Виды пил с фото и их назначение
Содержание:
- Процесс резки
- Аналоговые выходы
- Что такое монтажная пила по металлу?
- Особенности эксплуатации
- Варианты полотна для ножовки по металлу
- Назначение
- Можно ли стерилизовать банки в микроволновке
- Вопросы эргономики
- Разновидности ножовок по дереву
- Станки с односторонним креплением полотна
- Особенности выбора
- Инструкция по затачиванию
- Применение пилы сабельной электрической
- Станки с закрытой ручкой
- Маятниковая пила Hitachi CC14SF
Процесс резки
В процессе резки делается два хода:
- Рабочий — инструмент перемещается вперед от рабочего.
- Холостой — ножовка перемещается к рабочему.
При холостом ходе на инструмент не нажимают, в результате зубья лишь скользят. Во время рабочего хода двумя руками обеспечивается легкий нажим, а ножовка двигается прямолинейно.
Правила эксплуатации
 Во время резки перед тисками нужно стоять твердо, прямо и свободно, вполоборота к оси обрабатываемой заготовки или к губкам тисков. Левая нога немного выставляется вперед примерно по линии заготовки, и на нее опирается корпус. Ступни нужно поставить так, чтобы они образовали 60−70° (с расстоянием между пятками).
Во время резки перед тисками нужно стоять твердо, прямо и свободно, вполоборота к оси обрабатываемой заготовки или к губкам тисков. Левая нога немного выставляется вперед примерно по линии заготовки, и на нее опирается корпус. Ступни нужно поставить так, чтобы они образовали 60−70° (с расстоянием между пятками).
Правильной поза рабочего может считаться, когда правая рука с инструментом, установленная в начальное положение и согнутая в локте, образовывает прямой угол между локтем и плечом. Рукоятка захватывается правой рукой так, чтобы ручка упиралась в ладонь. Ее обхватают четырьмя пальцами, и большой палец накладывается сверху вдоль ручки.
Пальцами левой руки обхватывается подвижная головка ножовки и гайка. В процессе резки соблюдается строгая координация усилий, то есть правильное увеличение нажима. Движение инструмента должно быть горизонтальным. Нажимают на нее двумя руками, но левой рукой делается небольшое усилие, а правой осуществляют возвратно-поступательные движения главным образом.
- Короткие заготовки разрезаются по самой широкой стороне. При обработке углового, швеллерного и таврового профилей лучше менять положение заготовки, а не делать рез по узкой стороне.
- Резка должна осуществляться плавно и неспешно, в течение минуты делается не больше 40−60 двойных ходов.
- Должно быть задействовано все полотно.
Наибольшую сложность для новичков представляет виляние рабочего элемента. При возникновении этой неприятности следует проверить состояние крепежа — виляние может говорить о недостаточном затягивании «барашка». В отличие от столярного инструмента наш заточить по новой не удастся, нужно менять.
Когда требуется сделать распил в труднодоступном месте, лучше воспользоваться ручкой-ножовкой по металлу.
https://youtube.com/watch?v=PY_zi3LT8FU
Аналоговые выходы
В соответствии с ГОСТ IEC 61131–2-2012 аналоговый выход (analogue output) — это устройство, которое преобразовывает мультибитовое двоичное число из системы программируемых контроллеров в непрерывный сигнал. Номинальные значения и пределы импеданса для аналоговых выходов отображены в таблице 4.
Таблица 4. Номинальные значения и пределы импеданса для аналоговых выходов
Диапазон сигнала
Пределы для импеданса вводов
±10 В
1000 Ом
0–10 В
1000 Ом
1–5 В
500 Ом
4–20 мА
600 Ом
0–20 мА
600 Ом
В общем случае тракт генерации выходных аналоговых сигналов включает ряд звеньев (рис. 10): цифровые данные, поступающие от центрального процессора, могут быть преобразованы в аналоговое напряжение или ток, например, с помощью ЦАП и схем последующей обработки выходного сигнала. Дальнейшая обработка обеспечивает необходимую подстройку выходного сигнала, в том числе калибровку смещения, опорного напряжения и усиления.
Рис. 10. Обобщенная структурная схема аналогового выхода ПЛК
ЦАП, применяемые в программируемых логических контроллерах, должны соответствовать строгим электротехническим требованиям как по точности (погрешность на выходе не более 0,1%), так и по защитным характеристикам (4-й уровень защиты согласно ГОСТ 30804.4.2-2013), а также удовлетворять параметрам подачи аналоговых сигналов (коммутировать 4–20 мА и 0–10 В), работать со стандартным в этой сфере диапазоном напряжений (12–32 В) и иметь рассеиваемую мощность не более 1 Вт.
Одним из таких ЦАПов является DAC8775 от компании Texas Instruments (рис. 11).
Рис. 11. Структурная схема DAC8775
DAC8775 — это первый в отрасли ЦАП с выходом 4–20 мА и интегрированным преобразователем напряжения, имеет полную нескорректированную ошибку в 0,1% и способен работать в расширенном промышленном диапазоне температур –40…+125 °C. При работе с напряжением 12 В DAC8775 имеет потребляемую мощность всего 780 мВт. Кроме того, данный ЦАП динамически регулирует величину напряжения питания в соответствии с током нагрузки, подключенной к выходу 4–20 мА. В результате система имеет хорошо управляемые тепловые характеристики, позволяющие разместить большее количество каналов в меньшем форм-факторе. Более подробные характеристики DAC8775 приведены в таблице 5.
|
Параметр |
Величина |
|
Разрешение преобразователя |
16 |
|
Количество каналов |
4 |
|
Время стабилизации |
10 мкс |
|
Скорость преобразования |
33 кГц |
|
Интерфейс обмена данными |
SPI |
|
Тип выхода |
Выходной усилитель тока, выходной усилитель напряжения |
|
Отклонение коэффициента усиления от идеального значения |
±0,1% |
|
Опорное напряжение |
5 В |
|
Конфигурация источника опорного напряжения |
Внешний, встроенный |
|
Напряжение питания |
12–36 В |
|
Потребляемая мощность |
780 мВт |
|
Рабочая температура |
–40…+125 °C |
|
Корпус |
QFN-72, VQFN-72 |
На базе данного цифро-аналогового преобразователя компанией Texas Instruments был выпущен модуль TIPD215.
Что такое монтажная пила по металлу?
Это профессиональный инструмент, предназначенный для резки деталей из сплавов цветных и черных металлов. В основе таких пил лежит простота и безопасность в использовании. Большинство из нас привыкло применять для резки металла шлифовальные машинки, именуемые в народе болгарками, немало не заботясь о личной безопасности.
Да, шлифмашинкой можно разрезать арматуру или небольшую трубу. Но, в отличие от специально созданной для резки металлов машины, у болгарки скорость вращения диска значительно больше. Дрогнет у вас рука, отвлечетесь на миг, произойдет перекос диска, и он просто лопнет. Разлетевшиеся осколки могут поранить и резчика, и других людей.
Пилы же в этом плане намного безопаснее, потому что скорость вращения диска опытным путем, еще на стадии тестирования инструмента, была специально подобрана для резки металла. Замена дисков производится так же, как и у шлифовальных машинок, при помощи торцевого ключа, который всегда находится под рукой в специальном отделении на корпусе машины.
Имейте в виду, что на глубину реза оказывает прямое влияния диаметр диска, а не сама пила. Чем больше диаметр, тем глубже будет пропил. Наибольшей популярностью пользуются машины, способные обеспечить разрез глубиной 50-65 мм. Такие инструменты имеют малый вес и не требуют больших физических усилий. Для работы с тонкими материалами как нельзя лучше подойдут пилы с параметрами пиления от 40 мм.
При резке толстых деталей нагрузка на пилу увеличивается, а обороты снижаются. Чтобы качество резки не снижалось, конструкторы создали электронную систему контроля постоянного числа оборотов под нагрузкой. Плавный пуск позволяет снизить нагрузку на электросеть при включении электродвигателя. Это особенно актуально для мощного инструмента. Если вы планируете пользоваться отрезной пилой довольно часто, то возможность самостоятельной замены угольных щеток будет весьма кстати. Это позволит вам посещать сервисный центр гораздо реже.
Механизмом для защиты от перегрузок служит ременная передача. Двигатель вынесен, а ремень начинает проскальзывать, если нагрузка на двигатель превысит норму. От этого двигатель меньше греется, а его ресурс увеличивается. Впрочем, такое устройство правильнее называть отрезным станком, потому как весит оно порядка 50 кг. Кстати о весе. У различных моделей он сильно разнится. Условно все модели делятся на те, которые весят не больше 20 кг и те, чей вес превышает 50 кг. Не забывайте об этом обстоятельстве, когда будете выбирать и заказывать инструмент.
На рынке есть и такой вид инструмента, как маятниковая отрезная пила по металлу. Основное ее отличие от прочих модификаций заключается в том, что она обеспечивает более чистый, лишенный заусенцев срез. Эта простая конструкция состоит из станины, к которой крепится на подвижном соединении сама пила. Оператор кладет заготовку на станину и зажимает ее в тисках под нужным углом. Затем включает и с помощью специальной ручки опускает пилу на место предполагаемого разреза детали.
Фото монтажной пилы по металлу, www.toolstop.co.uk
Фото применения отрезной пилы по металлу, en.wikipedia.org
Фото как работать с отрезной пилой, www.euroshopy.eu
Фото обрезки при помощи дисковой пилы по металлу, www.mig-welding.co.uk
Фото пилы отрезной дисковой по металлу, xilike.en.made-in-china.com
Особенности эксплуатации
Советы по эксплуатации:
Нельзя дергать шнур, проливать на него воду, масло
Он должен находиться на отдалении от подвижных частей инструмента, острых краев.
Нельзя жестко фиксировать пильный диск, переворачивать его при использовании инструмента стационарно.
Важно устанавливать на электроинструмент только оснастку с подходящим посадочным диаметром.
Нельзя распиливать заготовки слишком большой толщины.
Запрещено использовать поврежденные диски — с обломанными зубцами, трещинами, затупленными режущими частями. Прежде чем начать работу, необходимо проверить оснастку
При наличии дефектов нужно заменить диск.
Если деталь очень большая, ее нужно подпереть снизу, в месте предполагаемого пропила.
Перед каждым запуском необходимо проверять целостность, подвижность защитного кожуха.
Если диск заклинило, нужно немедленно отпустить кнопку пуска, полностью отключить устройство.
Выбор пилы — важный процесс, при котором легко допустить ошибку, купить некачественный инструмент
Чтобы этого не допустить, важно знать на какие критерии нужно обращать внимание
Варианты полотна для ножовки по металлу
Режущие полотна для ручных ножовок по дереву и металлу могут быть изготовлены из разного материала. Самым экономным и легким вариантом является лезвие из углеродистой стали. Такое полотно используется для бытовых моделей пил. Оно имеет низкую стоимость и отличается небольшим периодом эксплуатации.
Более технологичным, износостойким и долговечным вариантом считаются зубчатые полотна с частичной термической обработкой. Быстрорежущими элементами являются лезвия из кобальтовой стали. Такие полотна отличаются гибкостью и довольно хорошей прочностью. Они применяются для реза твердых заготовок. При этом обеспечивается высокое качество и скорость распила. Такой вариант также часто используется для электрических ножовок по металлу.
Для направленных разрезов подходят закаленные лезвия. Их целесообразно применять для осуществления распила под определенным углом.
 Режущие полотна для ручных ножовок изготавливаются из различных материалов.
Режущие полотна для ручных ножовок изготавливаются из различных материалов.
Высокой прочностью и надежностью отличаются биметаллические полотна, изготовленные из углеродистой стали, полученной холоднокатаным методом. На ее поверхность электронно-лучевым способом наварена полоска быстрорежущей стали, на которой находятся резцы.
Режущие полотна классифицируются по типу разводки пилы, которая может быть выполнена по полотну или по резцам. В первом случае зубцы отводятся от края пилки поочередно влево и вправо с высотой отгиба 2-3 мм и величиной отклонения 0,25-0,6 мм. Такая разводка характерна для полотен с мелкими резцами.
При разводке по резцам отгибаются в разные стороны зубцы полотна. Чередование выполняется в соответствии с величиной шага. При небольшом его значении осуществляется отведение 2-3 резцов, при среднем – 1 зубца влево и 2 вправо, остальные три находятся на месте. Для большого шага отведение резцов выполняется попеременно.
Полотна бывают односторонние и двухсторонние. В первом случае резцы расположены на одной стороне, а во втором они находятся по обе стороны полотна.

Для работы с твердыми изделиями следует выбирать полотна с маленькими резцами.
Назначение
В зависимости от количества зубцов на рабочем полотне определяется и назначение инструмента – будет использоваться он для спила или для резки. Как правило, посмотреть эту характеристику можно в инструкции или описании к инструменту. На некоторых моделях производитель нанес необходимые параметры прямо на поверхность рабочего полотна.
Большие зубья указывают на то, что ножовка используется для быстрого и грубого распила. Как правило, это главный инструмент дачников и садоводов, поскольку без него никак не обойтись в домашнем хозяйстве. Посредством такой ножовки можно распилить дрова, убрать толстые лишние ветки осенью. На инструменте должна стоять маркировка 3-6 TPI.
Если в описании к инструменту стоит TPI 7-9, значит, такая ножовка должна использоваться для более качественного распила, где важна аккуратность. Основная сфера применения – работа с ламинатом, ДВП и ДСП. Из-за небольшого размера зубьев пользователь затрачивает больше времени на распил детали, но зато срез получается ровным и без зазубрин.
Столяры приобретают целый набор ножовок по дереву, поскольку каждая используется для решения определенной поставленной задачи. У инструмента для продольного распила зубцы всегда выполнены в виде треугольников, углы которых скошены. Если присмотреться, такая форма чем-то напоминает крючки, которые заточили с обеих сторон. В результате срез получается ровным, полотно проникает в материал плотно. У тех зубьев, что позволяют делать поперечный распил, форма очень схожа с равнобедренным треугольником. Использовать подобную ножовку допускается только на дереве, которое полностью сухое.
Можно ли стерилизовать банки в микроволновке
Вопросы эргономики
При выборе постарайтесь найти ту самую модель, с которой удобно будет работать именно вам. То есть аппарат должен отвечать вашим ожиданиям и решать задачи, которые вы для него наметите. Выбор определяет не только уровень безопасности во время работы, но и уровень производительности, эффективность.
Каждый инструмент имеет особенности, поэтому обращайте внимание не только на мощность и вес, но также и на рукоятку, которая должна быть удобной для вас. Обращайте внимание не только на толщину и наклон ручки, но и на наличие противоскользящих складок, которые позволят удерживать инструмент в одной руке
Разновидности ножовок по дереву
Ножовки представлены в широком ассортименте, их можно разделить на три большие группы, которые обладают собственной классификацией:
- с обухом;
- для создания криволинейного распила;
- японские.
Если планируется выполнять тонкую работу, то стоит использовать инструмент с обушком, у которого на верхнем крае полотна дополнительно установлена полоса из латуни или стали, препятствующая изгибу. Эти ножовки классифицируются следующим образом:
- шипорезные;
- с ласточкиным хвостом;
- со смещенной ручкой;
- кромочные;
- модельные.
Первые по списку самые большие, поскольку их главное назначение – работа с толстыми досками и дровами. Оснащается закрытой формой рукоятки, которая идеально подходит для удобной фиксации инструмента в руке. Уменьшенная версия этой модели – ласточкин хвост – используется для работы с твердыми породами древесины.
Если приходится работать со сквозными шипами, тогда стоит использовать ножовку со смещенной ручкой. Пользователь может отрегулировать элемент, при этом удобно работать как правой, так и левой рукой.
При необходимости выполнить тонкий срез не найти лучше инструмента, чем кромочная пила, которая обладает компактными размерами. Но самая маленькая из всех представленных вариантов этого инструмента – модельная пилка.
При необходимости выпилить криволинейную деталь, используется совершенно иной инструмент. Данная категория также обладает собственной классификацией:
- лучковый;
- ажурный;
- лобзик;
- узкий.
Лучковая ножовка обычно имеет длину в 20-30 сантиметров, при этом на режущем полотне предусмотрено от 9 до 17 зубьев одного размера на дюйм. Есть возможность повернуть полотно в необходимом направлении таким образом, чтобы рамка не мешала обзору. Есть в продаже складные туристические модели, которые занимают мало места.
У ажурной пилки рабочая поверхность достигает в длину 150 мм, а рамка изготовлена в форме дуги. Основная сфера использования – искусственный материал и цельная древесина.
Что касается лобзика, то его рамка также изготавливается в виде дуги, но глубокой, поскольку инструмент необходим для создания сильных изгибов в тонком материале, к примеру, шпоне.
Узкая ножовка еще известна в профессиональном мире как выкружная, поскольку применяется она посередине деревянной заготовки. Режущий элемент очень тонкий и к концу сужается. Именно благодаря такой форме удается создавать кривые с большим углом. В конструкции предусмотрена ручка пистолетного типа, на которую можно крепить желаемое полотно.
Профессионалы знают, что этим ассортимент ножовок не ограничивается, поскольку есть еще обрезные японские, о которых не каждый новичок мог слышать. В их классификацию входит:
- катаба;
- дозуки;
- риоба;
- мавашибики.
Главной отличительной чертой всех этих ножовок является то, что их лезвия работают на себя. Зубцы на полотне находятся очень плотно друг к другу, поэтому распил получается узким, без серьезных разрывов древесных волокон.
У катабы режущие элементы располагаются с одной стороны. Использовать инструмент можно как для продольного, так и поперечного распила, поэтому его считают универсальным. В сравнении с описанной моделью, у риобы режущее полотно для поперечного распила находится с одной стороны, а продольного – с другой. При работе с таким инструментом стоит держать его под небольшим наклоном.
Шаг зубов у ножовок может быть от 14 до 32 зубов на дюйм. С развитием технического прогресса этот инструмент перешел из разряда ручной классики и стал изготавливаться электрическим. В конструкции электрических ножовок стоит мощный двигатель, который дает необходимую мощность для спила веток.
Наибольшую мощность имеют стационарные бесшумные вертикальные машины, но некоторые портативные модели также не уступают. Мощность зависит от типа питания. Аккумуляторные уступают стационарным электрическим, но их можно использовать даже там, где нет возможности подключиться к сети.
Также отдельно в категории описываемого инструмента стоит наградка – изделие с тонким полотном не более 0.7 мм. Режущая часть насаживается в колодку, изготовленную из дерева, очень плотно. Используется одной или двумя руками для небольших распилов или надпилов.
Станки с односторонним креплением полотна
Такие станки предназначены для работы в труднодоступных местах. Их можно разделить на станки под универсальные полотна шириной 13 мм и на станки, которые требуют специально предназначенных для них полотен с фигурными пазами для крепления к станку. Последние обычно называют выкружными пилами.
Станки под стандартные полотна шириной 13мм могут работать как со стандартными полотнами длиной 300 мм, так и с укороченными полотнами повышенной толщины. Они довольно сильно различаются по конструкции, но оценить свойства такого станка достаточно легко по его внешнему виду, и их классификация не имеет смысла. Несколько примеров станков с односторонним креплением креплением полотна показано на рисунках.


Иногда подобные станки могут быть снабжены пистолетной рукояткой. Такие станки более удобны, хотя и не столь компактны. При использовании станков с односторонним креплением полотна можно установить полотно двумя способами: для пиления «к себе» и «от себя». Обычно используется первый способ. Хотя при этом падает усилие подачи и снижается эффективность пиления, но полотно гораздо менее склонно к деформации
Иногда приходится устанавливать полотно «от себя», но тогда следует соблюдать осторожность, чтобы не согнуть его. Настоятельно рекомендуется использовать при работе с такими станками только биметаллические полотна.
Особенности выбора
Первым критерием, на который следует обратить внимание, является мощность инструмента. Только когда вы с этим параметром определитесь, можно приступать к следующим критериям
Обратите внимание на бесключевую смену полотна. Если вы планируете работать с различными материалами, то эта возможность вам пригодится.
Полезной опцией является регулировка глубины реза
Она нужна при работе с материалами различной толщины. Помимо точности обработки, она ещё и экономит ресурс лезвий, обеспечивая по всей длине одинаковый износ. Существует два варианта изменения глубины реза — без ключа и с ним. Намного удобнее использовать вариант без ключа.
Полотно для пилы сабельной может предназначаться только для работы с одним видом инструмента, а может иметь универсальный хвостовик. Удобнее для бытовых нужд вариант, когда можно вставлять различные виды лезвий, не теряя времени на поиски фирменного.
Плавный пуск обеспечивает электронная регулировка скорости. Она же гарантирует высокую точность в работе и поддерживает стабильные обороты
Стоит уделить своё внимание и эргономике. Хорошее оборудование выделяется такими характеристиками:
- Возможность разворота лезвия на 180 градусов;
- Противовес;
- Регулировка направляющего башмака;
- Наличие вибропоглощающих резиновых накладок.
В дешёвых моделях режим маятникового движения лезвий включён постоянно. Но есть и такое оборудование, у которого этот режим можно отключить. Благодаря этой возможности пила делает более ровный и чистый пропил, меньше вибрирует.
Уже спустя несколько часов тренировок, возможна уверенная работа с прибором. Этот прибор с особой лёгкостью освоят те, кто ранее имел дело с цепной пилой. Для начала процесса достаточно нажать плавно на кнопку пуска и поднести прибор к зоне резки. Оборудование в материал погружается самостоятельно, а мастеру только необходимо направлять её в нужное направление. Уход за электрической сабельной пилой прост: регулярная чистка и смазка.
Инструкция по затачиванию
Сперва нужно приготовить оборудование, необходимое для работы:
Чтобы сделать заточку качественнее, можно подготовить дополнительные инструменты:
- Устройство, позволяющее крепить пилу под требуемым углом.
- Слесарный молоток.
Разводка
Прежде чем возвращать остроту пиле, нужно настроить зубья, то есть развести их. Разводка — это установка режущих зубцов под определённым углом относительно полотна и друг друга. Если посмотреть на разведённую пилу, видно, что они, чередуясь, отклоняются вправо и влево от самой пластины полотна. Такая конфигурация даёт ножовке свободу в глубоком пропиле. Она не застревает, потому что не касается стенок всей плоскостью.
Чтобы «на глаз» выставить верный угол каждому зубцу, нужен солидный опыт, который есть не у каждого плотника. Он приходит после многих десятков заточенных пил. Для менее опытных плотников есть инструмент, именуемый разводкой. Наиболее примитивный его вариант — плоская стальная пластина с прорезью. В эту щель с минимальным зазором, в натяжку, вставляется ножовка.
Процесс разводки выглядит так:
- Закрепить ножовку в тисках так. Нужно добиться, чтобы зубцы на 2 см выступали над губками.
- Зубцы зажимаются в пазу, после чего отгибаются в середине.
- Сперва нужно отогнуть в одну сторону все чётные зубцы, потом в противоположном направлении отогнуть нечётные.
- В конце можно развести губки тисков по рассчитанной ширине разводки и попытаться провести пилу между ними.
- Чрезмерно отогнутый зубец заденет за тиски. Плоскогубцами отогните его чуть сильнее.
Подгонка зубьев по высоте
Все режущие выступы должны быть одинакового размера, чтобы производительность пиления не ухудшалась. Более длинные зубья испытывают большие нагрузки и быстрее стираются, в то время как короткие даже не касаются древесины. Протяжка полотна становится дёрганой, неравномерной, тратится больше сил. Ухудшается точность разреза, поверхность среза становится более шероховатой.
Подгонка осуществляется до начала заточки. Убедиться, что ни один из зубцов не выступает, можно так: прижмите полотно к листу бумаги, положенному на стол.
Вершины зубцов отпечатается на листе, и по пробелам в этом узоре можно будет отрегулировать их высоту. Чтобы сделать это, в слесарных тисках зажмите пилу и напильником сточите слишком длинные зубцы.
Непосредственно заточка
Для возвращения зубьям былой остроты не подойдёт брусок, которым точат кухонные ножи. Нужен особый инструмент: напильник с треугольным сечением или надфиль. Очень хорошо, если есть несколько напильников с разным сечением и шагом насечки: это позволит идеально обработать каждый зубец.
Этапы заточки:
- Одной рукой возьмите напильник за рукоять, а другую положите на конец инструмента.
- Определитесь с углом заточки. Обычно он равен 15-30 °. Определить его можно на глаз, транспортиром или воспользоваться нехитрой техникой. Придайте деревянному бруску форму равнобедренного треугольника с углами 90, 60 и 30 градусов, потом пользуйтесь им как мерилом.
- Наточите левые режущие грани чётных (дальних от вас) зубьев. На каждый требуется отводить равное количество проводок напильника, чтобы снять одинаковое количество стружки. Давление на инструмент должно быть одинаковой силы.
- Поверните ножовку другой стороной, после чего снова заострите левые кромки чётных зубцов.
- Заострите вершины зубьев.
- Не забывайте с помощью бруска контролировать угол заточки.
Процесс кажется очень простым, хоть и монотонным, но есть ряд нюансов:
- Закреплять пилу в тисках нужно очень плотно в целях безопасности. Не стоит бояться повредить металл полотна сильным сжатием.
- Рабочее место должно быть хорошо освещено, чтобы было проще определять углы и остроту.
- Металл снимается, только когда напильник двигается по направлению от плотника.
- Чем сильнее затуплена пила, тем крупнее могут быть насечки на напильнике, но для доводки зубьев всегда нужно брать напильник с маленькими насечками.
- Фиксируя инструмент в тисках просовывайте его между губками максимально глубоко. Для предотвращения раскачки ножовки наружу должны оставаться только зубья.
- В процессе работы на затачиваемых гранях неизбежно будут заусеницы. Чтобы их убрать, достаточно провести по металлу мелкозернистым абразивом (наждачной бумагой).
- Для проверки качества нужно внимательно рассмотреть зубья на свету. Они должны блестеть.
Улучшения качества заточки
Выше был рассмотрен классический вариант, которым может воспользоваться кто угодно. Есть способ сделать процесс заточки эффективнее и легче.
При использовании многокоординатных тисков с поворачивающейся станиной можно зафиксировать полотно так, что двигать напильник придётся только в горизонтальной плоскости.
Применение пилы сабельной электрической
С помощью этого инструмента можно резать такие материалы, как:
- Камень;
- Пластик;
- Цветной металл;
- Трубы, арматуру, стальной профиль;
- Древесину (можно и с гвоздями).
А вот такие задачи, как резка толстого металла и камня, для электролобзика являются невыполнимыми. Иные виды пил тоже не могут конкурировать с сабельными на равных. Вы не сможете подлезть дисковой пилой туда, где электропила сможет без проблем выполнить работу. Пила цепная, встретив на пути небольшой гвоздик, сразу же потребует заточки.
Важным преимуществом сабельной электрической пилы является чистый и точный рез. Именно поэтому большинство столяров, слесарей и плотников любят работать с этим видом инструмента. Вы сможете обрезать ветви садовых деревьев, обрезать доски или резать толстые дрова, но для этих целей лучше применить цепную пилу. У неё более длинная режущая шина и выше производительность. А ещё в процессе заготовки дров не требуется особой точности.
Для пил по металлу электрических выпускается различный ассортимент сменных лезвий. Именно поэтому с их помощью можно резать такие материалы, как:
- Газобетон и кирпич;
- Алюминий;
- Нержавеющую сталь;
- ДСП;
- Фанера;
- Гипсокартон;
- Пластик;
- Сухая и сырая древесина.
Необходимо отметить и то, что это оборудование рассчитано на выполнение прямого пропила. Но, если необходимо, можно докупить к нему специальные тонкие полотна, которые предназначены для фигурной резки. У сабельных пил длина лезвий относительно невелика. Она колеблется в пределах 100−350 миллиметров.
https://youtube.com/watch?v=KiAwsPmFoiw
Электропитание осуществляется за счёт сетевого шнура и источника переменного тока. А вот для работы автономной вам нужна будет сабельная аккумуляторная пила — она мощная и компактная.
Станки с закрытой ручкой
На сегодняшний день являются наиболее распространенными. Они могут различаться по деталям конструкции, но их рабочие свойства приблизительно одинаковы. Простейший станок с закрытой ручкой показан на рисунке. Он состоит из согнутой под углом около 90° полурамы, прочно скрепленной (обычно посадкой на трение) со слегка наклоненной вперед закрытой ручкой. Полурама выполняется из холоднокатаной стальной трубы прямоугольного или круглого сечения. Ручка выполняется или из легкого сплава, или из пластмассы. Механизм натяжения полотна может быть как простейшим, с барашком (станок именно с таким механизмом показан на рисунке), так и более сложный (и обычно более удобный и/или более мощный), как в конструкциях, описанных ниже.
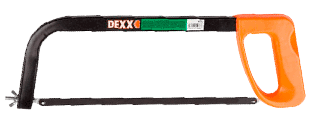
Такой станок обладает довольно хорошими эргономическими свойствами. Небольшой наклон ручки вперед позволяет прикладывать к полотну как рабочее продольное усилие, так и усилие подачи. Передняя часть ручки (она же задняя часть рамы) защищает руку от возможных травм. Аналогичные станки производятся и для полотна длиной 150 мм.
Конструкция, показанная на рисунке, является одной из самых простых. С целью повышения ее рабочих свойств и привлекательности для покупателя многие производители модифицируют ее самым разным образом.
Одна из наиболее продуманных удобных конструкций станка с закрытой ручкой показана на рисунке. Рама состоит из прямой полой стальной трубы прямоугольного сечения, к которой прикреплены передняя стойка и ручка, изготовленные из легкого сплава.
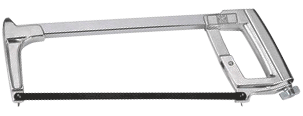
Натяжные полотна производится путем перекоса полурамы, расположенной внутри полой ручки. Управляющий перекосом барашек расположен под ручкой. Это очень мощный механизм, с соотношением плеч рычагов приблизительно 1:3. Он позволяет получить высокое натяжение полотна без особых усилий. Полотно устанавливается на штифты в передней части рамы и на механизме натяжения. Две пары штифтов с фиксированным наклоном позволяют закреплять полотно либо вертикально, либо под углом в 55°.
Полая верхняя часть рамы может использоваться для хранения запасных полотен (до 7 полотен стандартной длины). В ее передней части расположен винт с барашком (на рисунке он не виден, т.к. расположен с другой стороны).
Обычно он завернут до конца, закрывая полость для хранения полотен, но он может быть также использован и для фиксации полотна за его среднюю часть. Тогда рамка может работать как станок с односторонним креплением рукоятки. И хотя в таком качестве она не так удобна, как такой станок, при эпизодическом применении это терпимо.
Станки, подобные показанному на рисунке, предлагаются многими фирмами, поставляющими на российский рынок профессиональный ручной инструмент. Большая часть из них не допускает ни хранения полотен, ни одностороннего крепления полотна.
Иногда станки ножовок по металлу выполняются с рамой, состоящей из двух частей, которые фиксируются в одном из двух или трех положений при помощи выемок на одной части и выступов на другой. Это дает возможность менять длину рамы для применения ножовочных полотен длиной 8″ (200 мм), 10″ (250 мм)* или 12″ (300 мм).
Маятниковая пила Hitachi CC14SF
Модель относится к профессиональной линейке Hitachi и предназначена для обработки металла. Мощный двигатель (2 кВт) и хорошая глубина пропила (115 мм), дают возможность применения для решения широкого круга задач. Пильный диск легко и безопасно меняется, благодаря устройству фиксации шпинделя. Удобство в работе с заготовкой, обеспечивают зажимы.
Параметры:
- Двигатель — 2000 Вт.
- Ширина пропила — 130 мм.
- Обороты (в минуту) — 3800.
- Глубина пропила — 130 мм.
- Диск — 355 мм.
- Вес — 18 кг.
- Габариты — 605х380х407 мм.
- Цена — 11350р.
Корпус станка выполнен из алюминия с двойной изоляцией. Для удобства работы рукоять ручки обрезиненна. Быстрая блокировка шпинделя делается с помощь зажимов.















