Как правильно провести заточку сверла по металлу
Содержание:
- Использование станков в домашних условиях
- Применение специальных приспособлений
- Контроль качества заточки
- 5
- Сверла по нержавейке — какие стоит брать, а какие нет?
- Практическое обучение
- Область применения
- Что это и для чего нужно?
- Контроль качества заточки
- Проверка правильности заточки сверла
- Преимущества использования специальных приспособлений
- Как выполнить заточку ступенчатого сверла по металлу?
Использование станков в домашних условиях
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл
При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги
Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
- ключи;
- цанги;
- запасные детали;
- светильник для рабочей зоны.
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от электросети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные габариты;
- небольшой вес;
- удобная система управления, благодаря которой можно отрегулировать интенсивность заточки и ее скорость.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры. На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга. После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров. Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции. На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.
Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок. Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки. Он должен постепенно увеличиваться по направлению к центру инструмента.
5
Факторы успешной заточки были перечислены ранее. Чтобы исключить ошибки, рекомендуется проверить корректность заточки изделия шаблоном.
Шаблон для заточки можно соорудить самостоятельно из медного, алюминиевого или стального листа толщиной около 1 мм. Рекомендуется отдавать предпочтение изделиям из стальных листов, так как они являются наиболее долговечными. Шаблоном надо будет определить угол при вершине, длину кромок для резки, а также угол между перемычкой и кромкой. Вместо заднего угла, который определить довольно сложно, подобным приспособлением нужно измерить угол заострения. Изделие рекомендуется соорудить перед началом эксплуатации нового сверла, чтобы можно было с последнего перенести необходимые углы.

Шаблон для заточки инструмента
Неравномерная длина кромок для резки и наклон их к оси сверла могут привести к неправильному распределению нагрузки. Это приведет к тому, что сверло прослужит меньший период из-за большого износа кромки для резки, которая часто будет находиться в перегруженном состоянии.
Неравномерная нагрузка на элементы сверла может вызвать его биение во время резки, в результате увеличится диаметр углубления.
Если перья будут заточены неравномерно, то у менее нагруженного будет меньшее количество стружки из углубления. В некоторых случаях стружка может вылетать только через одно углубление. Диаметр его может быть большим по сравнению с диаметром сверла.
Сверла по нержавейке — какие стоит брать, а какие нет?
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
Практическое обучение
Если вы чувствуете, что у вас не получается правильно затачивать инструмент, то вам следует больше практиковаться. Сделать это можно посредством большого объема практики — возьмите несколько сверл, которые больше не используются вами, и старайтесь их правильно наточить. Методом проб и ошибок можно научиться выполнять процедуру идеально.
Заточка инструмента не является сложным процессом, хотя некоторые считают иначе. На многих интернет-ресурсах подробно расписаны и даже показаны шаги этого процесса. Здесь вы можете посмотреть видео, которое очень точно показывает, как именно нужно точить сверло.
Ролик показывает, как правильно провести заточку. Следуя указаниям мужчины, вы сможете выполнить работу качественно. Инструмент должен получиться таким же, каким он был приобретен. Только в случае грамотно выполненной процедуры вы сможете пользоваться им так же, как и раньше.
В случае совершения ошибки придется выбросить сверло. Но ошибается каждый, поэтому не стоит расстраиваться, если у вас не получилось заточить инструмент с первого раза. Каждый человек учится на своих ошибках. Главное — не бросать невыполненную работу из-за того, что у вас что-то не получается.
Для того чтобы научиться выполнять действие наиболее качественно, попробуйте максимально включиться в процесс, понять, как он устроен. Только грамотное обдумывание каждой детали сможет привести вас к успеху.

Область применения
Такая конструкция инструмента позволяет производить высокоскоростную обработку металла. Качество обработки не снижается при использовании такого инструмента даже в случаях использования тонкого металла.
К тому же универсальность такого оборудования позволяет работать и с другими материалами:
- гипсокартоном;
- пластиком;
- деревом;
- плотным металлом;
- стеклотекстолитом.
В качестве специального приспособления можно рассматривать его острый наконечник. Такое устройство инструмента позволяет исключить из применения дополнительное оборудование:
- центровочный инструмент. Применяется для лучшего врезания обычного сверла;
- надфиль. Применяется для обработки краев отверстия;
- шлифовальная машина.
Для работы с тонколистовым металлом, в конструкции сверла предусмотрены поступательные каналы, расположенные по спирали. Они имеют разные размеры с плавным переходом. Другим предназначением такой конструкции является обеспечение плавности хода инструмента в процессе работы.
Чтобы исключить постоянное затачивание инструмента, можно приобрести изделие с алмазным или титановым напылением. Абразивное напыление обеспечивает дополнительную прочность при правильной эксплуатации оборудования. Кроме того, коническое сверло можно применять для исправления дефектов отверстий после использования других инструментов.
Выбор ступенчатого сверла
При покупке конусного сверла следует уделить внимание его цвету:
- на низкое качество инструмента может указывать его естественный серо-стальной цвет. Этот параметр свидетельствует об отсутствии температурной обработки;
- при обработке инструмента паром он будет иметь черный цвет. Такой подход немного увеличит его рабочие качества;
- об отсутствии внутренних напряжений металла может сигнализировать золотистый цвет изделия;
- сверло с ярко-золотистым цветом поверхности, указывает на содержание в металле нитрида титана. Такой инструмент характеризуется долгим сроком использования и износостойкостью.
Методом гравировки проставляется маркировка изделия. Первая буква чаще всего относится к материалу, из которого делалось изделие. Буква «P» указывает, что приспособление для сверления изготовлено из быстрорежущей инструментальной стали.
Далее указывается число, которое характеризует состав сплава, например, «М3» представляет молибден. Класс точности и диаметр инструмента также указывается в маркировке. Нередко товары отечественного производства с диаметром до 2 мм не маркируются.
Кроме того, следует учитывать и диаметр сверла. От этого параметра будут зависеть размеры отверстий. От выбора производителя и торговой марки будут зависеть технические качества изделия и его стоимость.
Если оборудование необходимо для промышленного производства, где потребуется проведение неоднократной заточки, следует выбирать сверла, соответствующие параметрам ГОСТа. При покупке такого оборудования лучше остановить выбор на изделии из стали марки «HSS», что означает «быстрорежущая». В противном случае, его необходимо будет подвергать постоянной заточке.
При выборе ступенчатого оборудования следует учесть многие параметры, которые непременно отразятся не только на рабочих характеристиках, но и на стоимости изделия. Цена изделия, чаще всего складывается из размера диаметра рабочей части, вида напыления, необходимости частоты заточки инструмента.
Если рассматривать ценовую политику на сверла в примерах, то можно сказать, что изделия с небольшим диаметром отверстий и малой прочностью, обойдутся потребителю в сумму не более 500 рублей за штуку. Можно приобрести и целый набор изделий различного диаметра в количестве 5 штук за 1300 рублей.
Приспособления, позволяющие делать отверстия большего диаметра, будут превышать стоимость в два раза, по сравнению с первым вариантом. Повлиять существенно на стоимость изделия может известность компании, его выпускающая. Стоимость такого инструмента может быть увеличена в два-три раза. Сверла известных мировых производителей можно приобрести за 4500−7500 рублей за штуку в зависимости от диаметра.
При покупке изделия, важно видеть всю документацию, подтверждающую его качество. В противном случае, можно приобрести подделку за большую сумму, которая на практике не подтвердит свои характеристики
При наличии всех документов можно приобрести комплект изделий даже с высокой стоимостью. В этом случае оборудование прослужит долго, будет надежным и долговечным, универсальным в применении.
Что это и для чего нужно?
Ступенчатое сверло отличается по своей конфигурации от других разновидностей свёрл. Оно одновременно имеет и ступенчатую, и коническую форму. Благодаря такой конструкции на теле сверла имеется перепад диаметров – свой на каждой из ступеней. Именно этот вид свёрл применяется для высверливания отверстий с различными диаметрами. Всё будет зависеть от того, какая ступень используется для высверливания. Любое ступенчатое сверло изготавливается и эксплуатируется в соответствии с ГОСТ 28320-89, являющемся межгосударственным. Если говорить о преимуществах перед остальными типами свёрл, то в первую очередь конусное сверло «ступеньками» используется для высверливания идеально ровных отверстий в тонких листах (если речь идёт о металле).
Обычное сверло не позволяет добиться такого эффекта, так как в тонкий лист оно вкручивается наподобие самореза. Соответственно, и в отверстии наблюдаются зазубрины, и само оно имеет неидеальный диаметр. Это не проблема, если вам не нужно высверлить ровное отверстие без зазубрин и засечек. Если же нужен идеально ровный круг, то без ступенчатого сверла обойтись не получится. Помимо всего перечисленного, после работы таким сверлом не требуется дополнительная обработка краёв отверстия при помощи надфиля или наждачной бумаги.

Незаменимы конические свёрла и при необходимости высверливания отверстий с большим диаметром – от 2 см. Поскольку нижние «ступеньки» таких свёрл могут иметь диаметр больше 3 см, именно они способствуют формированию правильных и ровных отверстий с большим диаметром
Важно и то, что такой тип сверла прекрасно «монтируется» с обычной бытовой электрической дрелью. Конические свёрла «ступеньками» прослужат очень долго, так как для их изготовления используются только высокопрочные сплавы
Тело сверла покрывает нитрид титана, благодаря чему полностью исключается возможность стачивания изделия. Минус этого типа свёрл непосредственно связан с материалами для их изготовления – цена на них стабильно высока. Для сравнения – обычные свёрла могут стоить в пределах 50 рублей, тогда как за одно ступенчатое придётся заплатить тысячу рублей, и это минимум! Если же вы приобретаете изделия известного производителя, то стоимость может составить 2000 рублей и более.


Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры. На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга. После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров. Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции. На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.
Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок. Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки. Он должен постепенно увеличиваться по направлению к центру инструмента.
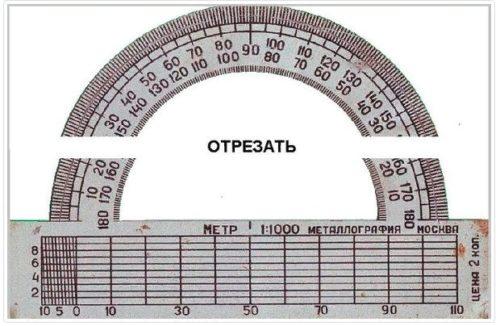
Проверка правильности заточки сверла
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Как выполнить заточку ступенчатого сверла по металлу?
Выпускаются ступенчатые сверла в нескольких конструктивных вариантах, при этом каждая модель позволяет высверливать отверстия от 4 до 32 мм в диаметре.
Некоторые из них по рекомендациям производителя можно самостоятельно заточить, а некоторые варианты вовсе нельзя подвергать заточке.
В отличие от простых сверл по металлу, ступенчатое не так-то просто заточить, при неправильном подходе его режущая кромка может стать больше непригодной к использованию.
А вообще в том, чтобы качественно заточить конусное сверло, ничего сложного нет.
Видео:
Иногда чтобы заточить ступенчатое сверло, достаточно наждачной бумаги, которой оснащают специальный вращающийся круг.
В целом обрабатывать такие сверла можно как «на руках», так и с помощью заточного станка для концевых фрез.
При этом «на руках» лучше всего обновлять ступенчатые сверла по металлу, которые имеют прямые канавки. А вот для инструмента со спиральными канавками подойдет заточка на станке.
Эффективно обновить характеристики режущей кромки обязательно получится, если сверло изначально было качественным.
Более подробно о затачивании сверл по металлу в видео в разделе.