Рейсмус для разметки измерительный
Содержание:
- Интересно почитать
- Навигация по записям
- Типы рейсмусовых станков
- Процесс работы за электрическим станком
- Патио уровнем ниже
- Ручной столярный рейсмус
- Конструкция рейсмусового станка
- Отзывы
- Фуговально-рейсмусовый станок
- Сборка из электрорубанка
- Устройство и принцип работы рейсмусового станка
- Опасны ли усилители сотовой связи для здоровья?
- Установление строгальных ножей на станок
- Как выбрать?
- Принцип работы
- Уплотнитель под конек металлочерепицы
- Что важно знать о рейсмусовых ножах?
- Как убрать ступеньку на рейсмусе?
- Устанавливаем опалубку
- Выбор правильного строгального станка
- Как утеплить дверь в частном доме своими руками
Интересно почитать
Навигация по записям
Типы рейсмусовых станков
По количеству обрабатываемых поверхностей выделяют следующие разновидности рейсмусных станков:
- Односторонние. Они отличаются небольшими габаритами и используются в домашних мастерских. Эти инструменты способны строгать только 1 сторону детали. Односторонними станками чаще всего обрабатываются верхние поверхности пиломатериалов.
- Двухсторонние. Они относятся к классу профессионального оборудования и применяются в небольших производственных цехах. С помощью этих инструментов можно одновременно строгать как верхние, так и нижние стороны брусков. Преимуществами двухсторонних станков являются высокая мощность и скорость обработки деталей из древесины.
- Многосторонние. Эти инструменты используются на крупных производствах. Они способны одновременно обрабатывать не менее 3-х сторон бруска, придавая ему определенную форму. Многосторонние рейсмусы отличаются большими габаритами и высокой производительностью. Они требуют тщательного ухода и ремонта.
По конструктивным особенностям рейсмусы разделяют на:
- Мобильные. Отличаются небольшим весом и размером. Поэтому их можно перемещать на дальние расстояния. Преимуществом мобильных станков является простота эксплуатации.
- Стационарные. Они имеют большой вес и крупные габариты. Стационарные устройства используются в промышленных ценах. Их нельзя переместить на другое место за короткий промежуток времени. Особенностью стационарных станков является их производительность. В отличие от рейсмусно-фуговальных инструментов они способны быстро обработать крупные заготовки с большим количеством граней. Недостатком стационарных устройств является сложность обслуживания и ремонта.
Также существуют отдельные классификации рейсмусовых станков по скорости вращения ножевого вала, количеству съемных лезвий, энергоэффективности.
Рейсмусы для домашнего использования
Рейсмусовые станки для бытовых целей имеют следующие особенности:
- Компактность. Основные комплектующие строгального инструмента имеют малые габариты, поэтому их можно разместить в небольших мастерских.
- Малая мощность электромотора. По этой причине бытовые станки нельзя использоваться для обработки крупных деталей с глубиной пропила более 1,5 мм.
- Малый вес оборудования. Бытовые рейсмусы можно быстро переместить и установить на других рабочих поверхностях.
- Экономичность. Рейсмусовые станки для домашних мастерских отличаются бюджетной ценой. Их средняя стоимость составляет 25 тыс. руб.
Бытовые рейсмусы оборудуются механизмами подачи деталей. Они применяются для неглубокого пропила деревянных поверхностей. Преимуществом строгальных инструментов для домашних мастерских является легкость эксплуатации. Они не требуют тщательного ухода и ремонта.
Промышленные рейсмусы
Промышленные рейсмусовые станки с ЧПУ обладают следующими особенностями:
- Максимальная мощность. Промышленные инструменты способны строгать большое количество пиломатериалов.
- Высокая скорость обработки. Станки для промышленного производства совершают 10 тыс. оборотов в минуту.
- Высокая глубина строгания. Промышленные инструменты могут обрабатывать детали, требующих глубину пропила свыше 1,5 мм.
Промышленные станки функционируют по принципу строгального фуганка. Съемные лезвия располагаются на обеих сторонах ножевого вала. Производственные рейсмусы оснащаются двойной стойкой, вращающимся барабаном и системой охлаждения. Специалист может самостоятельно настраивать глубину пропила инструмента при помощи встроенных контроллеров.
Процесс работы за электрическим станком
Для строгания пиломатериала оператору необходимо положить деталь на стол под углом 90 градусов по отношению к ножевому валу (валам). При ручной подаче заготовку надо прижать с двух сторон руками, плавно подавать в сторону ножей (желательно научиться делать это одной рукой, в противном случае деталь может сместиться).

Обработанную часть заготовки надо принять с противоположной стороны станка; если это невозможно (из-за габаритов помещения), извлечь ее и направить другим концом. Аналогичные действия следует произвести с другими гранями заготовки, подлежащими обработке.
Кажется, что работа на пильном станке проста, но это заблуждение. Только опытный мастер правильно подаст деталь на ножевой вал; новичок же перепортит немало материала, прежде чем добьется требуемого результата.
Патио уровнем ниже
Ручной столярный рейсмус
Простейший разметочный рейсмус представляет собой дощечку с уступом (скобу), в которую вставлена чертилка. Чертилкой может служить, например, гвоздь, вбитый так, чтобы его острый конец торчал и позволял отчерчивать линию.
Работает рейсмус очень просто: столяр ведет уступом скобы по ровной поверхности, а острым концом отчерчивает разметочную линию. Естественно, таким инструментом можно наносить разметку только на одном, неизменяемом расстоянии от уступа. Для того чтобы можно было наносить линию на разных расстояниях от уступа, рейсмус составляют из двух частей; разметочной рейки и основания, которые могут передвигаться друг относительно друга. Также в таком инструменте необходим механизм фиксации его частей после выставления нужного расстояния. Этим механизмом может быть клинышек из твердой древесины или винт. Для удобства выставления разметки на рейку можно наклеить линейку с делениями.
Существует много разновидностей разметочных реймусов, отличающихся как материалом, для которого они предназначены, так и возможностями нанесения более сложной разметки, чем одна прямая линия. Например, рейсмусы для нанесения разметки шипов и пазов позволяют быстро и точно разметить на нескольких деталях столярные соединения.
Конструкция рейсмусового станка
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Функционирование
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
- Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
- Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
https://youtube.com/watch?v=xCo9ttLiHr4
Отзывы
Фуговально-рейсмусовый станок
Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
После первоначального распила и предварительной обработки досок они поступают для обработки рейсмусом и фугованием. Задача спаренного оборудования заключается в устранении всех неровностей. Станок состоит из рабочего стола, закрепленного со станиной. На станину подают заготовку, а для приема предназначен рабочий стол, между ними располагается ножевой вал с лезвиями.
Заготовка подается на станину и посредством автоматической или ручной подачи передвигается в сторону рабочего стола. При этом она вступает во взаимодействие с лезвиями ножей, которые вращаются и очищают плоскость детали. Отличие этого типа станка от фуговального оборудования заключается в возможности строгать на заданную глубину. Нож у рейсмусового оборудования располагается сверху, но некоторые модели предусматривают нахождение ножей на поверхности рабочего стола и под ним. Для высоты выставления лезвия служит линейка, располагающаяся на корпусе.
Фуговальный и одновременно рейсмусовый станок делает две операции одновременно, поэтому его применение оправдано в условиях промышленного производства больших масштабов. Его можно применять на стройке многоэтажек. Качественная обработка гарантирована, да и поступающий первичный пиломатериал может быть исправлен на месте без особых проблем.
Особенности работы и устройства
Если в работе будет только фуговальный или рейсмусовый агрегат, то достичь правильно обработанной поверхности не удастся:
- нижняя поверхность для обработки на рейсмусовом оборудовании должна быть выровнена, чего можно достичь предварительным фугованием;
- при необходимости можно обрабатывать две поверхности — одну фугованием, другую окончательно — рейсмусом;
- рейсмусовая и фуговальная одновременная обработка возможна только на станке с этими совмещенными функциями;
- рейсмусово-фуговальный станок отлично справляется с заготовками, на которых была проведена не очень качественная первоначальная обработка;
- ФРС состоит из двух частей, каждая из которых отвечает за определенные функции.
Рекомендации при выборе оборудования
На деревообрабатывающем рынке представлен большой ассортимент ФРС
При выборе достойного агрегата обращают внимание на такие параметры и характеристики:
- число ножей на рабочем валу;
- размеры и вес станка в комплекте;
- мощность двигателя;
- скорость передвижения заготовки в процессе обработки.
Виды станков
Станки представляют собой единую систему строгания и обработки рейсмусом. Мощный асинхронный двигатель защищен посредством ременной передачи от повышенных перегрузок и работает с пониженным выделением шума.
Если во время работы произошел сбой в электрическом питании, то повторное самопроизвольное включение невозможно из-за использования в конструкции магнитного пускателя. Для уменьшения трения поверхность станины и рабочего стола выполнены из шлифованного чугуна. Для удобства работы приемный стол и для подачи сделаны довольно длинными. Переключение со строгания на рейсмус и обратно происходит быстро, для каждого режима у патрубка есть два положения. Работа станка происходит без вибрации.
У станков с одновременным строганием и рейсмусовой обработкой есть неоспоримые преимущества и усовершенствования:
- выключатель выполнен в виде поворотного блока;
- при покрытии станины применяется порошковая окраска;
- долговечность станины и ее защита от коррозии обусловлена применяющимся материалом — чугуном;
- подачу можно отключить любое время;
- предусмотрена защита человека от древесной пыли;
- для удобства установки высоты предусмотрена удобная рукоятка;
- на некоторых моделях применяются ножи с двойными лезвиями.
Популярные модели
КРАТОН 01 ptwm оснащен жесткой станиной, предусмотрена автоматическая подача деталей, магнитный пускатель служит защитой от произвольного включения, встроенная турбина собирает отходы стружки и пыли, мощность двигателя — 1,6 кВт, предельный размер захвата — 2,5 мм, обороты составляют 8 тыс. в минуту.
STARK 1700 PWJ разработан немецкими конструкторами, модель отличается высокими качественными характеристиками. На валу расположено 2 ножа, ширина строгальной полосы составляет 203 мм, скорость движения детали — 6 м за минуту, мощность двигателя — 1,7 кВт, частота оборотов вала — 9 тыс. оборотов за минуту.
Сборка из электрорубанка
Ручным прибором тяжело долго и продуктивно работать, поэтому многие умельцы собирают рейсмус из электрорубанка своими руками. Конструкция несложная, много материалов не требуется, и любой мастер может её повторить в домашних условиях или в небольшой мастерской.
Для изготовления самодельного рейсмуса нужны следующие инструменты:
- Токарный станок для вытачивания валиков.
- Сверлильный станок для сверления отверстий под различные крепёжные элементы.
- Сварочный аппарат, чтобы собрать тяжелую станину и подающий стол.
- Дрель. С её помощью можно быстро просверливать мелкие отверстия и закручивать болты.
- Болгарка потребуется для вырезания деталей будущего станка по чертежам. При работе надо не забывать делать припуски на толщину режущего полотна болгарки, чтобы конструкция получилась правильной и ровной.
Обычно общие размеры самодельных станков не превышают 1х1 метра. Поэтому рейсмусы легко переносить и размещать в любых удобных и доступных местах. Главное, чтобы подход к ним был всегда свободным.
Схема расположения основных элементов, следующая:
- Стол основной для подачи и выдачи изделия (1)
- Собственно, само деревянное изделие (2)
- Предохранитель (3)
- Верхний рифлёный валик, который подает заготовку (4)
- Прижимная колодка, следящая, чтобы стружка не забивалась (5)
- Главный ножевой вал (6)
- Вторая прижимная колодка (7)
- Верхний гладкий валик (8)
- Нижний валик с гладкой поверхностью (9).
Сначала надо собрать станину. Отлично подойдет железный угол или профильная квадратная труба с размерами пятьдесят на пятьдесят миллиметров. Чем больше размер этих элементов, тем больше возможна вибрация запущенного станка.
После подготовки деталей для станины при помощи сварочного аппарата собирается каркас. Перед этим надо просверлить сверлильным станком отверстия. Для погашения вибрации каркас лучше всего забетонировать.
На токарном станке изготавливаются валы: ножевой и вспомогательный. Если есть возможность, то лучше приобрести готовые. От качества этих элементов больше всего зависит внешний вид будущих изделий.
Прижимные валы лучше всего получаются из выжимающего узла от старых стиральных машин. Резиновое покрытие этих валиков очень нежно обращается с поверхностью древесины и не деформирует её.
С помощью сварочного аппарата создается обрамление для валиков. Сами валики крепятся на болты. Если с одной стороны вала использовать пружины, то появится возможность перемещать валы по вертикали.
Сварочный аппарат поможет сделать часть рулевой тяги — это будет ограничителем. На регулировочные крепления крепится столешница. Она состоит из передней и задней части.
Перед началом пусковых работ проверяют правильность расположения и заточки ножей.
После окончания сборки станка можно приступать к наладке и проверке его работоспособности.
Наладка оборудования
Перед началом работ необходимо убедиться в надежности всех креплений и достаточной затянутости болтов.
Регулируют станок, проверяя степень натяжения подающих валов. В случае полного заполнения рабочего стола увеличивают давление передних валиков.
При обработке небольших элементов давление уменьшают, чтобы не повредить деревянную поверхность.
Необходимо помнить, что для качественной работы не надо устанавливать максимальную глубину строгания. Лучше произвести несколько операций подряд и тогда хороший результат не заставит себя ждать.
https://youtube.com/watch?v=-HjSl_1ulEU
Устройство и принцип работы рейсмусового станка
Устройство рейсмусового станка состоит из следующих механизмов:
- Ножевой вал. Этот элемент располагается на электродвигателе рейсмуса. На нем закрепляются режущие ножи в форме спиралей, отличающиеся низким уровнем шума.
- Рабочий стол. Он представляет собой горизонтальную поверхность, предназначенную для формирования глубины реза. Этот элемент станка изготавливается из древесины и тщательно шлифуется. Длина рабочего стола составляет 0,1 м.
- Станина – чугунное основание, на котором крепятся рабочий стол и ножевые валы. Этот механизм обеспечивает устойчивость станка. Станина изготавливается из чугуна и соединяется с рабочим столом при помощи струбцин – инструментов для фиксации деталей.
- Привод. Этот механизм состоит из электромотора, шкива, ремней и приводных цепей. Приводы мощных станков оснащаются двумяэлектродвигателями.
- Винтовое приспособление. Оно предназначена для определения калибра строгального инструмента. С его помощью можно выставить толщину резки.
- Валики. Они являются частью подающего механизма станка и разделены на 2 пары. Первая пара размещена над траекторией движения доски. Вторая пара расположена параллельно первой. Валики запускаются от электромотора.
- Система отсоса. Она предназначена для удаления опилок и мельчайшей древесной пыли, образующейся во время строгания брусков. В качестве системы отсоса также можно использовать пылесос.
- Верхний узел. Состоит из заднего и переднего вальцов. Этот механизм улучшает сцепление с обрабатываемой заготовки. Он позволяет контролировать направление движения бруска. Задний вал верхнего узла обладает рифленой поверхностью. Передний вал имеет ровные стороны.
- Нижний узел. Используется для подачи заготовки на рабочий стол.
- Прижимной узел. Необходим для поддержания оптимальной температуры доски в процессе строгания. Он состоит из пружинных механизмов и когтевых захватов.
- Направляющие салазки. Предназначена для перемещения станка и его основных узлов в нескольких направлениях.
Принцип работы рейсмусового станка заключается в обработке дерева с применением способа плоского строгания. Обрабатываемые бруски устанавливаются под режущими ножами и фиксируется на рабочем столе. Посредством воздействия ножевых лезвий на поверхность дерева осуществляется калибровка заготовок. В результате деталь приобретает нужную форму.
При наличии механизмов автоматической подачи можно настроить скорость протягивания и угол наклона деревянных изделий. Это позволяет улучшить качество обработки деталей с непараллельными гранями. С помощью этих механизмов можно пиломатериалы шириной до 1 м. Глубина пропила составляет в среднем 155 мм. Рейсмусовые станки с автоматическими механизмами отличаются прочностью и высоким уровнем производительности.
Опасны ли усилители сотовой связи для здоровья?
Установление строгальных ножей на станок
Для станка используют лезвия, подходящие по EN 847−1 и технические требования. Если ножи затупились, в процессе работы ослабилось крепление или лезвия изначально были установлены неправильно, то опасность травм значительно повышается. Менять нужно одновременно два ножа, как и подтачивать их вместе по одинаковой технологии.
Планки, прижимающие лезвия, устанавливаются с любой из сторон, так как сбалансированы по отношению один к другому. Дополнительная шлифовка делается только на лезвиях с надписью HSS или HS и она выполняется одинаково для обоих экземпляров, так как разбалансировка выводит из строя подшипники. Шлифовка ведется только до ширины ножей 14 мм.
Если требуется замена запасных частей, то используют только фирменные детали JET. При замене ножа устанавливают прижимную планку лезвия в паз на ножевом валу. Проверяют нахождение в привычном месте пружин. Четырехгранные болты вкручивают так, чтобы можно было вставить лезвие. Вставляют нож и регулируют прижимную пластину, чтоб она не показывалась за ножевым валом. Для регулировки высоты расположения ножа используют стандартный ножевой шаблон.
https://youtube.com/watch?v=umBXcwmoz88
Как выбрать?
Чтобы правильно подобрать турник для размещения его в квартире или доме, стоит обратить внимание на ряд важных моментов, которые позволят приобрести удобный снаряд для наиболее широкого спектра упражнений:
наличие свободного места в комнате или том месте, куда планируется установить турник;
в условиях малогабаритного пространства наиболее предпочтительными моделями будет дверной, потолочный или угловой турник;
для большой комнаты, приспособленной под спортзал или имеющей спортивную зону для тренировок, можно установить шведскую лестницу с турником или напольную конструкцию;
важно подобрать снаряд с учетом максимальной нагрузки, чтобы без риска проводить все тренировки, для чего нужно сложить свой вес и добавить к нему 15-20 кг, которые весит турник;
ценовая категория – не стоит выбирать самые дешевые конструкции, они могут оказаться некачественными;
материал изготовления турника – чем он надежнее, тем безопаснее будет его использование.
Проанализировав все основные параметры, можно без особого труда выбрать подходящий турник для дома и эксплуатировать его без риска для здоровья, с максимальным комфортом и пользой.
Принцип работы
Уплотнитель под конек металлочерепицы
Что важно знать о рейсмусовых ножах?
Самостоятельная заточка ножей рейсмуса — процесс непростой, от которого большинство мастеров предпочитает отказываться после первых неудачных экспериментов. Угол заточки на всех ножах — обычно ножевой вал имеет два или три лезвия — должен быть строго одинаковым, в противном случае это может привести к тому, что на доске будут образовываться полосы и другие дефекты. Более того, заточке могут подвергаться только специальные лезвия, которые изначально рассчитаны на это.
Срок полезного использования ножей зависит от множества факторов: интенсивности эксплуатации станка, ширины обрабатываемых досок, их твердости и, конечно, качества самого ножа. Наиболее долговечны лезвия из чистосортных твердых сплавов с добавлением кобальта или вольфрама.
Чтобы продлить жизнь строгальных ножей задействуйте всю ширину рабочей зоны станка. Приучите себя подавать заготовки не только по центру стола, но и смещая ее к краям. В этом случае лезвия будут изнашиваться равномерно по всей длине вала, а не только посередине, и прослужат намного дольше. Перед подачей пиломатериала в станок внимательно изучайте заготовку на предмет гвоздей, металлических скоб и других инородных предметов, которые испортят ножи.
Как убрать ступеньку на рейсмусе?
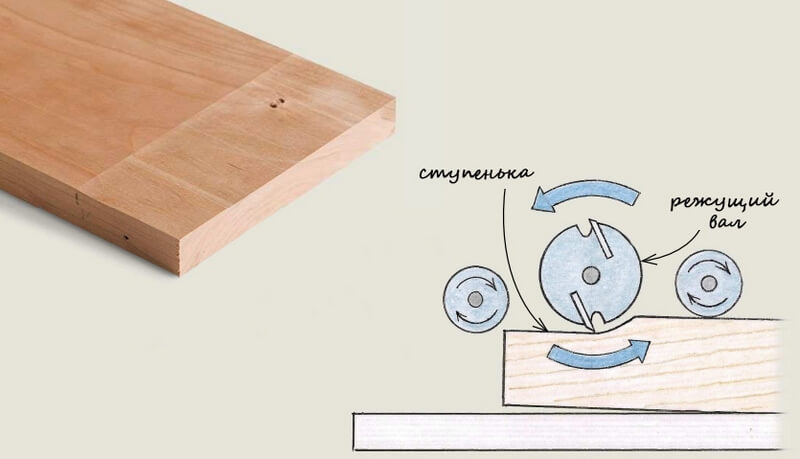
Ступенька — это небольшое углубление длиной в несколько сантиметров, образующееся в начале и в конце доски, пропущенной через рейсмус. Этот дефект возникает из-за того, что на входе и выходе один конец заготовки какое-то время не поддерживается вторым подающим роликом — когда на доске располагается только один валец, ножевой вал снимает немного больше материала, образуя ступеньку. Эта проблема присуща всем портативным рейсмусам. Но глубину ступеньки легко уменьшить или же вовсе свести на нет при помощи несложных приемов.
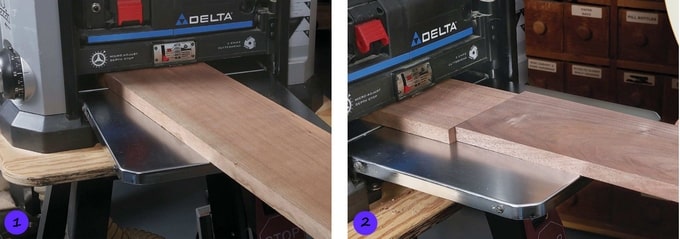
Подавайте заготовку под острым углом (фото 1). Это не только обезопасит от вырывов на торце доски, но и сведет к минимуму размеры ступеньки. Последующие доски подавайте одну за другой, плотно стыкуя их торцы (фото 2).
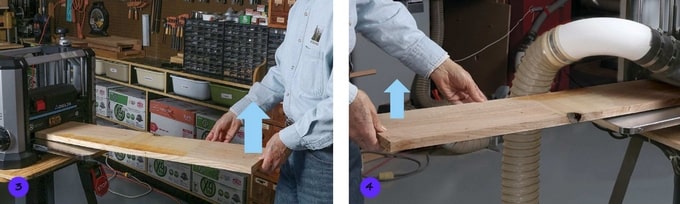
Убрать ступеньку на рейсмусе можно при помощи еще одного приема: нужно немного приподнять один конец доски на входе (фото 3), и аналогичным образом поступить, принимая заготовку на выходе (фото 4).
Устанавливаем опалубку
Продолжаем разбираться, как подготовить опалубку для крыльца со ступенями своими руками. Когда нет достаточного опыта в подобных работах, возможно допущение ряда ошибок. Чтобы избежать этого, начинаем готовить все, что понадобится для обустройств опалубки для крыльца со ступеньками.
Основным стройматериалом для бетонирования основания, считается раствор М200. Его приобретают в готовом состоянии или замешивают самостоятельно из определенных компонентов:
- цементного материала М500;
- песка речного;
- щебеночного камня средних фракций;
- чистой воды.
Кроме того, придется приобрести:
- арматурные прутья диаметром 0.8 – 1 см, которые понадобятся для каркаса;
- проволока для фиксации арматуры;
- заготовки из древесины, необходимые для сборки опалубочной рамы;
- доски или фанерные листы, которыми выполняется обшивка опалубки;
- гвозди или саморезы;
- отходы строительных материалов для наполнения объема – кирпичный бой, камни;
- рубероидный или полиэтиленовый материал для устройства гидроизоляционного слоя.
Набор инструментов минимален. Как правило, он имеется практически в каждом доме:
- болгарка с кругом для резки металла;
- ножовка по дереву;
- уровень;
- лопаты совковые и штыковые; рулетка;
- молоток;
- мастерок.
Определившись с количеством необходимых материалов и приготовив инструменты, можно перейти к выполнению работ.
Сначала проводим подготовительные работы:
- выполняем демонтаж старой площадки;
- очищаем место от мусора;
- замеряем расстояние от нижнего края дверной коробки до поверхности земли;
- рассчитываем промежутки между ступеньками;
- уточняем размер входа, учитывая параметры проемного участка для двери по ее ширине.
Прежде, как выставить опалубку для крыльца, выполняют расчетные операции бетонного основания, ссылаясь на определенные рекомендации:
- ширина площадки выполняется на двадцать – тридцать сантиметров шире по отношению к дверной конструкции;
- интервал от начала основы крыльца до дверного порога должен быть в пределах одного – полутора метров.
Решая, как сделать опалубку для крыльца со ступеньками, следует:
- определить, как будет выглядеть крыльцо;
- подобрать вариант лестницы для входа.
Конструктивно все может исполняться разными вариантами, предусматривающими:
- перила для облегчения подъема;
- остекление в частичном или полном исполнении;
- открытые с каждой стороны доступы;
- декорирование коваными элементами.
По конфигурации входная лестница может иметь различные формы:
Выбрав размеры и определившись с конструкцией, перед началом работ необходимо определиться с потребностью в материалах.
Начинаем сооружать фундамент под будущее крыльцо, для чего:
- размечаем контур конструкции;
- готовим траншею глубиной 0.4 – 0.5 м;
- приямок заполняем подушкой из песка и щебня, тщательно трамбуем каждый слой;
- укладываем полиэтилен для гидроизоляции.
- в приямок заливается бетонная смесь;
- в стене дома устраиваются каналы под арматурные стержни;
- расстояние между прутьями должно быть не менее десяти сантиметров;
- забиваются вертикальные прутья, чтобы часть их возвышалась над поверхностью сантиметров на двадцать;
- готовится раствор из песка, цемента и гравия из расчета 3 к 1 к 3;
- смесь выливается в приямок и трамбуется;
- спланированное основание не должно подвергаться воздействиям механического характера до окончательного высыхания.
Приступаем к сборке опалубочной конструкции. Чтобы подготовить каркас, потребуются доски, листы фанеры и металла. Работа подразумевает следующие действия:
- заготовки опалубки нарезаются по размерам;
- на щитах наносится разметка ступенек лестницы, по которой выполняется прирезка;
- чтобы увеличить жесткость, боковые щиты фиксируются перемычками;
- опалубка выставляется и крепится к грунту прутками, чтобы не сместилась;
- устраняются все зазоры и неплотности;
- внутренняя поверхность опалубочных щитов обрабатывается мастичным составом, что позволит в последующем выполнить распалубку без особых проблем.
Продолжаем разбираться, как сделать опалубку для крыльца со ступеньками.
Устройство армирующего каркаса повысит надежность бетонного монолита, продлив его эксплуатационный период. При изготовлении ступенек рекомендуется соблюдать определенную последовательность в действиях:
- арматурные прутья нарезаются на куски, длина которых соответствует входной площадке;
- связка металлических заготовок выполняется проволокой;
- для уменьшения объема на место будущего крыльца закладывают строительный бой;
- готовится бетонная смесь;
- заливка выполняется постепенно, с нижнего уровня;
- бетонный раствор трамбуется с помощью глубинного вибратора, чтобы устранить воздушные пузырьки;
- поверхность разравнивается, проверяется уровнем на отсутствие уклонов;
- опалубочная конструкция должна быть неподвижной на протяжении полутора – двух недель;
- периодически поверхность бетона необходимо увлажнять, укрывать полиэтиленом;
- распалубка проводится после того, как бетон окончательно наберет прочность.
Данной операцией черновые работы завершаются, можно начинать чистовую отделку.
Выбор правильного строгального станка
Проведя исследование и взвесив все варианты, вернитесь к своей базе операций. Подумайте о будущих проектах и посмотрите, как будут выглядеть потребности. Это поможет решить, какой тип инвестиций сделать. Выберите сначала в зависимости от спроса, а затем от цены и других факторов.
Если вы только вступаете в деревообрабатывающий мир, правильные инвестиции сейчас могут привести к более интенсивному интересу в дальнейшем. Подумайте об инструменте, который научит вас быть лучшим плотником. Если вы профессиональный или заядлый пользователь, подумайте об инструменте, который может обрабатывать творческие проекты или различные проекты. Самое главное, не уходите от впечатлений поверхностного уровня в одиночку. Покупайте этот продукт с уверенностью в том, что вы делаете правильный выбор для своих планов деревообработки.
Интересный строгальный станок тут.