Работа с ручным фрезером и разновидности фрез по дереву
Содержание:
- Особенности и применение
- Классификация концевых фрез
- Цилиндрические фрезы — их разновидности и назначение
- Вспомогательные инструменты
- Как сделать своими руками?
- Особенности
- Правила эксплуатации
- Фреза фасонная радиусная
- Как сделать треугольный ловец снов?
- 25 нетривиальных советов, которые сделают вашу жизнь проще
- Основные типоразмеры
- Как работать с фрезами?
- Фрезерование замкнутых пазов концевыми фрезами
- Виды трехфазных счетчиков
- Приспособления для ручного фрезера
- Из чего состоит инструмент?
- Производители
- Основные требования
- Государственные стандарты
- Государственные стандарты
- Фрезы по металлу
- Станки в Воронеже от ООО «Роста»: достойное качество по выгодной цене
- ВИДЕО: Ловец снов своими руками
- На что влияет скорость резания
- Дерево
- Заключение
Особенности и применение
Конструктивно концевые делятся на два вида: цельнометаллические (из твердых сплавов) и со вставными режущими элементами. Самыми распространенными являются монолитные твердосплавные концевые фрезеры. Они характеризуется высокой жесткостью, стабильностью параметров и оптимальным соотношением цены и технологических возможностей. Фрезеры с вставными режущими элементами из специальных сплавов с напылением используют при специальных режимах резания, например, фрезеровке по нержавейке, сплавам титана и другим сложным материалам.
Основная область применения концевого фрезерования — это продольная обработка плоскостей параллельных оси вращения инструмента. Типичным примером такой технологической операции является фрезеровка линейных и контурных пазов и канавок, формирование ступенчатых плоскостей, а также выборка прямолинейных и фигурных выемок различной глубины. При этом для глубоких поверхностей применяют фрезы концевые с цилиндрическим или коническим хвостовиком, удлиненные до нужного размера. Основные виды изделий, обрабатываемых концевым фрезерованием — это:
- плиты с линейными и Т-образными пазами;
- штампы и прессформы;
- плоские поверхности и зубчатые шестерни с канавками и выемками;
- шаблоны, матрицы, пуансоны;
- вала со шпоночными пазами;
- корпусные детали со сквозными окнами.
Размерные ряды концевых фрезеров определены государственными стандартами. Изделия из быстрорежущей стали с цилиндрическим хвостовиком имею размерный ряд 3-32 мм и устанавливаются на оборудование с помощью зажимных патронов и цанг. Инструмент среднего и большого диаметра выпускаются в диапазоне размеров 14-63 мм с хвостовиком в виде конуса и используются на промышленном оборудовании. Фрезы для станков с ЧПУ имеют свой размерный ряд — 14-50 мм.
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
https://youtube.com/watch?v=cC80qYBD7oM
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Вспомогательные инструменты
Процесс обработки имеет разностороннее действие, поэтому выполняется с учетом множества нюансов. Не всегда стандартной процедуры достаточно для полноценного выполнения задачи. Работа агрегата обеспечивается двигателем переменного и постоянного тока. Первый тип двигателя используется с мощными устройствами, второй – с более слабыми приборами. Токарные станки с двигателем постоянного тока требуют наличия вспомогательных инструментов.
Вспомогательные инструменты чаще всего необходимы при взаимодействии с металлическими заготовками. Существуют большое количество различных вспомогательных механизмов. Они отличаются по предназначению. С их помощью выполняется:
- загрузка;
- смазка;
- зажимы;
- уборка стружки;
- смена рабочих инструментов.
Инструменты могут иметь разную конструкцию и производительность, но выполнять одну и ту же задачу. При покупке дополнительного оборудования следует убедиться, что оно совместимо с используемым токарным станком.
Как сделать своими руками?
Изготовление фрезы своими руками возможно только в том случае, если вы имеете навык работы с металлом, и у вас есть доступ к специальному токарному инструменту. В домашних условиях изготовление фрез с для работы по металлу ограничивается изменением диаметра режущей части или перешлифовкой лезвия. Любое более глубокое вмешательство требует применения промышленного оборудования, поскольку в этом случае придется выполнить такие сложные процедуры, как:
- отпуск металла;
- придание формы, заточка и затылование на станке;
- закалка фрезы.
Для выполнения таких работ требуется профессиональная подготовка и навыки подобных работ, мало кто из домашних мастеров соответствует этим требованиям. Поэтому в быту обычно ограничиваются только самыми доступными процедурами, предполагающими изменение исходного состояния заготовки.
Особенности
Прежде чем изучать особенности и отличительные характеристики данного рабочего элемента, важно определиться с исходным термином. Так, фреза по металлу для фрезерного станка – это режущий инструмент, в конструкцию которого входит большое количество лезвий
Обработку металлического материала фреза осуществляет посредством постоянного вращения вокруг своей оси.
К основным конструкционным элементам фрезы стоит отнести рабочую часть, хвостовик, который обычно закрепляется в шпинделе или цанге, и шейку. Существующие на современном строительном рынке фрезы для обработки металла классифицируются в зависимости от ключевых параметров (например, размера, материала изготовления, типа крепления и других).
Правила эксплуатации
Разумеется, перед фрезерованием как дерева, так и металла, требуется правильный расчёт. Этот момент очень важен даже в частной мастерской, а на промышленных предприятиях без его учёта вообще не обойтись. Если расчёт показывает некий положительный угол, то придётся корректировать профиль зуба на определённую величину. Но есть ещё одна тонкость — когда точат затылованный инструмент спереди, то штатный передний угол, предусмотренный конструкторами, надо сохранять без изменений. В противном случае фасонный профиль обрабатываемой детали окажется нарушен.
Определить, насколько точно выдержан профиль, помогает сверка с шаблоном. Остро заточенные изделия требуется точить по заднему краю. Необходимо понимать, что по возможности следует отказываться от этих трудоёмких и капризных изделий. Твёрдосплавные модели пока также не слишком практичны, потому что трудны в производстве и дороги.

Показатель минутной подачи тоже выбирают сообразно наименьшему значению. Поэтому при работе с комплексом фрез подачу на зуб для каждой из них максимизируют. Чтобы предотвратить брак, обязательно снабжают клеймами:
- саму фрезу;
- шаблон;
- контршаблон.
Недопустимо доводить инструмент до серьёзного затупления. Это провоцирует необходимость точить его по профилю, что резко ухудшает возможности приспособления. Охлаждение фрезы необходимо при любой фасонной обработке металла, кроме работ с чугуном. Если геометрия поверхности отличается от указанной на чертеже, следует проверять не только резак и станок, но и шаблон; ошибка коренится в нём гораздо чаще, чем принято считать.
Фреза фасонная радиусная
Фреза фасонная радиусная — это универсальное изделие, которое может быть использовано для обработки пазов с внутренними и внешними закруглениями. Изготавливаются по ГОСТ 9305-93.
Режущая часть радиусной фрезы позволяет выполнять не только отрезные работы, но и осуществлять выборку пазов и создавать скульптурную отделку на поверхности обрабатываемой заготовки. Использовать данный инструмент можно как в ручных станках, так и на автоматизированном оборудовании.

Фото №3: фреза радиусная вогнутая

Фото №4: фреза радиусная выпуклая
В зависимости от назначения, фреза радиусного типа может быть:
- вогнутой;
- выпуклой;
- комбинированной.
Как сделать треугольный ловец снов?
25 нетривиальных советов, которые сделают вашу жизнь проще
Основные типоразмеры
Ручные фрезеры получили повсеместное распространение благодаря простоте использования и возможности выполнять тонкие операции на габаритных деталях. Однако они вовсе не универсальны, по большей части из-за ограниченных размеров режущего органа — фрезы.
Самыми крупными среди фрез для ручной обработки можно назвать аналоги сверла Форстнера, используемые для изготовления глухих пазов под мебельные петли. Отдельные линейные размеры могут быть и выше, таким образом, некоторые фрезы классифицируются как дисковые или пальчиковые. В целом же максимальная глубина может достигать 80–90 мм, а диаметр — 60–70 мм
Это важно знать, чтобы определить заранее, возможно ли тот или иной вид обработки выполнить ручным фрезером
Нельзя сказать, что абсолютно все фрезы являются взаимозаменяемыми. Они отличаются по диаметру хвостовика и должны точно соответствовать размеру цанги вашего инструмента. Ходовыми считаются фрезеры с посадочным размером 6, 8 и 12 мм. Впрочем, набор сменных цанг или переходных втулок устранит проблему совместимости.
Фрезы разных размеров имеют свою специфику работы. В то время, как небольшими фрезами с глубиной захвата в 10–15 мм можно орудовать относительно свободно, более глубокая выборка потребует медленной подачи с небольшим усилием. А если обработке подлежит деталь высокой твёрдости, потребуется ещё и существенное повышение оборотов.
Как работать с фрезами?
Главное — точно позиционировать инструмент по всем трем осям. Для этой цели тщательно работают с механизмом погружения. Если используется фреза с направляющим подшипником, то последний должен катиться по кромке детали либо по периметру шаблона. Тип пазовой фрезы выбирают сообразно проводимой работе. Закреплять метиз можно в моторе как со снятием его со станины, так и без этой процедуры.
Последовательно:
- кладут фрезер набок;
- крепят шпиндель, чтобы не было проворота;
- откручивают либо наворачивают фиксационную гайку;
- вставляют хвостовую часть инструмента не менее чем на 2 см (в идеале до упора);
- с помощью 1 или 2 гаечных ключей затягивают гайку и расстопоривают шпиндель.
Критически важна правильно заданная глубина фрезеровки. Процедура имеет нюансы у конкретных моделей, но суть всегда одна и та же: после выхода фрезы на нужный режим блокируют ограничитель упором. По возможности стоит пользоваться механизмом точной настройки. Фрезеровать на большую глубину следует поэтапно
Важно: вопреки популярному заблуждению чистота отделываемой поверхности связана скорее не с темпом кручения, а с линейной скоростью режущей части относительно материала
Фрезеровать можно в попутном либо встречном направлении. Второй вариант наиболее распространен, а попутная фрезеровка оптимальна только для обработки кромок. Закреплять рабочий элемент и настраивать фрезер следует только в отключенном состоянии.
Максимальная концентрация требуется в момент, когда инструмент касается материала. Именно тогда велик риск получить так называемый обратный удар. Фрезер следует прочно держать в руках. Не стоит гнаться сразу за снятием максимального слоя материала — это непрактично и небезопасно. Нельзя носить одежду с болтающимися частями, поясами. Заточить любую фрезу, в том числе и пазовую, довольно сложно. Для этой цели рекомендуют использовать специализированную технику. Ручная заточка оправдана только при наличии оптимальной квалификации. Точить металл на станке нужно, последовательно снимая слои от 25 до 50 мкм. Каждый зубец обрабатывают отдельно, чтобы исключить ошибки.
Иногда применяют и точильные круги:
- обычный и белый типы электрокорунда (для инструмента, работающего с деревом либо металлом);
- на основе эльбора (оптимально для быстрорежущих марок стали);
- на базе алмаза и зеленого карбида кремния — оптимальны для твердого сплава.
Фрезерование замкнутых пазов концевыми фрезами
Задача — профрезеровать в планке замкнутый паз. Длина — 32 мм. Ширина — 16 мм.
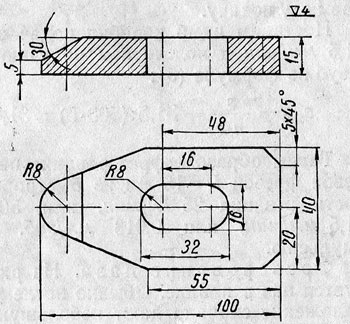
Изображение №13: чертеж планки
Расчет режима резания
Заданная подача фрезы — 0,01 мм/зуб. Скорость резания — 25 м/мин. Частота — 500 об./мин. Вычислим минутную подачу.
s = sзуб*z*n = 0,01*5*500 = 25 мм/мин.
Минимальная подача на станке — 31,5 мм/мин. Устанавливаем именно ее. Рассчитаем фактическую подачу на один зуб.
sзуб= s/(z*n) = 31,5/(5*500) = 0,013 мм/зуб.
Выполнение операции
При фрезеровании сквозных пазов:
-
сначала дают ручную вертикальную подачу для того, чтобы фреза врезалась в материал на 4–5 мм;
-
после этого включают механическую продольную подачу и вырезают глухой паз нужной длины;
-
постепенно поднимают стол до получения сквозного отверстия.

Изображение №14: закрепление заготовки и фрезерование сквозного паза
Виды трехфазных счетчиков
Приборы учета различаются конструкционно:
- электронные учитывают импульсы преобразователя, передают их на контроллер;
- трехфазные индукционные счетчики считывают число оборотов диска, приводимого в движение наведенным магнитным полем.
По типу подключения выпускают трех видов подключения:
- прямого:
- полукосвенного;
- косвенного.
Счетчики прямого включения, они подцепляются к кабельной разводке сечением от 15 до 25 мм². Толстый провод к клеммам приборов прямого подключения не подсоединить.
Основные силовые характеристики:
- максимальная сила тока – 100 А;
- расчетная мощность – 60 кВт.
Из-за сложности схемы монтажа в жилых постройках не обращаются к установке трехфазных многотарифных электросчетчиков полукосвенного и косвенного запуска (12- или 10-проводных). Для работы с таким оборудованием нужна профподготовка электрика. Приборы рассчитаны на большую потребительскую нагрузку. Подключаются к сети 380 В через преобразователь трансформаторного типа, поэтому показания счетчика необходимо перед передачей данных потребления корректировать – умножать на коэффициент трансформации.
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.
Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.
Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.
Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.
Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).
Работает копир следующим образом:
- заготовка укладывается под установленный в пантографе агрегат;
- на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
- указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
- все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.
Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).
Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.
Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.
Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.
Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.
Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.
Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.
Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.
Из чего состоит инструмент?
Вам будет интересно:Цанговые соединения: классификация, виды труб, техника работы и инструкция по применению
Прежде чем перейти к описанию фрез, классификации и назначения, стоит понять, что представляет собой каждый инструмент. Он состоит из лезвий, тела вращения и зубьев.
Режущая часть изготавливается из твердого сплава, металлокерамики, минералокерамики, алмаза, массива кардной проволоки или быстрорежущей стали. Конструкция может быть сделана из одного материала (цельная), а может быть сборной (различные элементы соединяются между собой при помощи стандартных крепежных элементов, например, винты, клинья, гайки, болты).
Также выделяют фрезы с напаянными элементами для резания. Такие инструменты называются напайные. Сварные фрезы включают в себя хвостовую и режущую части из различных материалов, которые соединяются при помощи сварки.
Вам будет интересно:Гидравлический разрыв пласта: виды, расчет и технологический процесс
Кроме того, существуют фрезерные головки, которые также именуют механические. Это особая разновидность фрез. Классификация фрез подразумевает большое количество инструментов, которые применяют в зависимости от свойств заготовки. К ним относятся инструменты, которые состоят из быстрорежущей стали и сменных пластин (из твердых сплавов). Отдельно головка (без лезвий) называется корпусом.
Производители
Дисковые фрезы используются повсеместно, поэтому их производит большое число компаний. Основные из них:
- Metabo;
- «Корвет»;
- Jet;
- «Инструмент-сервис»;
- Stayer;
- «Глобус»;
- Московский инструментальный завод (МИЗ);
- Серпуховский инструментальный завод (СИЗ ТВИНТОС);
- Новые Инструментальные Решения (НИР);
- Высокогорский экспериментально-инструментальный завод (ВЭИЗ).
Если вы нашли другого производителя, то не думайте, что он делает плохие инструменты. Каждый стремится закрепиться на рынке и найти покупателей
Недобросовестные компании не могут продержаться долго, поэтому обращайте внимание на возраст фирмы
А вот требовать сертификат качества нужно у всех.
Брак порой встречается и у крупных производителей. Если изделие качественное, то служит оно хорошо и долго не требует замены. Но и использовать инструмент нужно грамотно.
Основные требования
Какую гидроизоляцию выбрать для ванной? Основное требование — это целостный слой, в котором не будет щелей и трещин. Такое возможно, если все работы займут небольшой отрезок времени, а значит, нужно выбирать то, что быстро сохнет или сразу образует герметичное покрытие.
Если нужно нанести несколько слоев, то каждый последующий нужно накладывать сразу после того, как высыхает предыдущий. Только так сцепка материалов будет наилучшей.
При выборе рулонных материалов нужно строго соблюдать нахлест, прописанный в инструкции.
Обрабатывая полы, нужно выводить гидроизоляцию на стены, особенно в местах стыков с ними
Неважно, какой материал выбран – обмазочная гидроизоляция для санузлов или панели – их нужно монтировать на чистую поверхность, желательно выровненную
Государственные стандарты
Большое количество видов и назначения фрезерной оснастки, потребовало разработки значительного числа нормативных документов. Они определяют требования к фрезам различных исполнений, а также подразделяют отдельные виды инструментов, нацеленных на работу с различными металлами и сплавами. Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
ГОСТ 9304-69 «Фрезы торцовые насадные» описывает монолитные фрезы с твердосплавными напайками и диаметром рабочей части от 40 до 100 мм. Документ предусматривает два исполнения, отличающихся крупным или мелким зубом.
ГОСТ 24359-80 «Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава» нормирует конструкцию и размерные параметры насадных инструментов со вставными ножами. Документ предусматривает варианты корпусов, имеющие диаметр от 100 до 630 мм. Дальнейшее развитие стандарт получил в ГОСТ 24360-2016. Опираясь на конструкцию из предыдущего документа, он устанавливает основные требования к используемым в конструкции материалам и качеству изготовления оснастки. Еще один ГОСТ 9473-80 описывает модели с диаметром корпуса от 100 до 612 мм. Главное отличие от предыдущих стандартов – уменьшенный габарит ножей и их увеличенное количество.
Присоединительные размеры насадного инструмента, всех диаметров установлены ГОСТ 27066-86 «Фрезы торцевые насадные. Типы и присоединительные размеры».
ГОСТ 26595-85 «Фрезы торцевые с механическим креплением многогранных пластин» рассматривает инструмент со всеми вариантами насадных креплений к шпинделю станка. Документ предусматривает использование всех вариантов пластин, в том числе и круглых. Размер корпуса инструмента варьируется по диаметру от 100 до 500 мм.
ГОСТ 22087-76 «Фрезы торцовые концевые с механическим креплением пятигранных твердосплавных пластин» ориентирован на инструмент, использующий пятигранные режущие элементы. Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Зарубежные фирмы, предлагающие станочную оснастку, не придерживаются каких-либо строго определенных стандартов. Каждый производитель формирует собственные требования к инструменту и применяет уникальную систему маркировки. Стандарты иной государственной принадлежности нормируют в основном, присоединительные элементы и вспомогательные части оснастки.
Государственные стандарты
Общие требования к конструкции и характеристикам концевых фрез изложены в ГОСТ 17024-82 «Фрезы концевые. Технические условия». В дополнение к этому существует около сорока государственных стандартов, которые регулируют требования к характеристикам отдельных видов концевых фрез. Помимо прочего, они включают группу ГОСТов, регламентирующих параметры различных видов концевых фрезеров, предназначенных для обработки специализированных материалов на станках с ручным управлением и ЧПУ: легких сплавов, труднообрабатываемых сталей, титановых сплавов (ГОСТ 16225-81, ГОСТ 16225-81, ГОСТ 18938-73 и пр.). Другие ГОСТы определяют размерные ряды диаметров: для концевых фрез с цилиндрическим хвостовиком — ГОСТ 17025-71, а для концевых фрез с коническим хвостовиком — ГОСТ 17026-71.
Помимо государственных стандартов, требования к этому инструменту регламентируются техническими условиями, например, ТУ 2-035-0222232.3-90 определяет ряд диаметров для станков с ЧПУ.
Фрезы по металлу
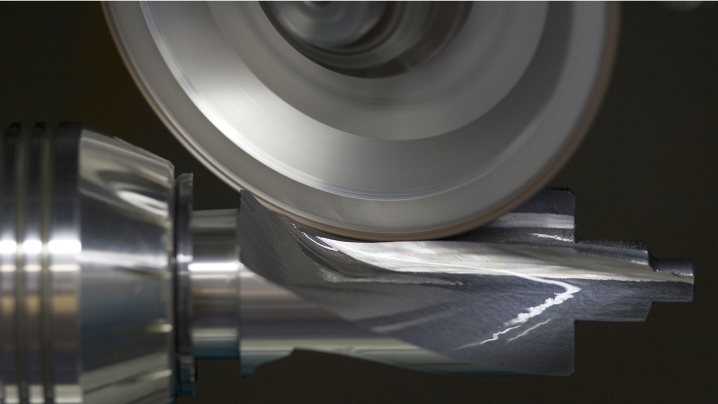
Специально созданной оснастки по металлу для ручного фрезера не существует. Обычно мастера используют оснастку, предназначенную для станков, с подходящим диаметром хвостовика. Чаще всего на ручных агрегатах используют концевые фрезы для создания пазов. Но следует знать, что фрезер является машиной, развивающей высокие обороты, что не очень подходит для концевых резаков. Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.
Также на фрезерах можно устанавливать борфрезы различной конфигурации, которые без труда справляются со сталью, чугуном, нержавеющей сталью, латунью и даже титаном. Но поскольку они чаще всего имеют малый диаметр хвостовика (6 мм), то для установки в восьмимиллиметровую цангу потребуется переходник.
Борфрезы по металлу бывают следующих видов.
- Дисковые. Можно выполнять всевозможные надрезы и обрабатывать пазы.
- Конические (60°). Применяют для зенкования отверстий.
- Конические с обратным конусом. Оснастку применяют для расшлифовки пазов, обработки острых углов заготовки, снятия сварных швов в углах изделия, обработки труднодоступных мест отверстий.
- Конические с закруглением. Применяют для обработки сопряжений, зачистки сварных швов, обработки плоскостей.
- Конические заостренные. Инструментом можно обрабатывать острые углы, места сопряжения деталей, а также производить фрезеровку в труднодоступных местах.
- Овальные. Ими обрабатывают и расширяют отверстия, а также выравнивают сварные швы в углах деталей.
- Пламевидные. Благодаря универсальной форме инструмент используют для создания галтелей, а также для их обработки.
- Сферические. Оснастку можно применять для обработки отверстий, создания сопряжений полукруглой формы и обработки пазов.
- Сфероконические заостренные. Можно проводить обработку меду соединенными под острым углом плоскостями.
- Сфероконические закругленные. Обрабатываются сопряжения с внутренними радиусами.
- Сфероцилиндрические. Можно обрабатывать кромки, профили, сварные швы, радиусные пазы. Также данной оснасткой снимают фаски и заусенцы и подготавливают поверхность для сварки.
- Цилиндрические с гладким торцом. Используются для обработки контуров, швов после сварки, кромок, для снятия фасок и удаления заусенцев.
- Цилиндрические с зубьями. Оснастку с зубьями на торце используют для тех же целей, что и оснастку с гладким торцом. Только данный тип инструмента может работать одновременно в двух плоскостях под прямым углом.
Станки в Воронеже от ООО «Роста»: достойное качество по выгодной цене
Мы предлагаем широкий ассортимент станков для работы с металлом отечественного производителя по ценам в несколько раз ниже импортных аналогов. Российская продукция не уступает зарубежной ни в качестве, ни в функционале.
В нашем каталоге вы найдете как ручные, так и автоматические или полуавтоматические варианты оборудования, которые помогут для обработки самых сложных эскизов из любого материала.
Чтобы получить подробную информацию об ассортименте, скидках и условиях доставки, свяжитесь с нами по телефону. Наши менеджеры предоставят вам подробную консультацию и помогут оформить заказ.
ВИДЕО: Ловец снов своими руками
На что влияет скорость резания
От скорости резания фрезы по металлу зависят качество обработки заготовок, производительность, а также степень износа инструмента. Расскажем обо всем в деталях.
Производительность. Чем выше скорость резания, тем выше производительность оборудования
Это особенно важно при серийном и массовом производстве.
Качество получаемой поверхности. Чем выше скорость резания фрезы по металлу, тем лучше качество
Именно поэтому при финишной обработке устанавливают максимально допустимое значение. Получается требуемая шероховатость. При черновой обработке — наоборот, устанавливают низкую скорость резания.
Скорость износа инструмента. Чем выше скорость резания фрезы по металлу, тем сильнее она изнашивается. Ухудшаются точность и производительность. Для продления сроков службы фрез используют смазывающе-охлаждающие жидкости.
Фотография №1: фрезерование со смазывающе-охлаждающей жидкостью
Дерево
Выбор конкретного инструмента из классификации фрез по дереву зависит от поверхности, которую необходимо обработать.
Фрезы по дереву могут использоваться для:
- соединения заготовок путем сращивания пазов;
- изготовления выемки для установки навесных петель и какого-либо другого вспомогательного приспособления;
- декорирования, которое осуществляется с помощью резака изготовки рисунка.
Чаще всего используются инструменты 6-12 мм диаметром. При этом дюймовая цанга и миллиметровый хвостик не должны применяться в работе. Это может повлечь за собой поломку фрез, а в худшем случае привести к травме работника.
Производители оборудования предусматривают некоторые модификации. Возможно использовать ручной фрезер. Его оснастка предназначена для того чтобы обработать пластик и металл, а также древесину.