Характеристики и особенности конической резьбы
Содержание:
- Содержание
- Реальные истории изучения CW
- Резьба трубная цилиндрическая G / BSPP
- Способы нарезки
- Принципы нарезки
- Особые методики нарезки
- Резьба NPSM (national pipe straight — mechanical)
- Фото самодельных поделок из ракушек
- Трубная цилиндрическая резьба
- Классификация и определение резьбы
- Лучшие покупные крысоловки
- Трубные резьбы: таблица
- Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
- Сообщить об опечатке
- Особенности и отличия американской резьбы
- Интересное QSO в телеграфе.
- Состав
- Местный радиолюбительский Telegram
- Особенности конусной резьбы
- SMD резисторы — маркировка номинальных значений SMD резисторов
- Обозначение резьбы трубной конической на чертеже гост
Содержание
Реальные истории изучения CW
Когда больше года назад я взялся за азбуку Морзе, то не смог найти в сети каких-то современных мне историй от учащих/выучивших телеграф. Временами казалось, что я вообще единственный русскоязычный кто этим всем занимается.
Но как выяснилось недавно абсолютно случайно, еще несколько коллег радиолюбителей мало того, что осваивали телеграф практически одновременно со мной, так еще и описали весь процесс подробно в своих блогах/на сайтах. На самом деле действительно удивительно, что в большинстве случаев мы сталкивались практически с одними и теми же проблемами и приходили к очень похожим выводам, методикам и решениям.
Если бы я в свое время прочитал эти истории, то сэкономил бы приличное количество времени, например, не тратя его впустую на не сработавшие ни у кого, но при этом почему-то широко рекомендуемые, методики — вроде прослушивание морзянки в плеерах/машинах «между делом» при неосвоенном до конца алфавите и т.п. Ну, и конечно это сильнейшая дополнительная мотивация, когда кто-то учит «вместе» с тобой и постепенно прогрессирует — никак не хочется отстать
http://r0ccs.ru/ — совершенно фантастическая по детализации история от R0CCS. Очень много полезной информации именно по https://lcwo.net/
Резьба трубная цилиндрическая G / BSPP
Трубная цилиндрическая резьба применяется в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой, нормируемой ГОСТ 6211-81 «Основные нормы взаимозаменяемости. Резьба трубная коническая». Основана на резьбе BSW (англ. British Standard Whitworth — резьбы Витворта) и совместима с резьбой BSP (англ. British Standard Pipe thread). Обозначается как BSPP (англ. British Standard Pipe Parallel thread).
На резьбу распространяются стандарты:
- ГОСТ 6357-81 «Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая»;
- ISO R228;
- EN 10226;
- DIN 259;
- BS 2779;
- JIS B 0202.
Параметры резьбы
Дюймовая резьба с углом профиля при вершине 55°, теоретическая высота профиля Н = 0,960491Р.
Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются.
Условное обозначение согласно ГОСТ 6357-81: буква G, числовое значение условного прохода трубы в дюймах, класс точности среднего диаметра (А, В) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8″, класс точности А — обозначается как: G 1 1/8-A.
По ГОСТ 6357-81 имеется четыре значения шага резьбы:
| Шаг резьбы Р, мм | Число ниток на дюйм |
|---|---|
| 0.907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | |||
|---|---|---|---|---|---|
| Ряд 1 | Ряд 2 | d=D | d2=D2 | d1=D1 | |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | ||
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8″ | 22,911 | 21,749 | 20,587 | ||
| 3/4″ | 26,441 | 25,279 | 24,117 | ||
| 7/8″ | 30,201 | 29,0З9 | 27,877 | ||
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛″ | 37,897 | 36,418 | 34,939 | ||
| 1¼″ | 41,910 | 40,431 | 38,952 | ||
| 1⅜″ | 44,323 | 42,844 | 41,365 | ||
| 1½″ | 47,803 | 46,324 | 44,845 | ||
| 1¾″ | 53,746 | 52,267 | 50,788 | ||
| 2″ | 59,614 | 58,135 | 56,656 | ||
| 2¼″ | 65,710 | 64,231 | |||
| 2½″ | 75,184 | 73,705 | 72,226 | ||
| 2¾″ | 81,534 | 80,055 | 78,576 | ||
| 3″ | 87,884 | 86,405 | 84,926 | ||
| 3¼″ | 93,980 | 92,501 | 91,022 | ||
| 3½″ | 100,330 | 98,851 | 97,372 | ||
| 3¾″ | 106,680 | 105,201 | 103,722 | ||
| 4″ | 113,030 | 111,551 | 110,072 | ||
| 4½″ | 125,730 | 124,251 | 122,772 | ||
| 5″ | 138,430 | 136,951 | 135,472 | ||
| 5½″ | 151,130 | 148,651 | 148,172 | ||
| 6″ | 163,830 | 162,351 | 160,872 | ||
| d — наружный диаметр наружной резьбы (трубы); D — наружный диаметр внутренней резьбы (муфты); D1 — внутренний диаметр внутренней резьбы; d1 — внутренний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d2 — средний диаметр наружной резьбы. При выборе размера трубной резьбы первый ряд следует предпочитать второму. |
Обозначение размера резьбы соответствует внутреннему диаметру трубы по одному из стандартов (Условный проход).
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
Особые методики нарезки
Резьба трубного цилиндрического типа, которую относят к дюймовому характеру (как внутренняя, так и наружная), может быть нарезана как механическим, так и ручным способом.
Процесс нарезания резьбы с помощью ручного инструмента, в качестве которого стоит применять метчик (для внутренней) либо плашки (для наружной), используется сразу в несколько шагов.
- Обрабатываемую трубку нужно зажать в тисках, а применяемый инструмент стоит фиксировать в воротке (метчик) либо плашкодержателе (плашка).
- Плашку стоит надеть на один конец трубы, а метчик вдеть во внутреннюю часть.
- Применяемый инструмент вворачивается в трубу либо навинчивается на неё одним концом при помощи специального вращения воротка либо плашкодержателя.
- Чтобы результат работы получился наиболее чистым и качественным, стоит провести процедуру нарезания в несколько частей.
Резьба NPSM (national pipe straight — mechanical)
Известна как «американская трубная резьба», так как соответствует американскому стандарту NSI/ASME B1.20.1. С использованием данного типа резьбы можно соединять трубы до 24 дюймов.
Параметры резьбы: профиль в форме равнобедренного треугольника с углом при вершине 60 градусов, теоретическая высота профиля (Н) — 0,866025Р.
Обозначение размера резьбы NP, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы, мм:
|
Обозначение размера резьбы |
Число ниток на дюйм |
Длина резьбы |
Диаметр резьбы в основной плоскости |
|||
|
Рабочая |
От торца трубы до основной плоскости |
Наружный d=D |
Средний d2=D2 |
Внутренний d1=D1 |
||
|
1/16″ |
27 |
6,5 |
4,064 |
7,895 |
7,142 |
6,389 |
|
1/8″ |
7,0 |
4,572 |
10,272 |
9,519 |
8,766 |
|
|
1/8″ |
18 |
9,5 |
5,080 |
13,572 |
12,443 |
11,314 |
|
3/8″ |
10,5 |
6,096 |
17,055 |
15,926 |
14,797 |
|
|
1/2″ |
14 |
13,5 |
8,128 |
21,223 |
19,772 |
18,321 |
|
3/4″ |
14,0 |
8,611 |
26,568 |
25,117 |
23,666 |
|
|
1″ |
11½ |
17,5 |
10,160 |
33,228 |
31,461 |
29,694 |
|
1.1/4″ |
18,0 |
10,668 |
41,985 |
40,218 |
38,451 |
|
|
1.1/2″ |
18,5 |
10,668 |
48,054 |
46,287 |
44,520 |
|
|
2″ |
19,0 |
11,074 |
60,092 |
58,325 |
56,558 |
|
|
2.1/2″ |
8 |
72,699 |
||||
|
3″ |
88,608 |
|||||
|
3.1/2″ |
101,316 |
|||||
|
4″ |
113,973 |
|||||
|
5″ |
141,300 |
|||||
|
6″ |
168,275 |
|||||
|
8″ |
219,075 |
|||||
|
10″ |
273,050 |
|||||
|
12″ |
323,850 |
Фото самодельных поделок из ракушек
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Классификация и определение резьбы
Резьба – один или несколько равномерно расположенных выступов, имеющих постоянную величину сечения, нанесенных на боковой поверхности цилиндра или конуса. Резьба используется в машинах, различных механизмах, инженерных конструкциях для соединения, уплотнения или заданного перемещения элементов конструкции.
Существует множество классификаций резьбы, которые отличаются по конструкционным и эксплуатационным признакам. Применительно к конструкции можно выделить различные типы резьбы в зависимости от формы поверхности (цилиндрическая, коническая), расположения на детали (наружная, внутренняя), форме профиля (треугольная, круглая, ленточная, трапецеидальная, прямоугольная, упорная), числу заходов (с одним или несколькими заходами), по направлению (правая и левая), в зависимости от использования единиц измерения (метрическая, дюймовая). Также различают резьбу общего назначения и специальную резьбу (для деталей определенного типа).
Лучшие покупные крысоловки
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
|
Резьба, дюймов |
Размеры, мм |
Число ниток |
||||||
|
диаметр |
шаг резьбы |
высота профиля |
радиус |
на дюйм |
на 127 мм |
|||
| наружный | внутренний | средний | ||||||
|
1/8 |
9,729 |
8,567 |
9,148 |
0,907 |
0,581 |
0,125 |
28 |
140 |
|
1/4 |
13,158 |
11,446 |
12,302 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
3/8 |
16,663 |
14,951 |
15,807 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
1/2 |
20,956 |
18,632 |
19,794 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
5/8 |
22,912 |
20,588 |
21,750 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
3/4 |
26,442 |
24,119 |
25,281 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
7/8 |
30,202 |
27,878 |
29,040 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
1 |
33,250 |
30,293 |
31,771 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/8 |
37,898 |
34,941 |
36,420 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/4 |
41,912 |
38,954 |
40,433 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/8 |
44,325 |
41,367 |
42,846 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/2 |
47,805 |
44,817 |
46,326 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/4 |
53,748 |
50,791 |
52,270 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 |
59,616 |
56,659 |
58,137 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/4 |
65,712 |
62,755 |
64,234 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/2 |
75,187 |
72,230 |
73,708 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 3/4 |
81,537 |
78,580 |
80,058 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 |
87,887 |
84,930 |
86,409 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/4 |
93,984 |
91,026 |
92,505 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/2 |
100,334 |
97,376 |
98,855 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 3/4 |
106,684 |
103,727 |
105,205 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 |
113,034 |
110,077 |
111,556 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 1/2 |
125,735 |
122,777 |
124,256 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 |
138,435 |
135,478 |
136,957 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 1/2 |
151,136 |
148,178 |
149,657 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
6 |
163,836 |
160,879 |
162,357 |
2,309 |
1,479 |
0,317 |
11 |
55 |
Резьбовое соединение труб
Как видите, в качестве способа соединения труб широко применяется резьба трубная: таблица таких резьб, которая включена в данную статью, обязательно вам пригодится, если вы займетесь самостоятельными сантехническими работами. И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
Сообщить об опечатке
Особенности и отличия американской резьбы
Самая популярная резьба на территории США и Канады – дюймовая цилиндрическая резьба UNF/UTS (Unified Thread Standard). Ее еще называют американской резьбой. Ее угол при вершине 60˚ и высота профиля полностью соответствуют метрической резьбе, но все размеры резьбы основаны на дюймовой системе измерения. Они указаны в долях дюйма.
Исходя из шага американская дюймовая резьба бывает нескольких видов:
- с крупным шагом UNC (Unified Coarse);
- с мелким шагом UNF (Unified Fine);
- мелкая резьба для специальных областей применения UNEF (Unified Extra Fine);
- специализированная дюймовая цилиндрическая резьба UNS (Unified Special), которая является одним из типов резьбы UTS (Unified Thread Standard).
Интересное QSO в телеграфе.
Всегда, когда выдается такая возможность, стараюсь работать в телеграфе на общий вызов. Совмещаю, так сказать, приятное с полезным. В этот раз, несмотря на то, что меня просто достала какая-то сильная спорадическая помеха прилетающая из эфира (похожая на работающий радар), удалось провести очень интересное QSO.
На мой общий вызов на 20м подошел RA3AL/M, который работал из машины на скорости 70 км/ч, причем на ключе!!! Геннадий сделал запись нашего QSO и я впервые наверное услышал свой телеграф «с той стороны».
RA3AL/M QTJ 70км/ч — R1BET
Не с первого раза я «схватил» позывной между пиками помехи, но QSO состоялось. По настоящему мобильный шек RA3AL/M выглядит тоже довольно необычно:
Вообще конечно, для меня, с трудом работающего на ключе за своим столом в шеке, работа на ходу из машины, за рулем которой ты находишься, кажется какой-то абсолютной магией. Позволю себе вольно процитировать Геннадия:
Состав
Внешняя филогения R1b
Более широкая гаплогруппа R (M207) является первичным субкладом гаплогруппы P1 (M45), которая сама является первичной ветвью P (P295), которая также известна как гаплогруппа K2b2. Таким образом, R-M207 является вторичной ветвью K2b ( P331 ) и прямым потомком K2 (M526).
По словам Карафета и др., Произошла «начальная быстрая диверсификация» K-M526 . (2014), которые «скорее всего произошли в Юго-Восточной Азии с последующим расширением на запад предков гаплогрупп R и Q ».
- Филогения в K2b
-
P P295 / PF5866 / S8 (также известный как K2b2 ).
-
P1 M45 (он же K2b2a )
- Q M242 ( K2b2a1 )
-
R M207 ( K2b2a2 )
-
R1 (M173)
- R1a (M420)
- R1b (M343)
-
R1 (M173)
-
P1 M45 (он же K2b2a )
Внутренняя структура R1b
Такие имена, как R1b, R1b1 и т. Д., Являются филогенетическими (то есть «семейным древом») именами, которые четко указывают их место в ветвлении гаплогрупп или филогенетическом дереве. Альтернативный способ наименования одних и тех же гаплогрупп и субкладов относится к их определяющим мутациям SNP : например, R-M343 эквивалентен R1b. Филогенетические имена меняются с новыми открытиями, и имена на основе SNP, следовательно, переклассифицируются в филогенетическом дереве. В некоторых случаях SNP оказывается ненадежным в качестве определяющей мутации, и имя на основе SNP полностью удаляется. Например, до 2005 года R1b был синонимом R-P25, который позже был переклассифицирован как R1b1; в 2016 году R-P25 был полностью удален как определяющий SNP из-за значительной скорости обратной мутации. (Ниже приведена основная схема R1b в соответствии с деревом ISOGG на 30 января 2017 г.)
|
Местный радиолюбительский Telegram
Воспользуюсь возможностью и проанонсирую наши местные радиолюбительские ресурсы в Telegram. На них оперативно публикуется и обсуждается различная полезная информация: как официальные новости от АЛРС (ассоциации региональных отделений СРР по Санкт-Петербургу и Ленинградской области) , так и все прочее, что касается местной радиолюбительской жизни.
Исключительно для публикации оперативных новостей и анонсов используется канал https://teleg.run/hamspb
Для общения и обсуждения различных местных радиолюбительских вопросов существует группа со свободным доступом https://teleg.run/ham_spb_lo
Единственная просьба придерживаться обсуждения в группе только легальной работы на радиолюбительских диапазонах.
Особенности конусной резьбы
В процессе эксплуатации выявлено, что резьба npt, показывающая надежность при высоком статическом давлении, при динамической нагрузке ненадежна, так как оставляет спиральный путь для протечек. Компания Parker использует в гидравлике эластомерные уплотнители.
Коническая резьбовое сочленение коммуникаций по британскому стандарту отличается треугольным профилем со скругленными зубцами и впадинами. Такая конфигурация позволяет уплотнять соединение герметизирующим раствором и лентой-уплотнителем. Винтовая нарезка под 60 град обеспечивает герметичность соединения, но делая его неразъемным.
SMD резисторы — маркировка номинальных значений SMD резисторов
SMD резисторы — маркировка чип-резисторов
SMD резисторы – маркировка которых интересует многих радиолюбителей. Данные резисторы изготавливаются в миниатюрных корпусах, сделанных как правило из керамики и предназначенные для поверхностного монтажа. Этот элемент является самым распространенным компонентом в современных радиоэлектронных схемах.
Различные компании, производящие SMD резисторы, делают много всевозможных модификаций своей продукции, кодовые обозначения, которых имеют отличие от других. В связи с этим, электронщикам, которым приходится часто выполнять ремонт электронной техники или заниматься сборкой печатных плат, нужно четко знать кодовые обозначения резисторов.
Предназначение чип-резисторов
Основная функция резисторов в схеме — это токоограничение в конкретной части электрического тракта. Один из ближайших примеров, которым можно показать резистор в действии — это включение сопротивления в питающую цепь LED-диодов либо в эмиттерную цепь биполярного транзистора установленного в усиливающем каскаде. Приведенная ниже таблица окажет вам существенную помощь в расшифровке кодовых обозначений.
Таблица расшифровки номинальных значений SMD резисторов
| Код smd | Значение | Код smd | Значение | Код smd | Значение | Код smd | Значение |
| R10 | 0.1 Ом | 1R0 | 1 Ом | 100 | 10 Ом | 101 | 100 Ом |
| R11 | 0.11 Ом | 1R1 | 1.1 Ом | 110 | 11 Ом | 111 | 110 Ом |
| R12 | 0.12 Ом | 1R2 | 1.2 Ом | 120 | 12 Ом | 121 | 120 Ом |
| R13 | 0.13 Ом | 1R3 | 1.3 Ом | 130 | 13 Ом | 131 | 130 Ом |
| R15 | 0.15 Ом | 1R5 | 1.5 Ом | 150 | 15 Ом | 151 | 150 Ом |
| R16 | 0.16 Ом | 1R6 | 1.6 Ом | 160 | 16 Ом | 161 | 160 Ом |
| R18 | 0.18 Ом | 1R8 | 1.8 Ом | 180 | 18 Ом | 181 | 180 Ом |
| R20 | 0.2 Ом | 2R0 | 2 Ом | 200 | 20 Ом | 201 | 200 Ом |
| R22 | 0.22 Ом | 2R2 | 2.2 Ом | 220 | 22 Ом | 221 | 220 Ом |
| R24 | 0.24 Ом | 2R4 | 2.4 Ом | 240 | 24 Ом | 241 | 240 Ом |
| R27 | 0.27 Ом | 2R7 | 2.7 Ом | 270 | 27 Ом | 271 | 270 Ом |
| R30 | 0.3 Ом | 3R0 | 3 Ом | 300 | 30 Ом | 301 | 300 Ом |
| R33 | 0.33 Ом | 3R3 | 3.3 Ом | 330 | 33 Ом | 331 | 330 Ом |
| R36 | 0.36 Ом | 3R6 | 3.6 Ом | 360 | 36 Ом | 361 | 360 Ом |
| R39 | 0.39 Ом | 3R9 | 3.9 Ом | 390 | 39 Ом | 391 | 390 Ом |
| R43 | 0.43 Ом | 4R3 | 4.3 Ом | 430 | 43 Ом | 431 | 430 Ом |
| R47 | 0.47 Ом | 4R7 | 4.7 Ом | 470 | 47 Ом | 471 | 470 Ом |
| R51 | 0.51 Ом | 5R1 | 5.1 Ом | 510 | 51 Ом | 511 | 510 Ом |
| R56 | 0.56 Ом | 5R6 | 5.6 Ом | 560 | 56 Ом | 561 | 560 Ом |
| R62 | 0.62 Ом | 6R2 | 6.2 Ом | 620 | 62 Ом | 621 | 620 Ом |
| R68 | 0.68 Ом | 6R8 | 6.8 Ом | 680 | 68 Ом | 681 | 680 Ом |
| R75 | 0.75 Ом | 7R5 | 7.5 Ом | 750 | 75 Ом | 751 | 750 Ом |
| R82 | 0.82 Ом | 8R2 | 8.2 Ом | 820 | 82 Ом | 821 | 820 Ом |
| R91 | 0.91 Ом | 9R1 | 9.1 Ом | 910 | 91 Ом | 911 | 910 Ом |
| Код smd | Значение | Код smd | Значение | Код smd | Значение | Код smd | Значение |
| 102 | 1 кОм | 103 | 10 кОм | 104 | 100 кОм | 105 | 1 МОм |
| 112 | 1.1 кОм | 113 | 11 кОм | 114 | 110 кОм | 115 | 1.1 МОм |
| 122 | 1.2 кОм | 123 | 12 кОм | 124 | 120 кОм | 125 | 1.2 МОм |
| 132 | 1.3 кОм | 133 | 13 кОм | 134 | 130 кОм | 135 | 1.3 МОм |
| 152 | 1.5 кОм | 153 | 15 кОм | 154 | 150 кОм | 155 | 1.5 МОм |
| 162 | 1.6 кОм | 163 | 16 кОм | 164 | 160 кОм | 165 | 1.6 МОм |
| 182 | 1.8 кОм | 183 | 18 кОм | 184 | 180 кОм | 185 | 1.8 МОм |
| 202 | 2 кОм | 203 | 20 кОм | 204 | 200 кОм | 205 | 2 МОм |
| 222 | 2.2 кОм | 223 | 22 кОм | 224 | 220 кОм | 225 | 2.2 МОм |
| 242 | 2.4 кОм | 243 | 24 кОм | 244 | 240 кОм | 245 | 2.4 МОм |
| 272 | 2.7 кОм | 273 | 27 кОм | 274 | 270 кОм | 275 | 2.7 МОм |
| 302 | 3 кОм | 303 | 30 кОм | 304 | 300 кОм | 305 | 3 МОм |
| 332 | 3.3 кОм | 333 | 33 кОм | 334 | 330 кОм | 335 | 3.3 МОм |
| 362 | 3.6 кОм | 363 | 36 кОм | 364 | 360 кОм | 365 | 3.6 МОм |
| 392 | 3.9 кОм | 393 | 39 кОм | 394 | 390 кОм | 395 | 3.9 МОм |
| 432 | 4.3 кОм | 433 | 43 кОм | 434 | 430 кОм | 435 | 4.3 МОм |
| 472 | 4.7 кОм | 473 | 47 кОм | 474 | 470 кОм | 475 | 4.7 МОм |
| 512 | 5.1 кОм | 513 | 51 кОм | 514 | 510 кОм | 515 | 5.1 МОм |
| 562 | 5.6 кОм | 563 | 56 кОм | 564 | 560 кОм | 565 | 5.6 МОм |
| 622 | 6.2 кОм | 623 | 62 кОм | 624 | 620 кОм | 625 | 6.2 МОм |
| 682 | 6.8 кОм | 683 | 68 кОм | 684 | 680 кОм | 685 | 6.8 МОм |
| 752 | 7.5 кОм | 753 | 75 кОм | 754 | 750 кОм | 755 | 7.5 МОм |
| 822 | 8.2 кОм | 823 | 82 кОм | 824 | 820 кОм | 815 | 8.2 МОм |
| 912 | 9.1 кОм | 913 | 91 кОм | 914 | 910 кОм | 915 | 9.1 МОм |
Маркировка SMD резисторов
SMD компоненты
usilitelstabo.ru
https://youtube.com/watch?v=ZpjYjgOu6WI
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
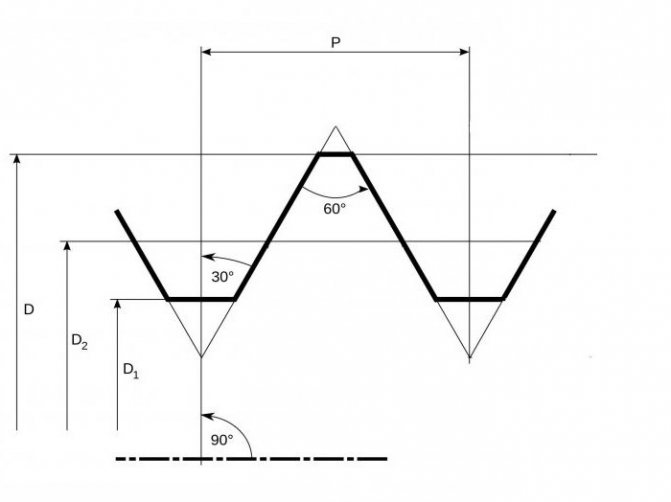
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?