йога как основное направление йоги
Настройка, настройка и еще раз настройка
Главное – хорошенько запомнить четыре простых слова – «заводская настройка газового резака». Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Ее более чем достаточно, и рабочий с газовым резаком не нуждается в каких-либо дополнительных действиях.
Всякая «художественная» самодеятельность с настройкой попросту запрещается, потому что приведет не только к ухудшению качества работы устройства, но и к высоким рискам типа взрыва оборудования на рабочем месте.
Еще раз: настройка газового резака – дело сугубо заводское.
Схема использования газовой горелки для сварки.
Перед тем, как начинать работать с новым аппаратом, следует произвести сборку и проверку работоспособности только согласно инструкции по использованию, которая всегда прилагается ко всем моделям. Выполняйте лишь пункты в руководстве – это так просто. Лишь после их выполнения можно приступать к работе.
Пара слов о полных запретах. Абсолютно запрещается:
- Продувать шланг для пропана кислородом.
- Менять шланги между собой.
Если вдруг вы потеряли инструкцию или, например, не умеете читать, то перед вами короткая общая инструкция, как начинать работу и как пользоваться газовым резаком:
- Газовый резак по металлу можно начинать собирать только после визуального осмотра всех важных участков.
- Резиновые прокладки должны быть в идеальном состоянии – проверить и заменить, если понадобится.
- Вентиль для кислорода – один из важнейших элементов всего устройства. Никаких следов масла или жира!
- Штуцеры с газом должны иметь специальные клапаны, о которых писалось выше. Их состояние также должно быть идеальным, если обнаружатся хоть малейшие дефекты, убрать их мягким напильником.
- После внешнего осмотра резака для газовой резки следует разместить редукторы: синий редуктор на баллон с кислородом, красный редуктор на баллон с пропаном.
- Если аппарат инжекторного типа, необходимо проверить рабочую эффективность инжекции, о ней писалось выше.
- Шланг с пропаном устанавливается на баллон, после чего подключается горючий газ.
Итоги
Выбор технологии раскроя металла начинают с составления технических требований. Учитывается толщина, свойства материала, конфигурация заготовки. Исходя из этого определяют оптимальную методику порезки.
Следующий важный момент – формирование карты раскроя. Она должна максимально эффективно использовать всю площадь листа, обеспечить минимизацию неделовых отходов. Для выполнения этой задачи используют специализированные программные комплексы.
Настройка и техническое состояние оборудования, станков для порезки напрямую влияет на качество выполненных работ. Необходимо периодически проводить диагностику, плановый ремонт и замену комплектующих.
Для эффективного раскроя металла следует учитывать все факторы – от выбора технологии до фактического состояния оборудования
Это важно не только для массового производства, но и при изготовлении штучной продукции