Штангенциркуль
Содержание:
- Простота и надежность штангенциркуля
- МДФ + ламинат
- Принцип работы
- Как устроен штангенциркуль
- Интересно почитать
- Малоизвестные факты
- Правила пользования измерительным прибором
- Конспект на тему: Штангенинструменты. Общие сведения
- Технология
- § 17. Измерение размеров деталей с помощью штангенциркуля
- Полезное видео
- Использование плиты МДФ
- Виды пенофлекса
- Как пользоваться штангенциркулем
- Спиральный нониус
- Какие бывают штангенциркули, их устройство и фото
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
- Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
- Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Работа со шкалой
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.
При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.
МДФ + ламинат
Принцип работы
 На этом рисунке нониус (верхняя шкала) показывает 7 целых 6 десятых деления основной нижней шкалы. Целая часть обычно определяется по показаниям нулевого деления нониуса, а дробная часть определяется по номеру того деления нониуса, которое точно совпадает с делением основной шкалы (обведено красным пунктиром).
На этом рисунке нониус (верхняя шкала) показывает 7 целых 6 десятых деления основной нижней шкалы. Целая часть обычно определяется по показаниям нулевого деления нониуса, а дробная часть определяется по номеру того деления нониуса, которое точно совпадает с делением основной шкалы (обведено красным пунктиром).
Принцип работы шкалы основан на том факте, что человек гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими.
Шкала-нониус имеет деления, расстояние между которыми на определенную величину меньше, чем между делениями основной шкалы. Одно деление нониуса может соответствовать как одному делению основной шкалы, так и нескольким. В последнем случае разность длин пропорционально увеличивается. Цену деления нониуса Fnon можно определить по формуле:
- Fnon=(Lmain−Lnonn)⋅Fmain{\displaystyle F_{non}={\biggl (}L_{main}-{\frac {L_{non}}{n}}{\biggr )}\cdot F_{main}},
где
- Lmain, Lnon — длина деления соответственно основной шкалы и нониуса;
- n — количество всех полных делений основной шкалы и одного неполного, которые соответствуют одному делению нониуса;
- Fmain — цена деления основной шкалы.
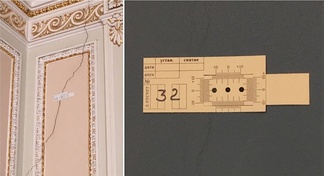
Механические датчики перемещений с нониусными шкалами на трещинах на стенах здания (Дворец Юсуповых на Мойке, Санкт-Петербург).
При выполнении измерений по положению нулевой отметки нониуса определяют целое количество делений основной шкалы Nmain, а по наилучшему совпадению отметок нониуса с отметками основной шкалы — количество делений нониуса Nnon. Значение V измеряемой величины определяется как сумма произведения количества делений основной шкалы на цену её деления и соответствующего произведения для нониуса по формуле:
- V=Nmain⋅Fmain+Nnon⋅Fnon{\displaystyle V=N_{main}\cdot F_{main}+N_{non}\cdot F_{non}}.
Принцип нониуса впервые был изобретён Абу Али ибн Синой.
«В «Книге о способе, предпочитаемом другим способам при конструировании наблюдательного инструмента» (Макала фи-т-тарик ал-лази асараху ‘ала саир ат-турук фи иттихаз ал-ала ар-расадиййа), изданной с немецким переводом Э. Видеманом и Т. В. Йёйнболлом [Wiedemann E., Juynboll Th. W. Avicennas Schrift über ein von ihm ersonnenes Beobachtungsinstrument. – Acta Orientalia, 1927, Bd. 5, S. 81–167], Ибн Сина описал изобретенный им наблюдательный инструмент, который по его мнению, должен был заменить астролябию; интересно, что в этом инструменте для уточнения измерений впервые применялся принцип нониуса» (Розенфельд, с. 80–81). Название «нониус» это приспособление получило в честь португальского математика П. Нуниша (1502—1578), который изобрёл прибор другой конструкции (англ.), использующий тот же принцип. Современная конструкция шкалы была предложена в 1631 году французским математиком Пьером Вернье, в честь которого её называют также «вернье́р».
Как устроен штангенциркуль
Основной узел – это линейка, она же является штангой. Отсюда и название. Деления штанги зачастую равны одному миллиметру. Длина линейки может быть от 150 миллиметров и выше. Линейка определяет тот максимум, который можно измерить инструментом. В данном случае максимальный размер – не выше, чем 150 миллиметров.
На конце штанги установлены губки. Они состоят из двух частей. Вторая часть губок установлена на подвижной рамке. Эта подвижная рамка перемещается по штанге. Таким образом можно измерить размер детали.
Существуют как внешние губки, так и внутренние. Они отличаются друг от друга направлением резцов. Первые смотрят наружу, а вторые — друг на друга. Так, наружными губками можно измерить внутренний диаметр, а вторыми измеряются наружные размеры предмета. Для точной фиксации размера устройство штангенциркуля предусматривает специальный винт, который находится на подвижной рамке.
На поверхности основной линейки можно увидеть целое значение измеряемого размера. Для уточнения результата предусмотрена дополнительная нониусная шкала. Она находится на нижней части подвижной рамки. На ней есть десять делений – каждое из них равно 0,1 мм. Существуют модели, где можно получить и более высокую точность. Для измерения глубин в устройстве инструмента имеется специальный хвостик-глубиномер. Он выдвигается из штанги.
Интересно почитать
Малоизвестные факты
Интересные факты о штангенциркуле уже описаны ранее, но мы рассмотрим еще несколько:
- Если говорить проще, что это устройство нужно не только для измерения миллиметров, но даже десятых миллиметров, а иногда и сотых. Как минимум, для большинства людей это открытие, что для измерений до миллиметров применяется линейка, а штангенциркуль куда точнее.
- По типу снятие показаний с приборы штангенциркули разделяют на три группы. В первой нониусные, это те, что привычны для нашего глаза. Циферблатные – на таких приборах показания выдает механический циферблат, прям как на часах, а цифровые являются самыми удобными, имеют индикацию, и с таким прибором вы точно не ошибетесь.
- Есть даже большое семейство «штангенинструмент», и в него помимо привычного нам штангенциркуля входит штангенреймас (имеет основание, причем нижняя поверхность рабочая, и соответствует нулевому отсчету по шкале, применяется для того, чтобы измерять высоту и разметку изделий, которые стоят на плите. Также есть штангенглубиномер, который нужен для измерения глубины пазов и отверстий, и штангензубомер, который нужен для измерения толщины зубчиков.
Правила пользования измерительным прибором
Прежде чем приступить к измерениям, новый инструмент следует очистить на рабочих поверхностях и проверить его точность. Для этого надо совместить основные губки. При этом должны совпасть начальные отметки двух шкал: неподвижной рабочей, с миллиметровыми делениями и подвижной нониусной.
Инструкция определения наружных размеров :
Схема измерения детали при помощи штангенциркуля.
- Взять инструмент в правую руку, а деталь – в левую.
- Раздвинуть наружные губки и плотно зажать деталь между ними. Для этого рамку перемещают большим пальцем до нужного раздвижения губок.
- Когда раздвижные части инструмента плотно соприкоснулись с крайними точками измеряемой детали, то данное положение необходимо зафиксировать крепежным винтом.
- Прежде, чем снять результаты показаний, необходимо убедиться в отсутствии перекосов.
- Деталь откладывают в сторону и приступают к считыванию результатов.
Измерения внутренних размеров:
- Сомкнуть внутренние раздвижные части инструмента и поместить в измеряемую полость.
- Развести губки до тех пор, пока они своими наружными краями не коснутся с крайними точками внутренней поверхности детали.
- Данное положение штангенциркуля фиксируют винтом.
- Убирают деталь в сторону и приступают к считыванию результатов.
Чтобы определить глубину отверстия, надо опустить глубиномер в полость отверстия. Наружные губки раздвигают до тех пор, пока глубиномер не упрется в дно поверхности. Это положение фиксируют винтом и приступают к снятию результатов.
Чтобы правильно снять показания, штангенциркуль следует держать прямо перед глазами. Если смотреть на шкалу сбоку, то это приведет к погрешности измерений.
Конспект на тему: Штангенинструменты. Общие сведения
Технология
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
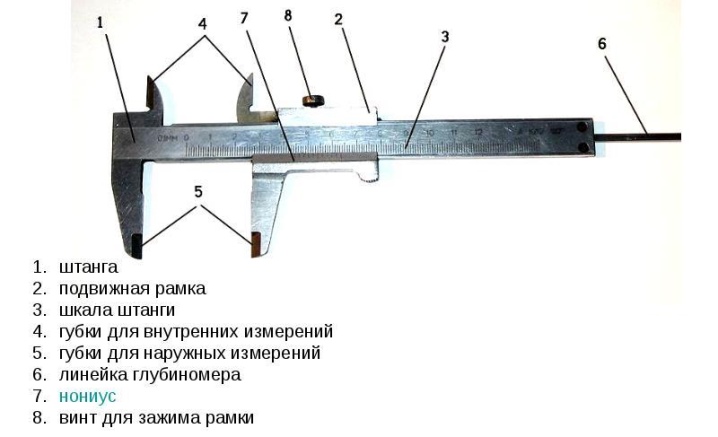
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
-
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
-
Из каких основных частей состоит штангенциркуль?
-
Сколько измерительных шкал имеет штангенциркуль?
-
Какие измерения можно выполнять с помощью штангенциркуля?
-
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Полезное видео
Использование плиты МДФ
Виды пенофлекса
Всего существует 5 видов теплоизоляционного материала Пеноплекс. Виды Пеноплекса:
- «Фундамент-35». Данное изделие не обладает в своем составе антипиреновыми добавками. Сферой применения данной разновидности является подвалы, цокольные помещения, основания сооружений (фундамент). Аналогичный материал – Пеноплэкс ГЕО.
- «Стена-31». Область использования той марки – это внешние поверхности подвальных стен, цокольных помещений, кровель, которые обладают скатной конструкцией.
- «Кровля-35» — марка, которая подходит для утепления кровель, обладающих абсолютно любой конструкцией. Благодаря особенной фаске по краям можно без проблем проводить их точное соединение.
- Пеноплекс марки «Комфорт-31». Сфера использования – стены, цокольные помещения, кровли, которые обладают скатной конструкцией.
Существует еще одна марка – «Пеноплекс-45». Она используется в местах, где будет подвергаться повышенным механическим нагрузкам. Такими местами могут быть асфальтированное покрытие, промышленные объекты и так далее.
Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).
На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).
При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.
Цифровой при таком же измерении дал диаметр 5,3 мм.
При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.
При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.
Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.
При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия
Спиральный нониус
Спиральный нониус имеет подвижную и неподвижную окулярные сетки ( фиг. На неподвижной сетке нанесены: указатель 1, две параллельные риски 2 и шкала J с ценой деления is — 0 1 мм.
Спиральные нониусы используются во многих приборах, например: длиномерах, компараторах, измерительных микроскопах, измерительных машинах.
Спиральный нониус ( рис. 6.11 6) состоит из окуляра О К и двух стеклянных пластинок, установленных одна над другой. На неподвижной пластинке 1 нанесена шкала 2, имеющая десять штрихов с ценой деления 0 1 мм, расположенная в поле зрения окуляра. На пластинке 5 нанесена двумя эквидистантными линиями спираль Архимеда 3 и круговая шкала 4, разделенная на 100 делений. Одному обороту пластинки 5 ( см. рис. 6.11 6), т.е. 100 делениям ее круговой шкалы, соответствует поступательное перемещение точки спирали вдоль радиальной прямой, равное одному шагу спирали.
Спиральный нониус ( рис. 46, б) состоит из окуляра и двух пластинок, установленных одна над другой. На неподвижной пластинке / нанесена шкала 2, состоящая из десяти штрихов с ценой деления 0 1 мм; эта шкала расположена полностью в поле зрения окуляра. На пластинке 3 нанесена двумя эквидистантными линиями спираль Архимеда 4 и круговая шкала 5, разделенная на 100 делений.
|
Схема спирального нониуса. |
Описание спирального нониуса и пример заимствованы с переработкой — ИЗ СЩ.
Одна пластинка спирального нониуса ( рис. 293) подвижна, а другая — неподвижна. На неподвижной пластинке нанесены указатель 6, две параллельные риски 2 и шкала 3 с ценой деления 0 1 мм.
Отсчет по спиральному нониусу равен
|
Схема спирального нониуса. |
Микроскопы со спиральными нониусами или другими устройствами для отсчета по стеклянным шкалам применяют во многих оптико-механических приборах: длиномерах, измерительных машинах, в различных типах измерительных микроскопов и многих других приборах.
Шкалы окулярного микрометра со спиральным нониусом: a неподвижная.
Как устроен микроскоп со спиральным нониусом.
Обрамляя это деление двойной линией спирального нониуса, наблюдатель определяет угловое несовпадение деления с оптической осью микроскопа. Таким образом, определяется точно угловое положение лимба ( и, следовательно, управляемого органа) относительно оптической оси микроскопа. Этот способ вполне удовлетворителен по точности и имеет большой диапазон измерения, но конструктивно трудно увязывается в схему контрольно-сборочного стенда.
Рассмотрим более подробно устройства отсчетного микроскопа со спиральным нониусом. Стеклянная шкала /, расположенная в предметной плоскости микроскопа, освещается с помощью осветителя, состоящего из лампы 7 и. В этой же плоскости расположены стеклянные пластинки 4 и 3 со спиральным нониусом.
Для того чтобы прочесть отсчет, надо поворачивать спиральный нониус, вращая маховичок ( см. рис. 174), до тех пор, пока бнссектор архимедовых спиралей займет симметричное положение относительно изображения штриха лимба. Одновременно будет поворачиваться и круговая шкала, видимая внизу поля зрения. На шкале нанесены 100 делений с цифрами около каждого десятого, соответствующего единицам минут. За один оборот шкалы виток спирали переместится на один шаг, равный интервалу прямолинейной шкалы.
Какие бывают штангенциркули, их устройство и фото
Прежде всего, нужно сказать, что еще с советских времен существует классификация штангенциркулей, насчитывающая 10 основных наименований, не считая специальных инструментов, о которых мы вспомним ниже. Конечно, нет смысла все их перечислять (кто захочет, найдет эту информацию в интернете). Мы рассмотрим только основные варианты исполнения этого инструмента.
На этой фото и фото современного штангеля, размещенных выше, изображен ШЦ-І, инструмент с двусторонними губками, одними – для измерения наружных размеров (5), вторыми – для внутренних (4), имеющий дополнительную штангу глубиномера (6), расположенную в пазу основной штанги.
По штанге (1) с основной шкалой измерений (3) передвигается подвижная рамка (2) со шкалой нониуса (7). Рамка фиксируется прижимным винтом (8).
Из всей номенклатурной линейки штангенциркулей нам еще будет интересен разметочный штангель ШЦР и ШЦТ-І, имеющий твердосплавные напайки концов губок – для разметки деталей из твердых металлов.
Изменения касаются больше частностей исполнения штангенциркулей. Они могут несколько отличаться друг от друга конструктивно (односторонние и двухсторонние губки, наличие или отсутствие рамки микрометрической подачи (8), исполнением из различных материалов т.п.)
Shtangentsirkul-6
Shtangentsirkul-7
Shtangentsirkul-8
И все же для рядового пользователя принципиальными будут отличия инструментов с обозначениями ШЦК – с круговой измерительной шкалой и ШЦЦ – с цифровой электронной шкалой.