Плазморез: принцип действия, устройство, инструкция по применению
Содержание:
- 2.8.2 Определение нормируемого сопротивления теплопередаче
- Сфера применения, плюсы и минусы плазменной резки
- Назначение плазменного резака
- Переделка из инверторного аппарата
- Как выполняется процесс плазменной сварки в нижнем положении?
- Устройство плазмореза
- Видео
- Опросник для подбора установки плазменной резки
- Приёмы плазменной сварки
- Конструкция
- Цветность и прозрачность
- Виды плазморезов
2.8.2 Определение нормируемого сопротивления теплопередаче
Сфера применения, плюсы и минусы плазменной резки
Оборудование для плазменной резки металлов используется на заводах и в частных мастерских. С его помощью ведется крой листового железа с толщиной от 1 до 100 мм (зависит от мощности аппарата). Плазмой можно вырезать сложные узоры, прожигать отверстия, срезать кромку. Последующие заготовки используются для приваривания к другим конструкциям или подвергаются токарной обработке, штамповке. В отличие от кислородного пламени, плазма режет все виды металлов и керамику, поэтому ее функционал и зона применения шире.
Чтобы определиться, нужен ли Вам плазморез, рассмотрите преимущества и недостатки такого оборудования.
К главным плюсам этого метода кроя относятся:
Высокая скорость реза
Благодаря температуре 20000 градусов плазморезом можно кроить заготовки гораздо быстрее, чем другими методами. Например, лист с сечением 25 мм получится резать на скорости 1000 мм/мин.
Быстрый сквозной прожиг
Если требуется начать резку не с края листа, а в центре, то плазма прожжет толщину 15 мм за 2 с, а газопламенному резаку потребуется на это около 30 с.
Минимальный нагрев соседних участков
Плазма точечно воздействует на металл, не нагревая поверхность вокруг. Это снижает количество деформаций и позволяет держаться за крупные заготовки руками в перчатках, поворачивая их по необходимости.
Высокое качество реза
После плазмы почти не остается потекших капель шлака на обратной стороне заготовки. Кромки содержат минимум рельефности, поэтому не нуждаются в обработке — сразу можно производить последующую сварку конструкций. Если требуется порезать тонкие листы 1-2 мм, то их можно сгруппировать друг на друге и выполнить все за один раз — заготовки не прилипнут между собой на краях.
Пример металла разрезанного плазморезом.
Безопасность
В этом оборудовании не используются горючие газы. Применение сжатого воздуха или инертных газов делает процесс более безопасным — взрыва точно не будет, как в случае обратного удара пламени в кислородном резаке.
Простота использования
В отличие от газопламенной резки, здесь не нужно настраивать подачу по-отдельности горючего газа и кислорода, а затем регулировать еще и струю режущего кислорода. Все включается одной кнопкой и доступно для быстрого освоения даже новичку.
Возможность автоматизации
Плазморез легко доукомплектовать кронштейном (портальный или консольный тип), чтобы он автоматически передвигался над изделием. Управление ведется с ЧПУ. В нем оператор задает конфигурацию и скорость кроя, одновременно один человек может следить за процессами на пяти установках.
Минимум подготовки перед процессом
Плазма способна кроить любой металл без предварительной очистки от грязи или ржавчины. При работе нет разбрызгивания металла и воздушных хлопков.
Но у этого метода резки есть и недостатки, которые нужно знать, чтобы грамотно выбрать плазморез и не разочароваться.
Вот самые основные минусы аппаратов и самого метода:
- Лучшее качество реза достигается за счет удержания горелки под углом 90 градусов к поверхности. Резать фаску под косым углом могут только дорогие модели.
- Этим оборудованием сложно нагреть металл, чтобы выполнить гиб или ковку.
- Максимальная толщина реза составляет 100 мм, тогда как газопламенной резкой можно прорезать 200-300 мм.
- Само оборудование стоит дороже. Понадобиться еще компрессор. Цена аргона выше, чем пропана или кислорода.
- Аппараты зависят от электрической сети. Для работы в полевых условиях необходим бензогенератор. Его мощность должна быть достаточно высокой, чтобы покрыть потребности плазмореза и компрессора.
Смотрите на что способен плазморез:
Назначение плазменного резака
Прибор используется для раскроя металлических листов и заготовок. Температура плазмы, выпускаемой соплом горелки, достигает 8000 °С. Это помогает без труда нарезать детали из любых материалов, в т. ч. тугоплавких.
Плазморезы применяются при:
- изготовлении различных металлоконструкций;
- прокладке коммуникационных линий;
- резке жаропрочных легированных сталей, содержащих титан, молибден и никель (такие материалы плавятся при температуре свыше 3000 °С);
- раскрое тонколистового металла (плазморез обеспечивает высокую точность воздействия).
Приборы нередко включают в состав автоматизированных линий на крупных производственных объектах.
Переделка из инверторного аппарата
Правильно собрать плазморез из сварочного инвертора своими руками можно, тщательно изучив принципы изготовления, купив все нужные детали.
Чертеж плазмореза на основе инвертора
Самодельные устройства рекомендуется собирать по типовым схемам, например на основе аппарата АПР-91. Необходимо четко придерживаться готовых чертежей. Это поможет правильно установить все конструктивные элементы, сделать работоспособное устройство.
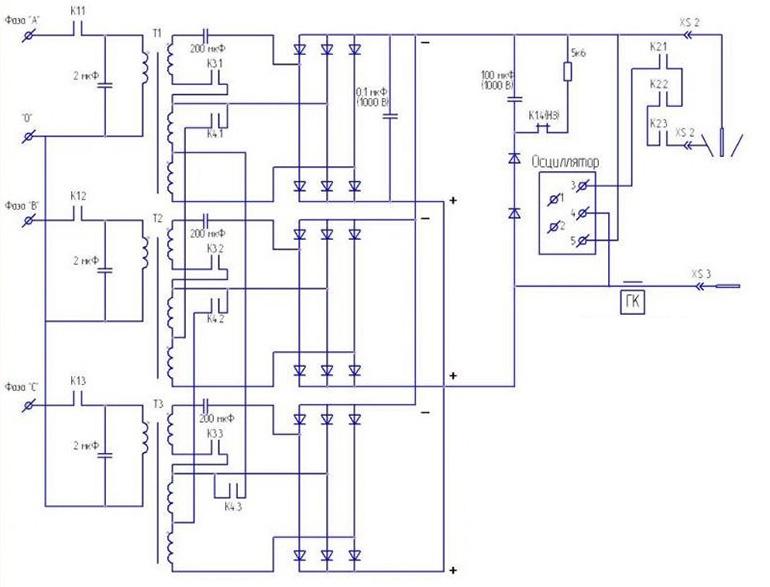
Схема и изготовление осциллятора
Блок используется для генерации высокочастотных токов. Он функционирует в импульсном или непрерывном режиме. Осциллятор помогает быстро подготовить резак к работе.
Электрическая схема этого узла включает в себя:
- преобразователь (выпрямитель);
- ряд конденсаторов;
- блок питания;
- управляющие элементы;
- импульсный модуль;
- датчик напряжения.
Необходимые детали и возможность их самостоятельного изготовления
Для изготовления плазмореза требуется мощный источник питания. Лучший вариант — сварочный инвертор, выдающий стабильное напряжение.
Также потребуются следующие компоненты:
- Блок питания. Для формирования этого узла используют сварочный инвертор, работающий с постоянным током. Переделывать его не нужно: устройство обладает всеми необходимыми для работы параметрами.
- Плазмотрон. Этот компонент рекомендуется покупать в готовом виде, создавать его самостоятельно сложно.
- Осциллятор. Устройство паяют по простой схеме. Однако людям, не разбирающимся в электротехнике, рекомендуется приобретать модуль в готовом виде.
- Компрессор. Для самодельного агрегата подойдет любая деталь, например от краскопульта.
- Кабель-шланг. Этот элемент можно сконструировать из кислородного шланга и стандартного провода. Однако желательно приобрести готовый набор, включающий все необходимые компоненты.
- Кабель массы. Снабжается зажимом для фиксации на разрезаемой детали.

Процесс сборки плазмореза
Для подготовки оборудования к использованию плазмотрон соединяют с компрессором и инвертором.
Для этого потребуются кабель-пакеты, с которыми работают так:
- Провод подачи электрического тока применяют для соединения электрода с инверторным сварочным аппаратом.
- Воздушный шланг подключают к плазменной горелке и компрессору. В результате из воздушного потока должна образовываться струя плазмы.
О дальнейшей эксплуатации
Разрезаемый металл расплавляется только в точках воздействия, поэтому важно следить за перемещением потока. При смещении воздушно-плазменной струи качество работы ухудшается
Для соблюдения важного требования применяют тангенциальный способ подачи газа в камеру сопла.
Во время резки контролируют следующие показатели:
- Скорость движения воздуха. Она не должна резко повышаться. Качественный срез получается, если параметр составляет 800 м/с.
- Силу тока, подаваемого инвертором. Она должна составлять не более 250 А.

Как выполняется процесс плазменной сварки в нижнем положении?
Используя плазменную сварку, можно сваривать самые различные металлы и их сплавы, находясь в нижнем пространственном положении. Плазмообразующими газами являются аргон и гелий, которые нередко применяются и в качестве защитного вещества. Данный способ сваривания используется в тех случаях, когда швы идут в горизонтальном направлении по горизонтально расположенной поверхности.
В процессе плазменной сварки в нижнем положении из сильно нагретого электрода жидкий металл под силой собственного веса постепенно стекает в специальный кратер, а затем накапливается в небольшой расплавленной ванне из металла. Его вытеканию препятствуют сварные кромки обрабатываемых изделий. Также из сварочной ванны выходят шлаковые и газообразные вещества, за счет чего качество швов получается значительно лучше.
Сварные швы можно выполнять либо на себя, либо слева направо. Благодаря применению такой техники можно полностью контролировать весь процесс.
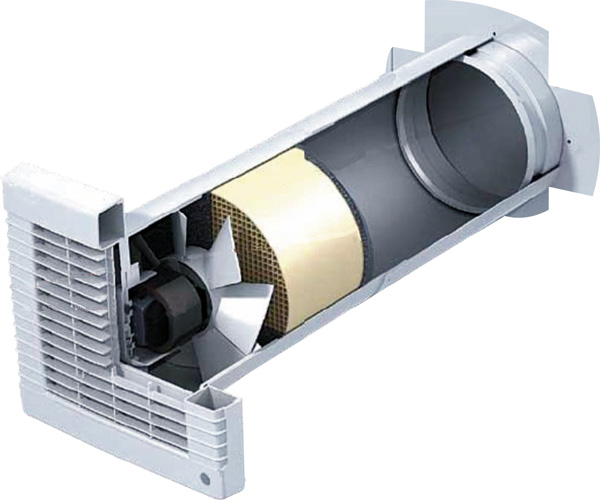
Устройство плазмореза
Само название уже информирует о том, что резка металлов производится с помощью плазмы. А плазма – это ионизированный газ, который обладает высокой проводимостью электрического тока. И чем выше температура этого газа, тем выше проводимость, а значит, сила резки увеличивается.
Для процессов резки металлов используют воздушно-плазменную дугу. При этом электрический ток имеет непосредственное воздействие на металлические поверхности. То есть, принцип работы плазмореза такой:
- Плавление металла.
- Выдувание его жидкого состояния из зоны среза.
Состоит плазменный резак из:
- источника питания – это может быть сварочный трансформатор или инвертор;
- самого резака, который иногда называют плазмотроном;
- компрессора;
- шлангов.
Важно понять конструктивные особенности самого резака. Внутри него вставлен электрод, изготовленный из редких металлов, таких как бериллий, гафний, цирконий и так далее
Почему именно они? Потому что в процессе нагревания на поверхности такого электрода образуются тугоплавкие оксиды. Они своеобразная защита самого электрода, которая обеспечивает целостность материала, то есть, не разрушается. Но чаще всего в плазменных резаках устанавливаются электроды из гафния, потому что он не токсичен, как торий, и нерадиоактивен, как бериллий.
Немаловажное значение в конструкции резака играет и сопло, через который подается плазма на резку. Именно от него и зависят основные характеристики оборудования
А точнее сказать, от его диаметра и длины. От диаметра зависит мощность плазменного потока, а соответственно и быстрота среза и ширины срезанной канавки. Конечно, от этого зависит и скорость охлаждения заготовки. Чаще всего на резаках плазменной резки устанавливается сопло диаметром 3 мм. Длина сопла влияет на качество среза. Чем оно длиннее, тем качество выше. Хотя очень длинное сопло быстро выходит из строя.
Видео
Опросник для подбора установки плазменной резки
Мы рассмотрели основные узлы плазменных машин и особенности, которые нужно учитывать при подборе данного вида оборудования. В заключении я представляю вашему вниманию краткий список вопросов, ответ на которые поможет вам подобрать оптимальный для вас станок:
- Какой тип металла вы будете раскраивать?
- Какова минимальная и максимальная толщина резки?
- На какой максимальной толщине вам необходима врезка (прошивка)?
- Какие требования к чистоте и точности реза?
- Нужно ли вырезать окружность, диаметр которой равен или меньше толщины листа?
- Нужно ли осуществлять рез под углом?
- Какой размер листа вы планируете резать?
- Сколько часов в сутки планируется эксплуатировать установку?
- Какое количество деталей необходимо раскраивать в смену/месяц/год?
- Какие есть ограничения по производственным площадям?
- Какие есть ограничения по электрической сети?
- На какой бюджет вы рассчитываете?
Ответ на эти вопросы и определит технические параметры для подбора подходящей установки.
Рис. 3 Установка плазменной резки от турецкого производителя
Типы плазморезов:
| По типу резки: | По типу используемого газа: | По типу поджига дуги: | По типу охлаждения: |
| Для ручной резки | Плазмотроны на сжатом воздухе | С контактным поджигом | С воздушным (газовым) охлаждением |
| Для автоматической резки | Плазмотроны на аргоне, кислороде, азоте или их смесях | С пневмоподжигом (PN) | С жидкостным охлаждением |
| С высокочастотным поджигом (HF) |
- Для ручной резки. Используются для работ в небольших производствах, мастерских, станциях технического обслуживания, гаражах, личном хозяйстве и т.д. Даже инвертор небольшой мощности позволяет ручным резаком быстро и эффективно резать металл толщиной до 30 мм. Можно резать листовой металл, трубы, различные детали и конструктивные элементы.
- Для автоматической резки. Используются в станках стационарного типа для автоматического раскроя листового металла или профильных труб. В работе обычно управляются с помощью ЧПУ. Комплектуются мощными инверторами зачастую с несколькими сменными плазмотронами и соплами.
По типу используемого газа:
- Плазмотроны на сжатом воздухе. Наиболее распространенный вид плазморезов. К их достоинствам относятся простота, низкая стоимость оборудования и расходных материалов (электроды, сопла), простота в управлении, высокая эффективность и универсальность. Могут использовать обычный или очищенный сжатый воздух.
- Плазмотроны на аргоне, кислороде, азоте или их смесях. Используются в работах более сложных систем больших производств на стационарных раскройных станках для резки меди, алюминия и их сплавов. Требуют более точной настройки.
По типу поджига дуги:
- Контактные. В контактных плазмотронах соплом нужно дотронуться на поверхности рабочей детали для формирования дуги. Такой тип поджига у бытовых инверторов небольшой мощности.
- Пневмоподжиг. Инверторы с пневмоподжигом формируют стартовую (дежурную) дугу внутри плазмотрона, без контакта сопла с поверхностью детали или высокачастотного разряда, который может нанести вред электронике станка с ЧПУ.
- Высокочастотный (HF) поджиг. В данном случае дуга возбуждается при помощи входящего в состав источника тока устройства – осциллятора. Дуга образовывается, только когда имеется высокочастотный электрический разряд между поверхностями заготовки и соплом плазмотрона (при этом поверхности между собой не соприкасаются). Стартовая дуга инициируется по команде сварщика внутри поверхности плазмотрона между электродом и внутренней поверхностью сопла с помощью тока высокой частоты. Рабочая дуга автоматически поджигается от стартовой каждый раз при поднесении плазмотрона к поверхности детали и гаснет по команде сварщика или при увеличении этого расстояния.
По типу охлаждения:
- С воздушным (газовым) охлаждением. Сопло плазмореза охлаждается поступающим воздухом или рабочим газом.
- С жидкостным охлаждением. Жидкостное охлаждение плазмореза используется в высоконагруженных промышленных резаках с большими токами от 150 А.
Приёмы плазменной сварки
Существует достаточно много сплавов и их пар, которые ведут себя совершенно по-разному в расплаве. У них может быть разная вязкость по температуре, газообразование, смешиваемость в расплаве и скорость застывания. Кроме того, очень большую роль играют силы тяжести – масса ванны может оказаться достаточно большой, а поверхностное натяжение расплава достаточно малым. При этих условиях ванна просто протечет, если только она как-то не уплотнена, что возможно далеко не во всех случаях.
Техника и особенности процесса во всех пространственных положениях
В технике мы имеем дело с самыми разнообразными расположениями сварных швов. При сварке отдельных деталей работа немного облегчается тем, что расположение можно свести к горизонтальному, с горелкой, расположенной сверху.

Это наиболее выгодное расположение при сварке, но не всегда технологически возможное. Например, при варке шва на корпусе судна приходится располагать горелку как угодно – судно не повернешь в доке как игрушку. Поэтому для защиты ванны от растекания за допустимые пределы приходится подбирать выгодные положения горелки.
Например, при варке вертикального шва горелка находится немного ниже шва и плазменная струя направлена вверх. С помощью подбора угла наклона и расстояния до ванны удается “сдувать” стекающий металл наверх. Это делается динамически, по мере прохождения шва и требует хороших навыков при ручном выполнении.
Варить вертикальные швы следует снизу вверх.
Сварка плазморезом цветных металлов
Сразу нужно сказать, что плазма является лишь мощным источником местного нагрева. Если так можно выразиться, она лучше “сфокусирована”, по аналогии с фотографией. И в этом отношении, по “резкости” она уступает только лазерной сварке. Плазменная струя дает хорошее проплавление шва в узкой области. Все остальное поведение металлов зависит только от их химической природы.
Если по какой-то причине сплавы не переносят “легирования” вольфрамом, гафнием, или другими добавками в структуру шва, то в плазмотроне просто используют угольный катод. Иногда наоборот, приходится вводить в расплав промежуточный металл, чтобы шов не трескался в горячем или холодном состоянии.
Цветные металлы имеют меньшую, по сравнению с черными металлами, температуру плавления и довольно легко свариваются. Тем не менее, за счет большой теплопроводности этих металлов (напр. Cu Al Mn) требуется такой же, или даже больший по мощности источник нагрева.

Главная помеха сварке – образование оксидов. Пленки окислов не дают металлам сплавляться. У большинства цветных сплавов, а это сплавы на основе меди, окислы довольно легко восстанавливаются, поэтому варить их удается и при слабых восстановителях. Достаточно даже присутствия органических радикалов в плазме (сварка водно-спиртовыми и водно-ацетоновыми смесями).
Исключением является алюминий, чрезвычайно легко окисляющийся и образующий прочную связь с атомами кислорода. К тому же, окись алюминия очень тугоплавкое вещество. Здесь необходимо применение специальных флюсов и их постоянное присутствие в ванне.
Видео
Посмотрите ролик, где наглядно и подробно показана сварка алюминия:
Для защиты от кислорода также применяют аргон, как наиболее распространенный и дешевый из инертных газов. Но он вполне эффективен только тогда, когда ванна обдувается со всех сторон. По этой причине очень сложно варить алюминий в присутствии ветра вне помещений. Сварка титановых сплавов также требует использования аргона. Причем аргон должен быть высшего качества.
Сварка тонколистового металла плазмотроном
При сварке тонких листов плазменную горелку не следует располагать слишком близко к металлу, так как при этом можно слишком легко выдуть его. Давление плазменной дуги на металл значительно (в 5-7 раз) выше, чем обычной. Сварочный ток необходимо ограничить величиной 12-14 и менее ампер. Иногда хватает и 1-2 А.
СОВЕТ: Тонкие листы металла обычно удобнее всего сваривать газовой сваркой. Сварка плазмой требует меньше оборудования (баллонов с газом, редукторов, шлангов), но зато требует больше специальных навыков от сварщика. Некоторые мастера, в основном, ювелиры и специалисты по лабораторному и научному оборудованию, могут сваривать микроплазмой на маленьком токе даже фольгу.
Конструкция
Конструкция плазменного резака состоит из следующих компонент:
- Плазмотрон, предназначенный для формирования плазменной струи. Имеет сложную конструкцию, изготавливается из тугоплавкого металла. Требуется подбор таких параметров: диаметра сопла, длины резака, угла подачи сжатого воздуха в область формирования плазмы.
- Источник питания предназначен для поджига дуги. Должен иметь стабильные параметры по току и напряжению. Подбирают в зависимости от максимальной величины выходного тока, габаритов, размеров и веса.
- Осциллятор, используемый для упрощения розжига дуги, стабилизации её горения. Имеет простую схему, поэтому может быть собран самостоятельно либо приобретён в сборе.
- Компрессор для создания потока воздуха, подаваемого для охлаждения горелки, формирования направленного потока плазмы. Подходит практически любая модель. Чтобы не попала влага, потребуется установить осушитель.
- Медный кабель с зажимом на конце для подключения массы.
- Кабель-шланг, предназначенный для подключения горелки и поджига электрической дуги, а также для подачи сжатого воздуха. Может быть изготовлен путём укладки кабеля и кислородной трубки внутри поливочной гибкой трубки.
Необходимые комплектующие
Перед сборкой резака потребуется подготовить следующие комплектующие:
- источник питания;
- резак или плазмотрон;
- компрессор с осушителем или фильтром;
- осциллятор;
- электроды;
- шланги;
- кабели.
Подбор блока питания
Выбор источника электроэнергии для плазменной установки выполняется с учётом следующих критериев:
- максимальной толщины и типа разрезаемого металла;
- длительности проведения работ, времени горения дуги;
- требований к параметрам плазмы;
- стабильности тока, напряжения питающей сети;
- требований безопасности;
- необходимости расширения функциональности плазмореза.
Блок питания
Плазмотрон
Поскольку плазмотрон используется для генерации плазмы, к подбору его параметров нужно подходить грамотно. Важные параметры:
- стойкость к рабочим температурам;
- удобство пуска, настройки, остановки работы оборудования;
- небольшой вес, компактные размеры;
- срок службы;
- требования к обслуживанию;
- ремонтопригодность.
По типу стабилизации дуги плазмотроны бывают газового, водяного и магнитного вида.
При работе важно своевременно заменять электроды, чтобы максимально продлить срок службы сопла. Понять необходимость данной процедуры можно по ухудшению качества резки: нарушение точности, появлению поверхностных волн
Важно не перегревать плазмотрон, поскольку это может повлечь серьёзные поломки.
Для создания плазмотрона потребуются следующие детали:
- рукоятка из материала с низкой теплопроводностью, в которой есть отверстия под провода для электрода, трубок для газа;
- пусковая кнопка;
- подходящие по параметрам электроды;
- сопло нужного диаметра;
- изолятор;
- пружина для соблюдения расстояния от сопла до разрезаемого металла;
- наконечник с защитой от брызг расплавленного металла;
- завихритель потока;
- специальная насадка.
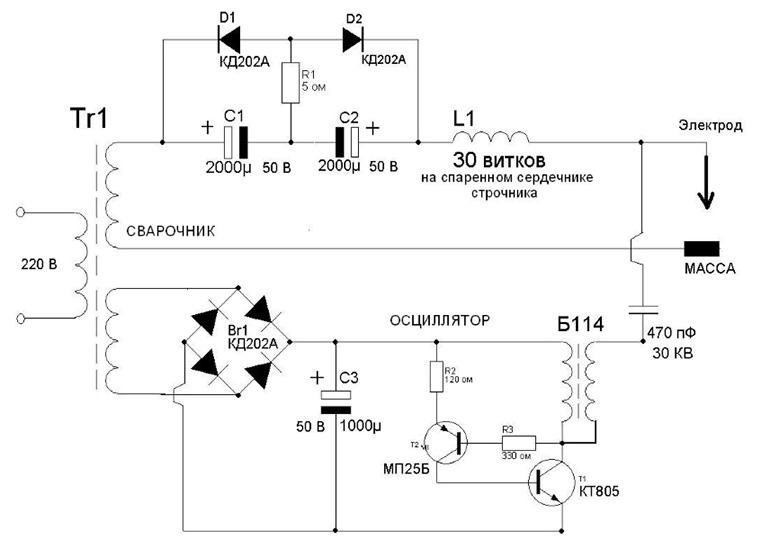
Осциллятор
Осциллятор применяется для выработки токов высокой частоты. Работает в режимах коротких импульсов или постоянного горения дуги. Предназначен для быстрого запуска плазмореза.
Конструктивно состоит из следующих элементов:
- выпрямителя;
- конденсаторов;
- блока питания;
- управляющей микросхемы;
- импульсного модуля;
- повышающего трансформатора;
- контроллера напряжения.
Электроды
Выбор электродов определяется на основе рабочих режимов резки, типа металла, требований к качеству работ. Для эксплуатации в небольших мастерских рекомендуется приобретать гафниевые электроды. Бериллиевые или ториевые могут формировать токсичные соединения.
Компрессор и кабель шланги
Модель компрессора подбирается на основе его технических параметров, требований к конструкции плазмореза. Он используется для создания воздушных потоков внутри рабочих каналов, охлаждения компонентов оборудования при непрерывной работе. Для регулировки подачи воздуха на выходе из компрессора устанавливается электрический клапан.
Внутри шлангов размещают кабель, трубку для сжатого воздуха. На массовом кабеле располагают щуп для обеспечения контакта с разрезаемым металлом и поджига стабильной дуги.
Цветность и прозрачность
Виды плазморезов
Понимая принцип работы плазмореза и его устройство, рассмотрим разновидности оборудования. Это поможет определиться с деталями выбора под конкретные задачи на производстве.
Плазморезы по типу резки
Плазморезы бывают ручными и автоматическими
Это важно учесть при выборе, чтобы оборудование подходило под предстоящие процессы
Плазморезы для ручной резки
Применяются для работы с небольшими сечениями 1-10 мм. Это актуально для гаража и небольшой мастерской, где изготавливаются двери, ворота, калитки, мангалы. Им удобно прорезать скважины, вырезы под замки и петли, кроить заготовки под полотна и гнутые короба. Оборудование подороже способно прорезать 10-30 мм.
Это расширяет сферу использования и подходит для вырезания заготовок под последующую механическую обработку на производстве (изготовление фланцев, валов, порезка труб и т. д.). Такие установки мобильны и удобны.
Плазморез для ручной резки.
Плазморез для автоматической резки
Используются с режущими головками, перемещаемыми на кронштейнах портального или консольного типа. Управляются с ЧПУ. Могут одновременно вести резку сразу 2-4 головками. Подходят для кроя деталей, габаритами от 1х1 до 3х30 м. Нуждаются в достаточном месте и сложны при транспортировке.
Станок для плазменной резки.
Плазморезы по типу используемого газа
Для работы плазмореза необходим воздух, чтобы ионизироваться в электрической дуге. Здесь различаются два типа оборудования:
Плазморезы на сжатом воздухе
Бытовой и полупрофессиональный класс. Стоят дешевле, просты в управлении (регулируется только сила тока), универсальны. Совсем маленькие аппараты рассчитаны на крой сечения до 10 мм. Более мощные справятся с 12-25 мм. Главным плюсом является недорогое обслуживание (цена сопел, единоразовая покупка компрессора). В последствии ничего дорогостоящего докупать не придется.
Плазморезы на аргоне, кислороде, азоте или их смесях
Применяются на крупных станках по плазменной резке. Нуждаются в продолжительных настройках, зато способны выполнять рез быстрее, точнее и сложнее. Необходимо регулярно тратиться на закупку баллонов с газом. Такой тип подходит для крупных предприятий с большим объемом выпускаемой продукции.
Станок для плазменной резки на аргоне.
Плазморезы по типу поджига дуги
Еще плазморезы делятся по способу возбуждения электрической дуги:
- Контактные. Этот тип поджига встречается в бытовых инверторах. Соплом плазмотрона необходимо коснуться изделия, к которому подсоединена масса. Простая конструкция горелки реже ломается, но сопло быстрее покрывается окалинами.
- Пневматические. Образуют дугу самостоятельно при подаче газа (без касания об изделие). Это удобно для частого перемещения и выполнения мелких резов. Экономит ресурс сопла и повышает производительность.
- Высокочастотные (HF). Самый комфортный тип поджига, достигаемый за счет осциллятора. Дуга возбуждается высокочастотным импульсом, между катодом и анодом в сопле. При подносе к изделию автоматически переходит в режущую. Тип поджига подходит для точного начала реза, чтобы на заготовке не осталось электрических следов.
Плазморезы по типу охлаждения
Воздушное
Применяется в бытовых и полупрофессиональны моделях. Тепло с горелки удаляется естественным путем в окружающий воздух. Внутри каналы остужаются благодаря подаче кислорода или инертного газа. В самом корпусе расположен вентилятор, обдувающий трансформатор и выпрямляющий блок. При работе потребуются периодические перерывы, чтобы не расплавить сопло.
Плазморез с воздушным охлаждением.
Жидкостное
Используется на промышленных версиях оборудования. В плазмотроне есть каналы, по котором, при помощи водяного насоса, циркулирует дистиллированная вода с этиловым спиртом. Это быстро забирает тепло и позволяет работать аппаратом без перерывов. Подходит для объемных задач или эксплуатации установки в две смены.