Тонкости выполнения работ при помощи полуавтоматического сварочного аппарата
Содержание:
- Как работает полуавтомат
- Продолжительность включения полуавтомата (ПВ)
- Виды биотуалетов для дачи
- Выбор механизма подачи проволоки
- Сложные узлы макраме: описание, обзор
- Лучшие профессиональные сварочные полуавтоматы
- Принцип работы
- Виды биотуалетов для дома
- Разновидности проволоки и выбор
- Устройство
- Виды сварочных полуавтоматов
- Чем отличаются сварочные полуавтоматы от других аппаратов
- Как держать сварочную горелку
- Основы сварки полуавтоматом
- Дизайн в стиле Хай-тек в интерьере
- Длина выхода сварочной проволоки
- Wert MIG 200
- Заключение
- Заключение
Как работает полуавтомат
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок 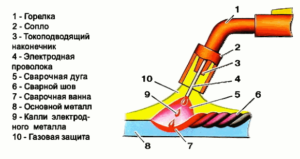 подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
https://youtube.com/watch?v=IooBqSZH83Q
Продолжительность включения полуавтомата (ПВ)
Для тех, кто впервые сталкивается с данной характеристикой, продолжительность включения или ПВ – количество времени работы сварочного аппарата с максимальным сварочным током в течение 10-и минутного цикла при температуре окружающей среды 40 градусов Цельсия. Для удобства время работы указывается в процентах, т.е. ПВ равное 40% означает 4 минуты работы и 6 минут перерыва.
Будьте внимательны к инструкции. Одна цифра может серьезно повлиять на данную характеристику. Так некоторые производители указывают ПВ при температуре 20 градусов. Естественно, что показатель существенно увеличивается, а на деле его может быть даже недостаточно.
Как выбирать сварочный полуавтомат в зависимости от ПВ? Для редкого или периодического использования в гараже, дома или на даче подойдут небольшие значения. Подбирайте в зависимости от интенсивности предполагаемой работы и личного удобства. 3-4 минуты из 10 может вполне хватить для бытовых задач. Профессионалы же стараются сократить время простоя до минимума. Им нужна большая продолжительность включения сварочного аппарата.
Виды биотуалетов для дачи
Выбор механизма подачи проволоки
Выбор сварочного полуавтомата связан с тем, как далеко от розетки придется вести сварку и насколько крупные конструкции предстоит изготавливать. На это влияет не только длина сетевого провода, но и рукава горелки. От последнего часто зависит и выбираемый вид механизма подачи проволоки.
Существует три варианта подачи проволоки:
1. Толкающий — имеет ролики в корпусе аппарата, заталкивающие проволоку в кабель-канал. Обычно длина рукава не превышает 5 м, поскольку проволока может застрять в изгибах, что прервет сварку.
2. Тянущий — подразумевает наличие тянущего механизма в самой горелке. Это разрешает использовать более длинные рукава, но утяжеляет саму горелку, что неудобно для высотных работ или лицевых швов.
3. Комбинированные — имеют оба вышеописанных типа. Длина кабель-канала может достигать 10 м, что удобно для быстрой смены рабочего места на больших конструкциях (фермы на крыше, длинная теплица).
Кроме этого толкающий механизм подачи проволоки может быть в одном корпусе с источником питания или в отдельном. Первое исполнение дает более компактные габариты оборудования, но если длины рукава недостаточно, то придется двигать всю установку. Ввиду этого встроенный тип механизма подачи удобен только для стационарного места сварки в гараже, где происходит работа с небольшими деталями (емкость, мангал, калитка).
Толкающий механизм в корпусе с источником питания.
Для большей маневренности (сварка забора, теплицы, труб) лучше выбирать полуавтомат с раздельным корпусом источника питания и механизма подачи. Такая схема разрешает использовать оборудование стационарным образом, установив части друг на друга, а в случае необходимости взять катушку с проволокой и приводом (вес до 6 кг) и поднести ближе к месту сварки. Корпуса соединяются между собой токоведущим кабелем. Газ подсоединяется непосредственно ко второму блоку с горелкой. На корпусе предусмотрена ручка для переноса.
Толкающий механизм отдельно от корпуса источника питания.
Сложные узлы макраме: описание, обзор
Сложное макраме
Макраме является узелковой техникой и в ней есть не только простые, но и сложные элементы. Есть даже программы, которые преподаются опытными мастерами. В них есть практически все сложные элементы.
Если вы решили стать самоучкой и изучить все способы плетения узлов, то придется очень сильно постараться и потратить кучу времени.
Основные элементы, из которых складываются все остальные узлы мы уже рассмотрели выше. Их надо обязательно знать и уметь выполнять, потому что иначе работать будет невозможно.
Есть три очень популярных сложных узла:
Горошинка, похожая по виду на бочонок или колечко
Обычно такие узлы используют в новогодних игрушках и панно:
- Для начала вяжется 5 квадратных узлов
- Дальше нити по центру продеваются в первый узел
- Дальше нить вытягивается и первый с последним узлом соединяются
Переплетенный ажурный узел
Отдельные элементы данного узла складываются в круг, а внутри получается ромб:
- Прикрепите на основу шесть сложенных ниток
- Про себя запомните очередность нитей
- Возьмите нитку слева и разместите ее на 2 и 3, а потом уже протяните по последней
- Четвертую нитку пропустите под третью и разместите на первой
- Далее ее нужно провести под второй и опять привести обратно
Узел шишечка
Такой узел выглядит интересно за счет объема. Плетется он из столбика в три «горошины».
Мы рассказали только о некоторых возможных сложных узлах
Чтобы научиться профессиональному плетению, важно изучить много моментов, хотя бы круговое плетение, изменение длины рядов, а также оплетку, закрепление изделий и так далее
Лучшие профессиональные сварочные полуавтоматы
Особенностями таких моделей являются крупные габариты, высокая мощность (до 25 кВт) и сила тока от 300 А. Подобные показатели обеспечивают плавление и сварку металла толщиной 20 мм и более.
Профессиональные полуавтоматы способны работать продолжительное время с присадочной проволокой любой толщины.
Aurora PRO Ultimate 500 IGBT — интенсивная сварка на высокой мощности
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Модель отличается высоким уровнем комфорта при работе и большим количеством дополнительных возможностей. К ним относится 15-метровый кабель, расширяющий рабочую зону сварщика, а также гибкая в настройке панель управления.
Аппарат обладает регулируемой функцией заварки кратера, продуванием газа, четырехтактным режимом работ горелки и переключателем полярности. От перегрева его предохраняет надежная система воздушного охлаждения. Максимальная сила тока на устройстве – 500 А.
Достоинства:
- гибкость настройки;
- высокая мощность — 24,7 кВт;
- большой диаметр проволоки (1,6 мм);
- широкие возможности настройки.
Недостатки:
высокая цена.
Aurora PRO Ultimate 500 IGBT используется в промышленности для высокоточной сварки металла толщиной до 8 мм. Мощность и производительность прибора позволяют работать практически без перерывов на протяжении длительного времени.
Кедр MIG-350GF — многофункциональный полуавтомат по доступной цене
4.8
★★★★★
оценка редакции
89%
покупателей рекомендуют этот товар
Модель отличается простотой конструкции и универсальностью применения. Благодаря отдельному устройству подачи проволоки сварку можно производить как на стационарном рабочем месте, так и на некотором расстоянии от прибора. Это существенно облегчает перемещение сварщика во время работы.
К дополнительным возможностям аппарата относится плавный запуск, заварка сварочного кратера, переключение режимов 2Т/4Т.
Максимальный диаметр проволоки составляет 1,2 мм, что позволяет обрабатывать металл толщиной до 4 сантиметров.
Достоинства:
- надежность;
- модульная конструкция;
- фиксация кнопки запуска горелки;
- высокая мощность;
- низкая цена.
Недостатки:
короткий кабель.
Кедр MIG-350GF подойдет для высококачественной сварки различных металлов. Низкая цена и высокая производительность делают прибор доступным как профессионалу, так и домашнему мастеру.
Telwin MasterMIG 300 — профессиональное качество
4.7
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Модель предназначена исключительно для полуавтоматической сварки. Она неприхотлива в обслуживании и ремонте, проста в эксплуатации. Надежность прибора обеспечивается термостатической защитой и функцией автовыключения.
Максимальный сварочный ток 300 Вт, диаметр проволоки — 1,2 мм. Инструмент способен на интенсивную сварку металлических заготовок толщиной до 4 мм.
Гибкость настройки и четырехроликовый подающий механизм обеспечивают комфорт при работе с различными металлами.
Достоинства:
- прочность конструкции;
- простота обслуживания;
- высокая производительность;
- мощный двигатель.
Недостатки:
- высокая цена;
- большой вес.
Telwin MasterMIG 300 применяется для профессиональной сварки стали и алюминия. Высокая производительность и мощность прибора позволяют использовать его в промышленных масштабах.
Форсаж 502 — самый удобный в управлении
4.7
★★★★★
оценка редакции
84%
покупателей рекомендуют этот товар
Особенностями этой модели являются цифровая индикация настройки выходного тока и напряжения, а также автоматическое переключение режимов работы. Надежность и бесперебойность сварки обеспечивает защита от перегрева и перегрузки.
Показатели тока и напряжения на «Форсаже» могут регулироваться дистанционно. Устройство обладает функцией автоматического запоминания параметров сварки и может работать от передвижных электростанций.
Достоинства:
- информативный дисплей;
- дистанционное регулирование показателей;
- бесперебойность работы;
- высокая мощность.
Недостатки:
сложность обслуживания.
Форсаж 502 применяется как для полуавтоматической, так и для ручной электродуговой сварки. Функциональность модели позволяет практически автоматизировать весь сварочный процесс.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Виды биотуалетов для дома
Разновидности проволоки и выбор
В связи с распространением сварки полуавтоматом предприятия начали выпускать разные типы расходных материалов для нее. Правильный выбор проволоки повышает скорость и эффективность, обеспечивает безопасность работы. В ГОСТ 2246 прописаны основные требования к составу материала. Среди множества видов проволоки сварщики выбирают только некоторые марки. Остальные считаются узкоспециализированными.
| Марка стали | Тип проволоки |
| конструкционная, углеродистая, низколегированная | СВ-08, СВ-08Г2С, ER-70S-6 |
| 08Х12, 08Х17Т | СВ-12Х13, СВ-10Х17Т, СВ-08Х14ГНТ |
| 03Х18Н11, 08Х19Н10Т, 12Х18Н10Т | СВ-01Х19Н9, СВ-06Х19Н9Т |
Толщина металла и диаметр проволоки
Характеристики расходного материала зависят от габаритов соединяемых деталей. Производители предлагают проволоки диаметрами от 0,3 до 12 мм. Размер выбирают с учетом габаритов заготовок. Например при сваривании деталей толщиной 3-5 мм используют проволоку диаметром до 2 мм. Выбор материала определяется и силой тока. Для снижения стоимости работ в процессе сварки контролируют расход присадки. Он зависит от типа сплава, характеристик присадочного материала.
Устройство
По виду такой туалет напоминает обычный унитаз. Рядом находится ёмкость, где хранится торф. После того, как туалетом воспользуются, необходимо совком или лопаткой взять её немного и присыпать сверху. В некоторых моделях ёмкость расположена выше унитаза, а добавление торфа происходит с использованием дозатора.
Составляющие торфяного туалетаИсточник gentr.ru
Биологические отходы, попадающие в рабочую ёмкость, постепенно превращаются в компост.
При этом выделяется незначительное количество воды, которое отводится через шланг, установленный в нижней части устройства. Его длина не превышает полутора метров. Располагать необходимо с уклоном вниз. По нему жидкость может просто стекать в землю, а иногда для этого делают яму, имеющую глубину, длину и ширину равные 40 см. Дно и стенки рекомендуется проложить слоем спанбонда или геотекстиля, яму стоит заполнить каким-нибудь дренажным материалом (щебнем или мелкими камнями).
Из рабочего резервуара выходит вверх вентиляционная труба, предназначенная для отвода углекислого газа, который образуется во время химической реакции. Вентиляция должна быть выведена за пределы помещения. Чем меньше на трубе изгибов, тем эффективнее она будет работать.
Если установить торфяной туалет вне помещения, то шланг и отводная труба не понадобятся.
После каждого применения туалета, достаточно засыпать отходы торфомИсточник el.decorexpro.com
Когда накопится много отработанного торфа, следует произвести очистку. Для этого его переносят в компостные кучи, где он будет дозревать примерно в течение года. После этого компост можно использовать в качестве удобрения.
Виды сварочных полуавтоматов
Бытовые
Это простые модели с невысокой мощностью, которые имеют доступную стоимость и удобны для выполнения работ на даче или в гараже.
С их помощью можно сварить бак под воду или емкость для топлива, поставить латку на кузове автомобиля, изготовить самостоятельно калитку. Обычно такой аппарат есть у каждого авторитетного хозяина в селе или небольшом городе.
Достоинства:
- легко обслуживать и ремонтировать самому;
- простое устройство;
- пригодны для различных работ во дворе;
- подойдут для новичков;
- легкий вес;
- компактные размеры;
- КПД 30-50%.
Недостатки:
- малая мощность;
- невысокие показатели по максимальной силе тока;
- короткий кабель-канал.
Полупрофессиональные
Этот тип аппаратов имеет повышенную мощность, больший диапазон настроек и расширенные возможности по созданию металлоконструкций. Их используют для частным мастерских или СТО, где полуавтоматом работают по 4-6 часов каждый день.
Достоинства:
- высокое качество сборки;
- различная степень защиты;
- мощность от 5 до 7 кВт;
- различные возможности по входному напряжению;
- большие показатели максимальной силы тока;
- КПД 60-70%;
- длина кабеля 2-3 м.
Недостатки:
- более дорогие запчасти;
- большой вес;
- не всегда можно опустить силу тока до 10-20 А.
Профессиональные
Такие аппараты отличаются объемными корпусами и большой массой. Механизм подачи проволоки и кабель-канал у них рассчитаны на постановку различных диаметров, что позволяет сваривать как тонкие металлы кузовов машин и емкостей, так и толстую сталь фланцев и швеллеров. Их применяют на производствах от машиностроения до создания водоочистных систем.
Достоинства:
- высокая мощность;
- различная длина кабелей;
- максимальная настройка ампер до 500 А;
- хорошая степень защиты;
- есть модели с тележками;
- КПД 80-100%;
- холостой ход 50-80 В.
Недостатки:
- большая масса;
- часто запитка только от 380 В.
Чем отличаются сварочные полуавтоматы от других аппаратов
Схема сварочного аппарата с тиристорным управлением.
В отличие от ручных дуговых аппаратов в инверторных сварочных полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Как держать сварочную горелку

Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Дизайн в стиле Хай-тек в интерьере
Стиль хай-тек используют для оформления дизайна разных комнат в квартире. Каждая имеет свои нюансы и тонкости.
Кухня
Она имеет матовые или сияющие металлические поверхности. Стол, полки и фасад может быть изготовлен из ДСП, также используется эмаль или акрил для придания необходимого блеска. Удачно смотрится гарнитур из МДФ серого, стального, белого оттенков. Он долговечен, выглядит привлекательно, но стоит дороже.
На кухне практически полностью отсутствует фурнитура, она встраиваемая. Это одна из основных отличительных особенностей стиля хай-тек.
Эффектно на кухне будут смотреться часы в стиле металлик, они должны быть простыми и лаконичными. Также для кухни подбирается хромированный холодильник, вытяжка из стали, полки и стол из стекла, другие необычные предметы.
Гостиная
Комната в стиле хай-тек представлена практичной и функциональной мебелью. Прогресс и современные технологии должны проявляться в каждой детали.
Диван может состоять из нескольких блоков. Также дизайнеры используют модульную мебель. Это дает возможность создать необычные комбинации для гостиной небольших габаритов. Обивка для мебели в основном должна быть тканевой или из искусственной кожи. Прекрасно для украшения помещения в стиле хай-тек подойдет диван, который будет убираться в стену, трансформироваться в столик.
Стенка может быть корпусной, украшенной зеркальным шкафом-купе. Важен контраст в материалах и оттенках. Можно совмещать матовую и лаковую поверхности.
Необычно будет смотреться камин, который украшают вставки из металла или стали.
Картины, выполненные в современном техно-стиле хорошо спишутся в интерьер.
Стеклянный журнальный столик с прямыми углами дополнит образ.
Спальня
В спальне должно быть много свободного места, поэтому мебель расставляют таким образом, чтобы помещение выглядело просторно.
Шкафы и тумбочки с блестящими однотонными поверхностями сочетают в себе качество, удобство, функциональность.
Важным пунктом для спальни в стиле хай тек является встроенная мебель.
Гладкие геометрические линии.
Глянцевые фасады.
Пол оставляют пустым или кладут ковер с большим ворсом.
Ванная
Комната отличается строгостью и лаконичностью. В ванной, выполненной в стиле хай-тек, не должно быть ярких ковриков, ненужных аксессуаров, только необходимые предметы.
Обязательным элементом является разделение комнаты на функциональные зоны. Их очень просто выделить, используя светильники или цветовое оформление.
Относительно пола в стиле хай-тек рекомендовано использовать плитку. Она также может использоваться для зонирования пространства. Любопытная идея – наливные полы в идее плитки. Идеально будет смотреться ровная глянцевая либо матовая поверхность, это относится и к настенной плитке.
Основные цвета для плитки в ванной:
- черная;
- темно-зеленая;
- белая;
- серая;
- фиолетовая;
- стальная;
- коричневая;
- синяя.
Обязательно украсить комнату зеркалом, тумбой из стекла или стали, современной сантехникой, необычными, но строгими и лаконичными светильниками, многоуровневой системой освещения.
Детская комната подростка
Это помещение для молодых людей, стремящихся к новому и современному. Здесь будут использоваться только инновационные материалы, задействовано минимальное количество мебели, располагаться исключительно необходимые функциональные предметы.
Для оформления комнаты подростка в стиле хай-тек стоит предпочесть белые и синие цвета, все оттенки серого, тон мокрый песок, кремовый, темный бежевый и приглушенный зеленый.
Девочкам понравится современное оформление комнаты, украшенной фотографиями кумиров. Прекрасно будут смотреться расписанные стены, черно-белые постеры, картины в стиле художников-авангардистов, а также строгие небольшие статуэтки. Для хранения вещей подойдут ниши или напольные секции из стекла, пластика или других современных материалов.
Стильно смотрится подсветка на разных уровнях, светильники в нишах. Комната, выполненная в стиле минимализма и функциональности, понравится подросткам, ведущим активный образ жизни. Помещение светлое и просторное, его легко убирать, наводить порядок. Здесь уютно, комфортно и легко.
Длина выхода сварочной проволоки
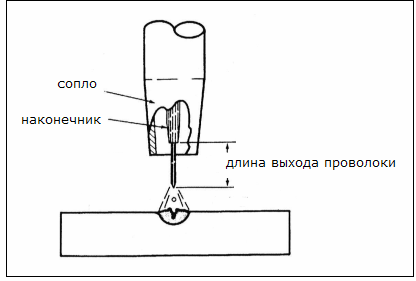
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
Wert MIG 200
Полуавтомат с двумя режимами работы MIG/MMA. Диапазон силы тока 30-200 А. Работает от одной фазы и выдает постоянный сварочный ток. ПВ составляет 60%. Диаметр плавящегося электрода может достигать 5 мм. В настройках есть регулировка силы тока, индуктивности и скорости подачи проволоки.
+Плюсы Wert MIG 200
- Евро разъем для быстрого отсоединения горелки.
- Индикация питания, перегрузок и температуры.
- Вес 10 кг удобен для транспортировки.
- При использовании переноски 10 м с сечением 1.5 мм проводка и розетка не греются.
- В комплекте поставляется проволока 1 кг 0.8 мм, щиток и молоточек, что разрешает сразу приступить к работе.
- Механизм подачи проволоки из металла — прочный и долговечный.
- Варит как штучными электродами, так и проволокой.
- Возможность смены полярности.
- Прочный хорошо подогнанный корпус без щелей и люфта.
-Минусы Wert MIG 200
- На шкале нет цифровых значений, все регулировки «на глаз».
- Боковая панель открывается вверх, а не в сторону, что затрудняет снятие и установку катушки.
- Кабель массы короткий, а зажим хлипкий — можно только проверить исправность аппарата или заварить что-то небольшое (в будущем обязательно заменить на более прочные).
- Маска, молоток-щетка похожи на игрушечные и подойдут только для разового применения.
- Функция регулировки индуктивности не более, чем маркетинговый ход — она есть, но на качество шва не влияет.
- Отсутствует дисплей.
- При ярком свете солнца плохо видно индикацию.
Вывод. Такой компактный инверторный полуавтомат с габаритами корпуса 450х240х360 мм и весом 10 кг удобен для ремонта в полевых условиях. Он легко будет варить сталь толщиной 2-3 мм с порошковой проволокой без баллона. Потребление 4.4 кВт разрешает работу от небольшого генератора. Напряжение на входе достаточно 143-253 В, чтобы аппарат полноценно варил.